
第5章 数控机床的检测装置
检测装置是数控机床的重要组成部分,主要用于检测工作台的直线位移和角度位移和速度测量。采用闭环和半闭环控制的数控机床,定位精度和加工精度在很大程度上取决于检测装置的测量精度,因此掌握检测装置的工作原理,了解使用方法对使用和维护数控机床具有重要的意义。
课时1 概述及光电编码器
1.数控机床对检测装置的基本要求
工作稳定、可靠,抗干扰能力强;满足测量精度和速度要求(直线位移测量分辨率可达0.001~0.01mm,精度±0.001~0.02mm/m);安装维护方便成本低廉。
2.检测装置的性能指标
准确快速的测量位置和速度的变化,反馈给CNC实时进行插补和速度控制。精度上满足高速高精度实时测量要求;分辨率适应机床精度和伺服系统的要求,灵敏度要高一致好,迟滞回差小,测量范围满足要求并留有余地,零漂温漂小。
3.常见检测装置及分类
直线型位置检测装置:光栅尺、直线感应同步器、磁栅尺、激光干涉仪
角位移型角度测量检测装置:旋转编码器和旋转变压器等。
4.增量式光电编码器

图5.1 增量式光电编码器的实物照
1).结构 如图5.1所示是实物照可分为空心转子和转轴转子
如图5.2是内部结构示意图,主要由光源(发光管5、聚凸镜6)、光栅盘4(圆周刻有透光窄缝3)光栅板7(刻有A,B的窄缝7), 是光栅的节距,N是光栅盘的窄缝的条数。轴承2和转轴1,光敏元件和放大整形电路等。
是光栅的节距,N是光栅盘的窄缝的条数。轴承2和转轴1,光敏元件和放大整形电路等。
离光栅板的窄缝之间距离:
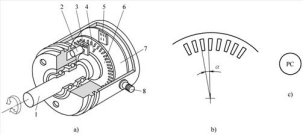
图5.2 增量式编码器外形结构图
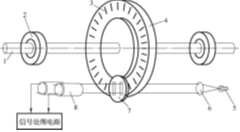
图5.3增量式编码器测量系统工作原理图
实际的光栅盘上内圈还刻有测量基准的零位窄缝也称为C,为增强抗干扰能力一般固定光栅板上对应计数刻有A ,/A;B,/B;内圈由C,/C六条窄缝,它们之间的距离为![]()
2)、工作原理
当光盘随着转轴一起转动时,由于光的透光、挡光作用,每转过一个窄缝,照射在光敏元件上的光强连续变化一次,为判别码盘的旋转方向,采用两个光敏元件sin和cos 组成的经过光电转换电路将光强弱信号转换成正弦信号的变换,经过整形后可得到A、B两种不同的方波信号,相位互相差90º。若是顺时针转动,B超前A相位90º,若转盘逆时针转动,B滞后A相位90º,则转盘每转过一个分度角,产生一个脉冲,用P=AB作为计数器的计数脉冲,则计数器的计数个数就放映了转盘的角度数。用A作为D触发器的CP触发信号,用B作为D触发器的输入信号,可知,转盘顺时针,D触发器输出为1,转盘逆时针,D触发器输出为0,个数就相当于转过的窄缝数,用D触发器的输出控制可逆计数器的加、减计数控制端。如图所示。正交脉冲可逆计数原理如图 5.4所示。
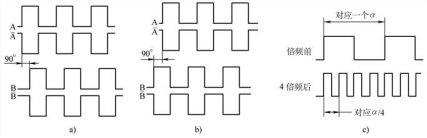
图5.4 光电编码器转盘顺转和逆转时输出的计数和辨向信号的相位关系
3)增量式编码器的应用:
作为角位移测量,和主轴速度测量,主轴与其它轴关联同步控制。
螺纹车削和刚性攻螺纹应用:
普通卧式车床在切削螺纹时,通过在主轴箱和进给箱之间挂装齿轮实现主轴转动和进 给运动的匹配,从而切削不同螺距的螺纹。如图5.5为车削螺纹的示意图
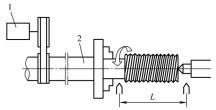
图5.5螺纹车削示意图
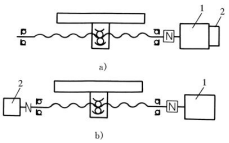
图5.6安装在电机或丝杠上的编码器测量位移示意图
数控机床是通过对安装在主轴上的编码器输出脉冲的计算,保证主轴每转一周,刀具准确地移动一个螺距(导程),CNC每接收一个脉冲,Z轴进给导程的P/(编码器脉冲数/每转)螺纹加工一般要经过几次切削才能完成,每次重复切削,开始进刀的位置必须相同,及主轴要定向或准停。
位移测量方法
如图5.6所示利用按装在电动机轴或丝杠的另一端的编码器,检测转动体的转角,根据丝杠螺母的关系推算工作台沿导轨的位移。
速度测量方法
M法测速—根据在一定的时间间隔Tc内,编码器所产生的脉冲数来确定速度,这种方法称为M法测速,如图5.7a所示。
T法测速—用编码器所产生的相邻两个脉冲之间的时间来确定被测速度的方法称为T法测速,如图5.7b所示
M/T法测速—上述两种测速方法的综合即为M/T法测速,如图5.7c所示。

图5.7测量速度的几种测试方法
零标志脉冲用于回参考点控制
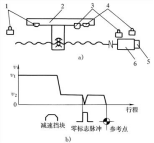
图5.8回参考点方式
a)挡块位置 b)回参考点控制(++)
1—左限位挡块及开关 2—工作台 3—挡块及减速开关 4—右限位挡块及开关
5—编码器 6—伺服电动机
5. 绝对式编码器原理
绝对式编码器是按照角度直接进行编码的传感器,可直接将被测角位移用数字编码表示出来,且每一个角度位置均有对应的编码

a)结构简图 b)4位二进制码盘 c)4位格雷码盘
图5.9 绝对式 编码器接触式和二进制循环码码盘
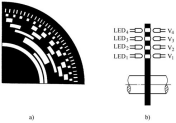
a)结构简图 b)4位二进制码盘 c)4位格雷码盘
1—码盘 2—导电体 3—绝缘体 4—电
图5.10 接触式示意图
绝对式编码器的分辨率是根据输出二进制数的位数来决定的,若输出4位二进制或循环码,就是将转盘的4个环分割成16等分,黑、白表示为1/0,可以按二进制编码或循环码编制,为消除由于制作或安装引起的误差错误采用循环码编码。
分辨率![]() n为绝对式编码器输出的二进制数的位数。
n为绝对式编码器输出的二进制数的位数。

