
课时3 闭环位置控制原理
以空间直线插补为例,说明数控装置的基本原理。设有空间直线/OE,起点为坐标原点O,终点为E(Xe,Ye,Ze),直线长度为L,如图3.39所示。
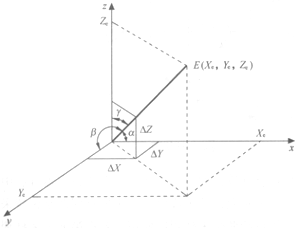
图3.39 空间直线/OE
假定该CNC装置的插补周期为8ms,位置采样周期为4ms,而且规定位置采样伺服控制的中断级别高于插补运算,在插补周期内,插补程序计算出个坐标轴的位移量;在采样周期内,插补结果输出给伺服系统,控制各坐标轴移动。
1.数据采样的插补计算
首先根据编程进给速度F(mm/min)和终点坐标Xe,Ye,Ze计算出 8ms插补周期内刀具的位移量ΔL如下:
![]()
空间直线与X、Y、Z坐标轴间的夹角分别为![]() ,由次计算各坐标轴的位移量(简称段值)为:
,由次计算各坐标轴的位移量(简称段值)为:
![]()
式中,![]() 分别为空间直线的3个方向的余弦、可预先求出
分别为空间直线的3个方向的余弦、可预先求出
![]()
以上是插补运算的预运算内容,每个程序只需计算一次,计算流程如3.40图所示。

图3.40 插补运算预计算流程图
在插补程序中,主要是计算段值,并将其送出。设Xr、Yr、Zr为程序段中尚未插补输出量(简称剩余量),它们的初值分别为
![]()
每进行一次插补计算,输出一组段值ΔX、ΔY、ΔZ ,并进行新的剩余量计算
![]()
段值存放在段值寄存器Xs、Ys、Zs中,供位置控制软件使用。若

