
数控系统数据单独备份与还原
上一节
下一节

在进行各类不同类型的机床数据的单独备份前,必须先做以下两个准备工作:
(1)在机床操作面板上选择方式为EDIT(编辑);
(2)设定20#参数为4。进行参数输入时,须将【参数写入】置1。

CNC参数的备份
(1)依次按下 ![]() 功能键
功能键![]() 软键 ,出现参数画面。
软键 ,出现参数画面。
(2)依次按下软键![]() ,输出CNC 参数。输出文件名为 “CNCPARAM.DAT”。
,输出CNC 参数。输出文件名为 “CNCPARAM.DAT”。

(1)依次按下功能键 ![]() 软键
软键![]() 显示PMC 的输入显示PMC 的输入输出画面。
显示PMC 的输入显示PMC 的输入输出画面。

(2)输出顺序程序时,按照如下设定。
DEVICE = M-CARD
FUNCTION = WRITE(若为READ,即是数据的还原)
DATA KIND = LADDER
FILE NO. = 默认标准名称或自己重新取名(以#或@开头)
(3)按下软键![]() 输出PMC 程序。输出“PMC-SB.000”。
输出PMC 程序。输出“PMC-SB.000”。
(4)在DATA KIND中选择“PARAM”,可以把PMC参数传出。PMC参数的默认文件名为“PMC-SB.PRM”。
注意:若要还原PMC程序,还需要进行PROM的固化,重新上电后生效。

(1)依次按下功能键![]() 和软键
和软键![]() ,显示螺距误差补偿画面。
,显示螺距误差补偿画面。
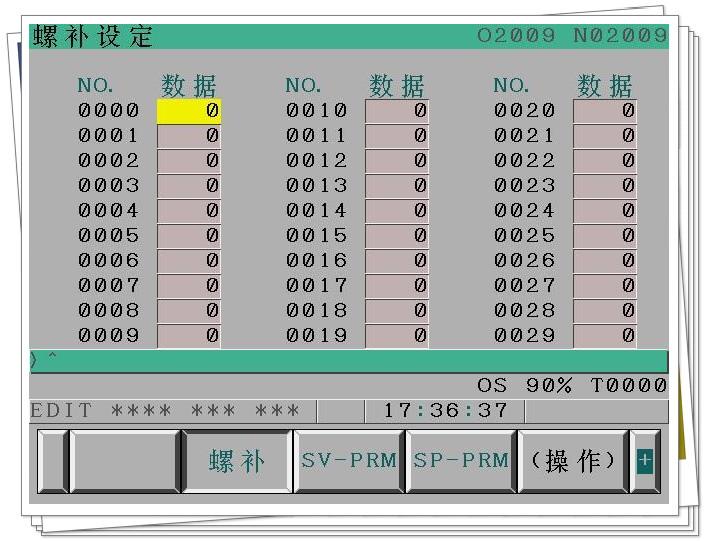
(2)依次按下![]() ,输出螺距误差补偿量。输出文件名为“PITCHERR .DAT”
,输出螺距误差补偿量。输出文件名为“PITCHERR .DAT”

(1)按下功能键![]() 和软键
和软键![]() 出现刀偏画面。
出现刀偏画面。
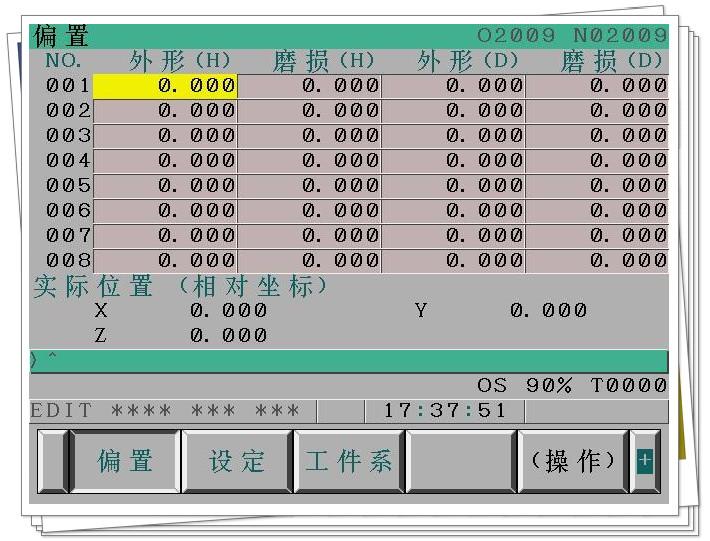
(2)依次按下软键![]() ,输出刀偏量。输出文件名为“TOOLOFST.DAT”。
,输出刀偏量。输出文件名为“TOOLOFST.DAT”。

(1)设定下面的参数,8000 号以上和9000 号以上的加工程序将不能输出。如要传出改程序,应设定为:


