
-
1 教学视频
-
2 演示文稿
-
3 教案
-
4 作业
表10-1 工序内看板
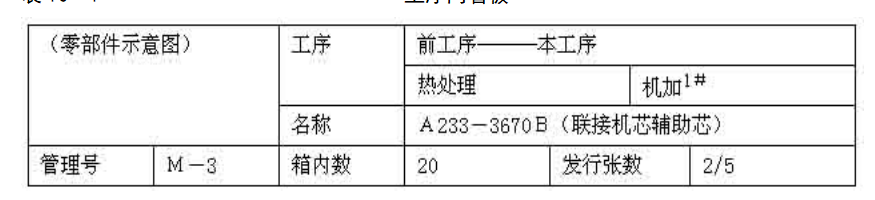
表10-2 工序间看板
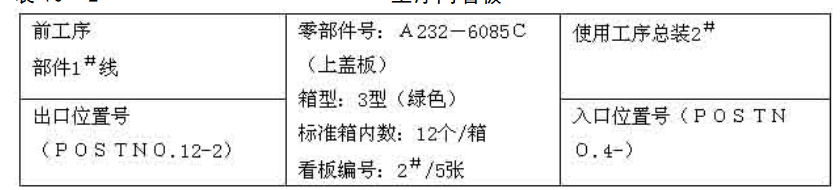
表10—3 JIT与MRP(MRPⅡ)的区别与联系
项 目 | JIT | MRP(MRPⅡ) |
加工环境 | JIT更适用于生产高度重复性产品的系统; JIT的物料计划、能力计划、车间控制都可以由人工系统完成,不一定需要计算机系统 | MRP则不仅适用于批量生产,还适用于按用户订单生产、产品多变等不同的生产环境; MRP以计算机为工具,需要一定的硬件、软件、投资费用高 |
管理范围 | JIT管理的范围比MRPⅡ小 | MRPⅡ管理的范围比JIT广,它能用于工具、维修等其他活动的物料需求,辅助财务计划; MRPⅡ集成了一个企业生产运作管理的许多功能,它能作为一个经营战略计划系统,也可作为一个生产控制系统使用。 |
管理思想 | JIT起源于日本,日本企业认为库存是一种浪费,竭尽全力去降低库存 | MRP也很重视库存控制,防止产生不必要的多余库存。但认为零库存难以做到,必要的库存是一种保护措施,是维持均衡生产的一个重要因素。 |
批 量 | 仅生产需要的数量。对自制件与外购件都只下达最小的需要补充量 | 用某种公式来计算批量。一般对库存成本和生产准备。成本加以折中考虑,用某个公式修正,来得到最佳批量 |
生产准备时间 | 使生产准备时间最少。要求最快地更换刀卡具,以做到对生产率的影响最小,或是备有已经完成生产准备的其他机床。迅速地更换工卡具以实现小批量生产,并允许频繁地生产不同的零件 | 生产准备时间不十分紧,一般的目标最大的输出,很少有与丰田同样的想法和做出同样的努力来达到快速更换工卡具 |
在制品库存 | 尽量减少在制品库存 | 它是需要的投资,当上道工序发生问题时,在制品库存可保证连续的生产 |
供货商 | 把供应商视为合作者,是协同工作的一部分。把供应看成本企业生产经营的扩展部分 | 认为自身与供应商是有矛盾的甲乙关系。一般都有多个供货来源,这是一同典型的在供货商之间的竞争过程中取利的做法 |
质 量 | 废品为零。如果质量不足100%的合格,则生产就处于困难状态 | 允许一些废品 |
作 用 | JIT强调发挥工人的积极性与小组协助,JIT民看板管理的”拉动”系统,不断促进作业人员降低在制品库存、缩短生产周期 | MRP强调系统中各部门、各加工中心的计划与协调,要按作业计划完成作业,不鼓励提前完工 |