说明已经是本程序段的最后一次插补运算,需置标志“LASTSG”为1,这时的输出段值为剩余量Xr、Yr、Zr。插补运算流程如图3.41所示。

图3.41 插补运算流程图
2.闭环位置控制的实现
位置控制由软件和硬件共同完成的,位置控制和伺服系统结构如图3.42所示,它由位置控制、速度控制和位置及速度检测等部分组成,旋转编码器用来检测位置信号、测速发电机用来检测速度信号。位置控制是在CNC中一般与插补一起用软件完成、而速度控制是在CNC外部的伺服驱动器中是由硬件(现在也用软件和硬件)完成的。
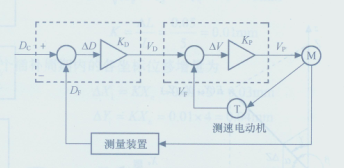
图3.42位置控制和伺服系统的结构框图
在采样周期中,由位置控制软件取出插补计算的段值,送到命令寄存器DC中。首先应检测标志“READY”是否为1,表示允许输出段值,由于插补周期是位置采样周期的两倍,故每个插补周期内产生的段值应提供两个采样周期使用。若在第n个采样周期内,检测到标志“FSTM”为1,则取段值寄存器中段值的一半送命令寄存器;而在第n+1个采样周期中,“FSTM”标志为0,就把剩下的另一半段值送往命令寄存器,完成插补结果的输出。
位置控制软件还配合硬件实现位置控制输出。在采样周期中,除计算一次位置命令值DC外,还从硬件读取一次位置反馈值DF,据此计算出位置命令与反馈至之间的跟随误差ΔD,即 ΔD=DC-DF
式中,DC由![]() 得到,
得到,
即满足:![]()
将跟随误差ΔD乘以位置误差增益系数KD,便可得到速度指令值,向硬件发出速度信息。位置控制软件流程如图3.43所示。
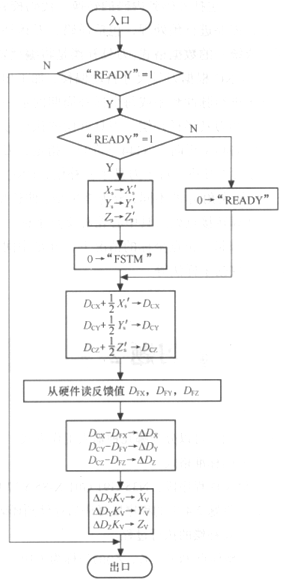
图3.43位置控制软件流程
位置控制软件将插补运算结果—位置命令DC转换为速度指令VD。速度控制单元将VD于测速发电机测量的速度反馈信号VF相比较,产生驱动伺服电动机的输出电压VF,使响应坐标轴在采样周期内以这个速度均衡移动,从而保证刀具轨迹在允许的误差范围内。
小 结
零件加工程序在CNC装置中的输入处理过程是:输入→译码→刀具补偿→进给速度处理→插补→位置控制6个步骤。
常用的输入装置有MDI键盘、纸带阅读机、串行接口、U盘接口、网络接口等。输入工作方式有:存储器工作方式、DNC工作方式和键盘工作方式。零件程序的存储代码可分为外码和内码。外码是零件在CNC装置之外的存储代码,内码是零件程序在CNC装置内部的存储代码。输入的主要任务是将零件程序输入到CNC装置中,包括外码到内码的转换、代码的校验、删除无效代码等。
零件程序在进行插补之前,需要进行预处理,包括译码、刀具补偿、速度处理等,译码是把输入加工的程序段翻译成为统一的格式。刀具补偿是将变成轨迹变换为刀具中心的移动轨迹以保证操作者按零件轮廓尺寸编程,CNC根据刀具尺寸自动偏移,加工出符合要求的零件轮廓。速度处理主要是根据编程速度推算出进给脉冲频率或每个插补周期的唯一增量,并进行升、降速度处理。
刀具补偿主要包括刀具长度补偿、刀具半径补偿和刀具磨损量补偿。刀具补偿的执行过程为刀补的建立、进行和撤销3个步骤。长度补偿方向由G43(正向)G44(负向)指定,刀具半径补偿方向由G41(左刀补)、G42(右刀补)和G40撤销刀补。对于刀具半径补偿,CNC还要处理相邻轮廓段交点处的过渡问题,根据交点处工件侧夹角α的不同,分为缩短型、伸长型和插入型3种过渡内型,并根据不同的转接内型,分别计算转接点处的刀具中心
轮廓交点坐标。
轮廓插补是在已知线段类型和起点、终点坐标情况下、补足中间点的过程,常用的插补算法有逐点比较法、数字积分法和数据采样法等。
本章作业
1.选择填空
1).以下设备属于输入装置的是( )、属于输出装置的是( )、即可当输入又可当输出的是( )。
(1)MDI键盘(2) CRT(LCD)显示器(3)RS-232串行接口(4)USB接口(5)网路接口(6)光电阅读机(7)软盘驱动器(8)磁带机。
2).由键盘构成行列矩阵,并由软件实现识别、译码和处理功能的MDI键盘,属于( )键盘,被广泛应用于CNC系统中。
(1)编码键盘(2)非编码键盘
3).数控机床的( )要用到PLC的I/O接口,并且具有光电隔离电路。
(1)CNC的MDI键盘 (2) 数控机床的操作面板
4). 在上位机PC中用CAD/CAM编写烦人程序一般通过()输入到CNC中的零件程序存储器中。
(1)MDI键盘(2)光电阅读机(3)磁带机(4)RS-232串行接口。
2.填空:
1).CNC中的零件程序缓冲器容量( )零件程序存储器的容量。
2).MDI工作方式可以通过键盘输入一段( ),并且立即执行,通常用于机床调整和检测。
3).外码不同的CNC系统内码是( )的。
4).译码的主要原因是因为编程者( )不统一、( )用BCD代码、仅含有( )信息,不包括历史数据,不便于刀补和插补计算
5).同一组G代码或M代码( )出现在同一程序段。
6).译码结果缓冲器的格式( )任意放置,程序段中没有出现的功能码( )上一段译码结果。
7).钻床主要考虑刀具的( )补偿,若果有长、中、短三个钻头,以中钻头对刀后,若已知长、短钻头相对中钻头长了或短L,则选( ) 钻头用G43、( )钻头用G44( )。
8)以四方刀架中心为相关点,车床的刀具补偿既包含( )方向的长度补偿。又要在加工过程中考虑刀尖的( )补偿。
9).铣床主要考虑刀具的半径补偿,铣内、外轮廓时要进过刀补( )、刀补( )和( )刀补三个过程。
10).刀具沿编程轨迹前进方向左侧进行时一般用( )刀补用G41表示。刀具沿编程轨迹前进方向右侧进行时一般用( )刀补用G42表示。用错刀补将会产生过切要么( )要么( )等严重故障。
11).数控机床加工平行于坐标轴或与坐标轴成45º线的直线时( )进行插补,只需要分配脉冲或位移即可,这时速度最快。
12).每次插补后,只在某一个坐标方向上进给一步的脉冲增量法插补称为( )法插补,这种插补直线插补时有跟随误差,但误差做多不会超过一个脉冲当量。
13).位了提高数字积分法的插补速度,可以先进行终点坐标的( )化,就是对各个坐标终点不断地乘2直到某一坐标终点最高位为1.
14)数据采样插补法适用于( )环系统驱动元件为直流或交流伺服电机,原理上直线插补没有误差,但是圆弧插补时是用( )代替( )存才径向误差。

