任务1 平敷焊
学习目标及技能要求
1.掌握焊机操纵及各开关和按钮的使用;
2.调节CO2焊焊接工艺参数;
3.练习左向焊法和右向焊法操作;
4.掌握直线运丝法和横向摆动运丝法。
1.焊前准备
(1)试件材料 Q235
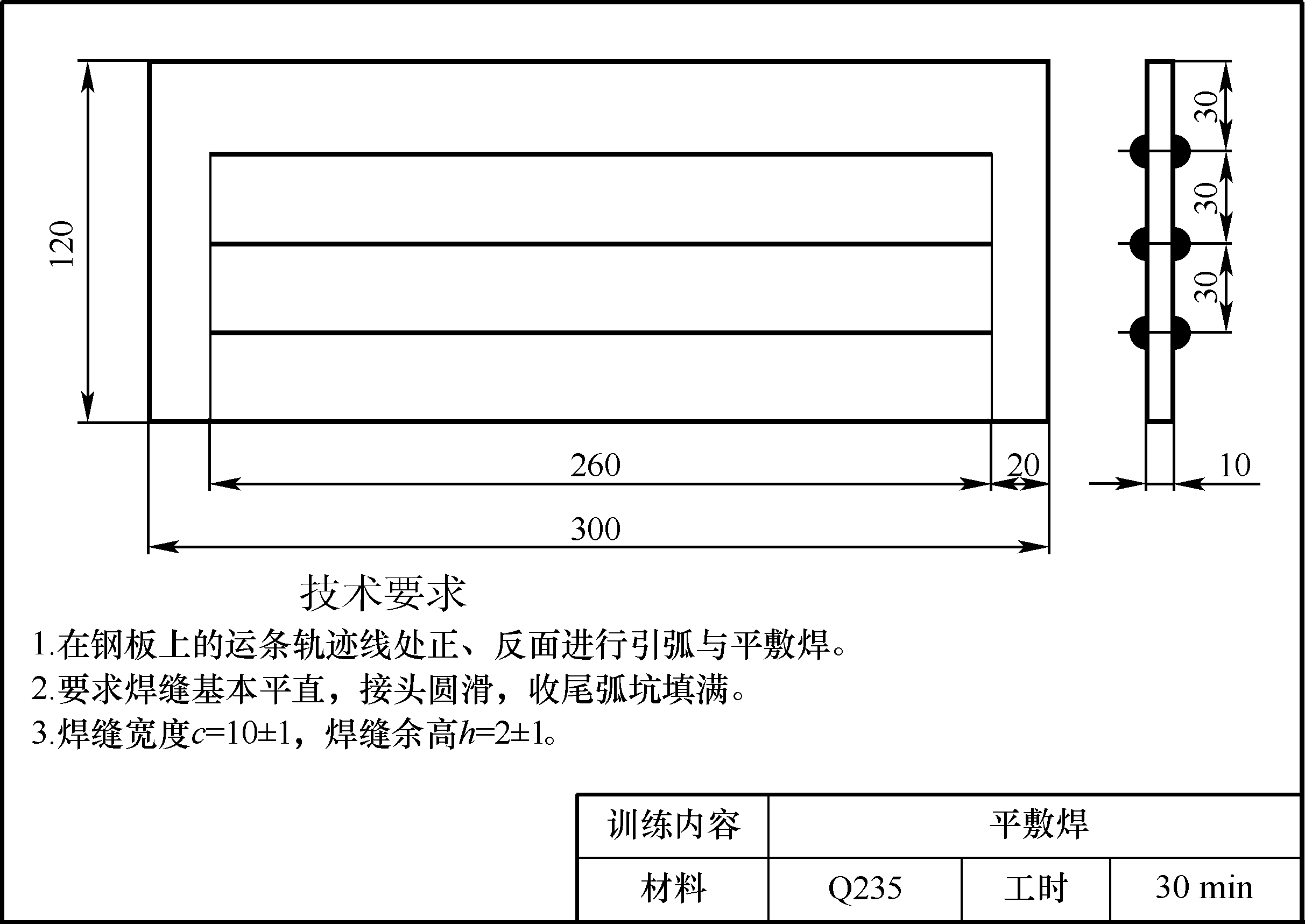
(2)试件尺寸 300mm×120mm×10mm
(3)焊接材料 焊丝牌号:ER49-1,直径1.0或1.2mm
(4)焊机准备
1)选用NBC1-300型CO2半自动焊接机,配有平硬外特性电源、CO2气瓶减压流量调节器,配用推丝式送丝机构。
2)焊机操作
①接通配电盘开关,合上电源控制箱上的转换开关,这时电源指示灯亮,电源电路进入工作状态。
②扣动焊枪开关,打开气阀调节CO2气体流量。
③将送丝机构上的焊丝嵌入滚轮槽里,按下加压杠杆调整压力,并把焊丝送入焊枪。
2.焊前清理
清理钢板上的油污、锈蚀、水分及其他污物,直至露出金属光泽。在钢板长度方向每隔30mm用粉笔划一条直线,作为焊接时的运丝轨迹。为防止飞溅堵塞喷嘴,在喷嘴上涂一层喷嘴防堵剂。
3.焊接工艺参数
平敷焊焊接工艺参数选择见表
焊丝直径(mm) | 焊接电流(A) | 电弧电压(V) | 焊接速度(m/h) | 气体流量(L/min) |
1.2 | 130~150 | 22~26 | 20~30 | 10~15 |
4.操作要点及注意事项
5.焊接质量要求
(1)焊缝边缘直线度误差≤2 mm,焊缝宽度差≤3 mm。
(2)焊缝与焊件平滑过渡,焊缝余高为0~3 mm,余高差≤2 mm。
(3)焊缝表面不得有裂纹、未熔合、夹渣、气孔、焊瘤等缺陷。
(4)焊缝边缘咬边深度≤0.5 mm,焊缝两侧咬边总长度不得超过焊缝长度的10%。
(5)焊件表面非焊道上不应有引弧痕迹
爱国情怀
关桥院士是我国航空制造工程焊接专家,曾任中国焊接学会理事长、国际焊接学会副主席。他建立了“低应力无变形焊接” 理论,从理论上论证了焊接过程中主动控制应力变形的必要条件,突破了焊接变形“不可避免”的传统认识,解决了焊接科技与制造工程中的一大难题。他主持和指导了多项航空工业急需的特种焊接新技术研究开发和工程应用,为新飞行器的研制提供了先进技术保障。