
第7章
数控机床的典型机械结构数控机床的机械结构是指数控机床的机械本体——包括:主传动系统、进给传动系统、自动换刀装置、润滑系统和排屑装置等在数控系统的控制下实现切削必须的主运动和进给运动以及各种必要的辅助运动。
课时1 数控机床的机械结构要求和总体布局
1.数控机床的机械结构要求
(1).数控机床机械结构的组成
1)基础支撑件—床身、立柱、导轨、滑座、工作台。作用是支承机床的各主要部件,并使他们在静止或运动中宝城相对的正确位置。
2)主传动系统—动力源、传动件及主运动执行件(主轴)等,功用是将主轴驱动装置的运动及动力传给执行件,以实现主切削运动。
3)进给传动系统—动力源、传动件及进给运动执行件(工作台或刀架),功用是将进给驱动装置的运动及动力传给执行件,以实现进给切削运动。
4)辅助运动机械结构—、自动换刀及自动托盘交换、液压、气动、润滑、冷却、排屑、防护、照明、安全防护罩等。功能是实现辅助运动及控制,保护机床提高效率。
5)特殊功能—监控、精度检验、刀具磨损监控、优化智能控制。
(2).数控机床机械结构的要求
根据数控机床高精度、高效率、高自动化程度、高适应性的工艺特点,对机械机构提出一下要求。
1) 高刚度。机床的刚度是指机床抵抗由切削力和其他力引起变形的能力。有标准规定,数控机床的刚度应比类似的普通机床高5 0%。因为数控机床要在高速和重切削条件下工作,因此机床的床身、工作台、主轴、立柱、刀架等主要部件,均需有很高的刚度,工作中应无变形和振动。
2) 高灵敏度。数控机床在数控程序控制下自动完成加工工作,精度要求比普通机床高,因此数控机床的运动部件应具很有高的灵敏度。例如,导轨部件通常用滚动导轨、塑料导轨、静压导轨等来减少摩擦力,防止出现运动部件低速运动爬行现象。数控机床的工作台、刀架等部件的移动,由步进、直流或交流伺服电动机驱动,经滚珠丝杠或静压丝杠传动。主轴既要在高刚度、高速下回转,又要有高灵敏度,因而多数采用滚动轴承和静压轴承。
3) 高抗振性。数控机床的振动会在被加工工件表面留下振纹,影响工件的表面质量,严重时则使加工过程难以进行下去。强迫振动和自激振动是数控机床工作时可能产生的两种形态的振动。数控机床的抗振性是指抵抗这两种振动的能力。提高数控机床的抗振性,可以从提高静刚度、固有频率和增加阻尼几个方面考虑。
4) 热变形小。数控机床在工作时,电动机、滚动轴承、切屑及刀具与工件的切削部位、液压系统等许多部件和部位会产生大量热量,产生的热量通过传导、对流、辐射传递给机床的各个部件,引起温升,产生热变形。当机床各部位热变形不一致时,会破坏刀具与工件的正确相对位置,影响加工精度。减小热变形及其对精度影响的方法有改进机床布局和结构设计、控制温升和热变形补偿等。例如,立柱一般采取双壁框式结构,在提高刚度的同时使零件结构对称,防止因热变形而产生倾斜偏移;采用恒温冷却装置,使主轴轴承在运转中产生的热量易于消散;在电动机上安装有散热装置和热管消热装置等。
5) 高精度保持性。为了加快数控机床投资的回收,必须让机床保持很高的开动比,因此必须提高机床的寿命和精度保持性,在保证尽可能地减少电气与机械故障的同时,要求机床在长期使用过程中不丧失精度。
6) 高可靠性。数控机床一次性投资比较大,为提高设备利用率和生产效益,一般数控机床都处于连续不问断工作状态,为减少故障停机对生产造成的损失,因此要求数控机床机械结构具有较高的可靠性。比如要保证运动部件、频繁动作的刀库、换刀机构、托盘、工件交换装置等部件能长期而可靠地工作。
7) 模块化。模块化设计的思想是把各种部件的基本单元作为基础,按不同功能、规格和价格设计成多种模块,用户可以按需要选择最合理的功能模块配置成整机,不仅能降低数控机床的设计和制造成本,而且能缩短设计和制造周期,便于维护维修。目前,模块化的概念已开始从功能模块向全模块化方向发展,它已不局限于功能的模块化,而是扩展到零件和原材料的模块化。
8) 机电一体化。数控机床的机电一体化是对总体设计和结构设计提出的重要要求,它是指在整个数控机床设计中必须要综合考虑机械和电气两方面的有机结合。例如,先进的数控机床的主轴系统已不再是单纯的齿轮和带传动的机械传动,而更多的是由交流伺服电动机为基础的电主轴。
9) 具有良好的操作性和安全防护性能。
2 数控机床的总体布局
(1)数控车床的布局形式
典型数控车床的机械结构系统组成,包括主轴传动机构、进给传动机构、刀架、床身和辅助装置(刀具自动交换机构、润滑与切削液装置、排屑、过载限位)等部分。
数控车床床身按照导轨与水平面的相对位置有四种布局形式,如图7.1所示。
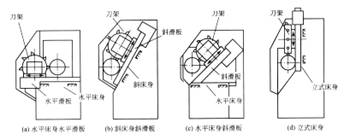
图7.1 车床床身和导轨的布局形式
1)水平床身配置水平滑板
如图7.1(a)所示,水平床身的工艺性好,便于导轨面的加工。水平床身配上水平放置的刀架可提高刀架的运动精度,但是水平床身由于下部空间小,故排屑困难。从结构尺寸来看,刀架水平放置使得滑板横向尺寸较大,从而加大了机床宽度方向的结构尺寸。一般用于大型数控车床或小型精密数控车床的布局。
2)斜床身配置斜滑板
如图7.1(b)所示,这种结构的导轨倾斜角度分别为30°、45°、60°、75°和90°,其中90°的滑板结构称为立式床身,如图7.1(d)所示。倾斜角度小,排屑不便;倾斜角度大,导轨的导向性及受力情况差。导轨倾斜角度的大小还直接影响机床外形尺寸高度和宽度的比例。综合考虑上面的诸因素,中小规格的数控车床,其床身的倾斜度以60°为宜。
3)水平床身配置斜滑板
这种结构通常配置有倾斜式的导轨防护罩,如图7.1(c)所示。这种布局形式一方面具有水平床身工艺性好的特点,另一方面机床宽度方向的尺寸较水平配置滑板的要小,且排屑方便。
(2)数控铣床的布局形式
用于铣削加工的铣床,根据工件的重量和尺寸的不同,数控铣床可以有四种不同的布局,如图7.2所示。
图7.2(a)是加工工件较轻的升降台铣床,由工件完成的三个方向的进给运动,分别由工作台、滑鞍和升降台来实现。
当加工件较重或者尺寸较高时,则不宜由升降台带着工件做垂直方向的进给运动,而是改由铣头带着刀具来完成垂直进给运动,如图7.2(b)所示。这种布局方案,机床的尺寸参数即加工尺寸范围可以取得大一些。
图7.2(c)所示的龙门式数控铣床,工作台载着工件做一个方向的进给运动,其他两个方向的进给运动由多个刀架即铣头部件在立柱与横梁上移动来完成。这样的布局不仅适用于重量大的工件加工,而且由于增多了铣头,使机床的生产效率得到很大的提高。
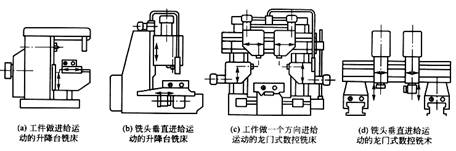
图7.2 数控铣床总体布局示意图
加工更大更重的工件时,由工件做进给运动,在结构上是难于实现的,因此采用如图7.2(d)所示的布局方案,全部进给运动均由铣头运动来完成,这种布局形式可以减小机床的结构尺寸和重量。
(3)加工中心布局形式
加工中心是一种配有刀库并能自动更换刀具、对工件进行多工序加工的数控机床,可分为卧式加工中心、立式加工中心、五面加工中心和并联(虚拟轴)加工中心。加工中心主机由床身、底座、立柱、横梁、滑座、工作台、主轴箱、进给机构和刀具交换装置和其他辅助装置等基本部件组成,它们各自承担着不同的任务,以实现加工中心的切削以及辅助功能。加工中心总体布局的任务就是使这些基本部件在静止和运动状态下始终保持相对正确的位置,并使机床整机具有较高的刚性。
1)立式加工中心
如图7.3所示,立式加工中心通常采用固定立柱式,主轴箱吊在立柱一侧,其平衡重锤放置在立柱中,工作台为十字滑台,可以实现X、Y两个坐标轴的移动,主轴箱沿立柱导轨运动实现Z坐标移动。
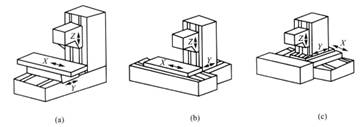
图7.3 立式加工中心总体布局示意图
2)卧式加工中心
如图7.4所示,卧式加工中心通常采用立柱移动式,T形床身。一体式T形床身的刚度和精度保持性较好,但其铸造和加工工艺性差。分离式T形床身的铸造和加工工艺性较好,但是必须在连接部位用大螺栓紧固,以保证其刚度和精度。
图7.4 卧式加工中心布局形式
3)五面加工中心
五面加工中心兼有立式和卧式加工中心的功能,工件一次装夹后能完成除安装面外的所有侧面和顶面等五个面的加工。常见的五面加工中心有如图7.5所示的两种结构形式。
图7.5(a)所示主轴可以90°旋转,可以按照立式和卧式加工中心两种方式进行切削加工;图7.5(b)所示的工作台可以带着工件做90°旋转来完成装夹面外的五面切削加工。
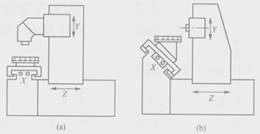
图7.5五面加工中心
4)并联加工中心
图7.6所示为并联加工中心示意图。图示并联加工中心由六自由空间并联机构组成,即由六根可伸缩杆通过球铰或虎克铰将固定平台与动平台相连,当改变六根可伸缩杆的杆长时,动平台就可以得到不同的位置和姿态,动平台上装有电主轴,六根可伸缩杆由滚珠丝杠副和滚珠花键副构成,由六个伺服电动机驱动来控制各杆的杆长;在工作台上置放一数控转台,从而实现空间任意复杂形状的曲面加工。这种并联机构组成了刚度很高的框架结构,布局合理,减少了机床的占地面积。
图7.7所示为哈尔滨量具刃具集团有限责任公司生产的并联加工中心L1NKS-EXE700。该机床具有以下特点:
①主轴无论处于加工范围的任何位置,其动态特性都保持高度一致,为最佳切削参
数的选择提供了保证。
②加工范围大,其范围形状近似一球冠,直径达3m,球冠高度为O。6m,突破了传
统并联机构工作空间小的局限性。
③建立工件坐标系方便、在有效工作空间内可实现5~6面及全部复合角度的位置加工,适合用于敏捷加工、需一次装夹即可完成5~6面的复杂异型件及复合角度孔和曲面的加工等。
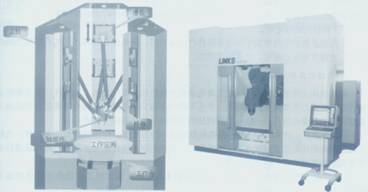
图7.6 并联加工中心示意图 图2.8 并联加工中心实物图

