

设备的调试主要有以下几项内容:
几何精度的调试、位置精度的调试、数控功能的调试等。精度的调试按照机床验收的标准进行,对于不合格的项目,要调整机床相关部件,以期达到预设的要求。

(1)几何精度的调试有如下一些内容:
工作台运动的真直度、各轴向间的垂直度、工作台与各运动方向的平行度、主轴锥孔面的偏摆、主轴中心与工作台面的垂直度等。
(2)调试验收几何精度的检具。
(3):机床真直度检验调试
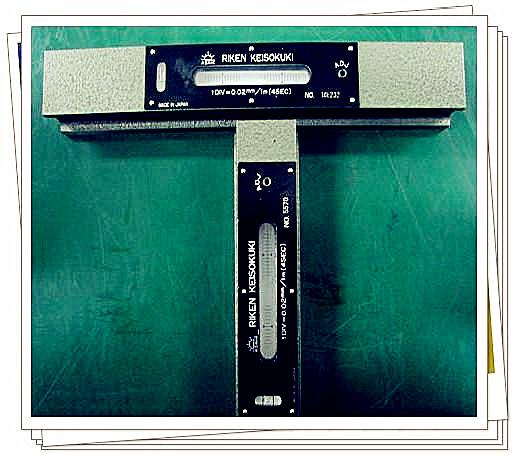
将两个水平仪,以相互垂直的方式放置在工作台上(其中一个与X向平行、一个与Y向平行)。在检测时将工作台沿X向移动,在左、中、右三个点上分别查看水平仪的数据。比较这些数据的差值,使其最大值不超过允差值为限。如果机床真直度不能够达到标准要求,可以通过调整机床地脚螺栓,使其达到要求在调整地脚螺栓的过程中,必需要把机床看成一个既有一定刚性,又有一定塑性的整体。通过调整几个关键的地脚螺栓,将数控机床的真直度调好。


(4):机床各轴相互间垂直度
现以三轴数控铣削机床为例,讲解三轴间的垂直度的检验与调试。
三轴数控铣削机床一共有三根轴,那么垂直度的检查就要检查三项。
X.Y间垂直度;
X.Z间垂直度;
Y.Z间垂直度;
X.Y垂直度
检验X.Y垂直度
1:将方尺平放在工作台上;
2:用千分表找平X向或者Y向任意一边;
3:然后用千分表检验另外一边;
4:两端读数的差值为误差值。
X.Z垂直度
1、将检验方尺沿X向放置。
2、将千分表夹持在Z轴上。
3、将表靠在方尺检验面上,沿Z轴上下移动。
4、表在上下的读数的差值即为该项精度的值。
Y.Z间垂直度
Y.Z间的垂直度的检验方法和X.Z间垂直度的检验方法是一致的,只不过将检验方尺的方向做一个九十度的旋转。
检验YZ向的垂直度
该项精度由两项组成:
工作台与X向运动的平行度;将千分表夹持在Z轴上,将表触头至于工作台面上,然后将工作台从X原点移至负方向的最远点。其间,读数的最大以及最小值的差值为其精度值。
工作台与Y向运动的平行度;将千分表夹持在Z轴上,将表触头至于工作台面上,然后将工作台从Y原点移至负方向的最远点。其间,读数的最大以及最小值的差值为其精度值。在做这一项检查时,要注意梯形槽或者其他能够引起表针跳动的因素。
梯形槽跳动用千分表去拉工作台上的主梯形槽,其读数的最大最小值为梯形槽的跳动值。
主轴锥孔偏摆在主轴上,装入测量长为300MM的标准芯棒。用千分表顶住主轴近端以及下端300mm处,于主轴旋转过程中千分表变化的最大值,分别为这两处的偏摆测定值。
主轴轴向跳动将千分表顶住主轴端面,旋转主轴千分表会出现测量值的变动。这一个变动的数值即为主轴轴向跳动。也可将千分表顶住标准芯棒的下端,旋转主轴,观察千分表的变化

