
-
1 课程导学
-
2 知识讲授
-
3 任务资料
-
4 拓展资源
-
5 思政学堂
-
6 课堂习题
横对接焊
一、概念
横对接焊,顾名思义,是指两个毗邻的零部件通过直接对接的方式连接起来的接头,并且这种接头是沿着零部件的宽度方向进行的。焊接时,焊缝倾角为0°~180°,焊缝转角也为0°~180°,也就是在垂直面上焊接水平焊缝的一种操作方法。
二、特点
横对接焊时,熔化金属在自重的作用下容易下淌,这使得焊缝成形往往不对称。
焊缝上边缘容易产生咬边现象,而下边缘则容易出现焊瘤和未熔合等缺陷。
三、操作要点
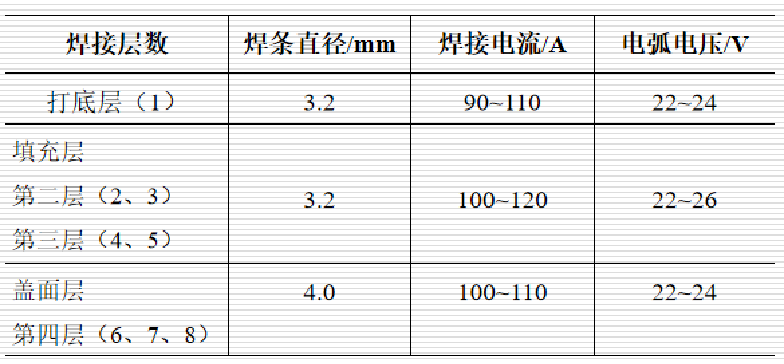
●焊材与电流选择:
应选择较小直径的焊条,这样可以有效地防止金属的流淌。焊接电流也要比平焊时小一些,采用短路过渡形式进行焊接。
●坡口设计:
对接横焊开坡口一般为V型或K型。板厚3~4mm的对接接头可用Ⅰ型坡口进行双面焊。
●多层多道焊:
厚板焊接时,除打底焊缝外,宜采用多层多道焊。多层多道焊时,要特别注意控制焊道间的重叠距离。每道叠焊,应在前一道焊缝的1/3处开始施焊,以防止焊缝表面凹凸不平。
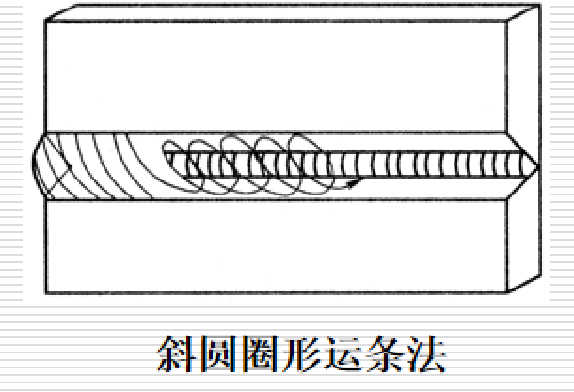
●运条方法:
Ⅰ型对接横焊时,正面焊缝采用往复直线运条方法较好;稍厚件宜选用直线型或小斜环形运条,背面则采用直线型运条,焊接电流可适当加大。
采用其他坡口对接横焊时,间隙较小时打底焊可采用直线运条;间隙较大时,打底层采用往复直线型运条,其他各层当多层焊时,可采用斜环形运条;多层多道焊时,则应采用直线型运条。
●焊条角度与焊接速度:
根据具体情况,保持适当的焊条角度,焊接速度应稍快且均匀。由于焊条的倾斜以及上下坡口的角度影响,电弧对上下坡口的加热不均匀。上坡口受热较好,下坡口受热较差。因此,应先击穿下坡口面,后击穿上坡口面,并使击穿位置相互错开一定距离(0.5~1个熔孔的距离),使下坡口面击穿熔孔在前,上坡口面击穿熔孔在后。
四、注意事项
由于横对接焊时熔化金属容易下淌,因此需要特别注意控制焊接参数和操作方法,以防止产生焊接缺陷。
在焊接过程中,要保持适当的焊条角度和焊接速度,以确保焊缝成形良好。
对于厚板焊接,采用多层多道焊可以有效地控制焊接变形和提高焊接质量。
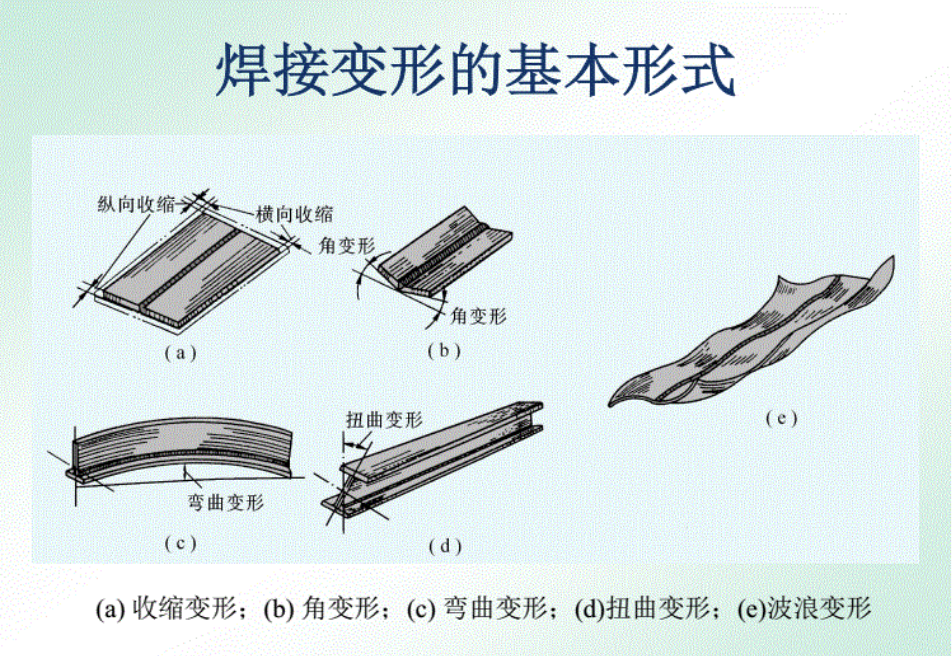 焊接变形
焊接变形

