11.1定长裁纸机工作过程与控制要求描述
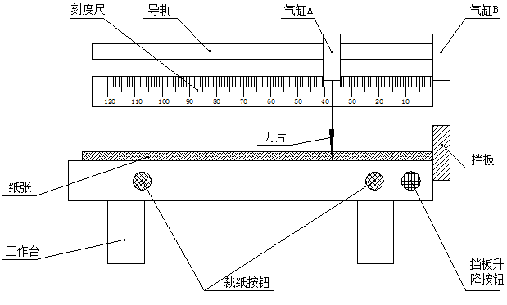
双作用气缸A通过在导轨上滑动,可以调节裁纸长度,其工作过程如下:
(1)首先打开气泵,双作用气缸A和B均处于缩回状态。
(2)操作人员松开气缸A上的调节螺丝使气缸A可以在导轨上滑动,定好所需的裁纸长度后,拧紧调节螺丝,使气缸A固定横向位置。
(3)按下挡板升降按钮,使气缸B伸出。
(4)放入纸张,使其前端顶住挡板。
(5)为了确保做操人员的安全,设置两个裁纸按钮,只有当操作人员双手同时按下两个裁纸按钮时,气缸A才会伸出,裁剪纸张。
(6)完成纸张裁剪后,气缸A自动缩回。
(7)等待气缸A缩回到位,气缸B缩回,方便操作人员将已裁好的纸张取出。
取出纸张后,操作人员再次按下挡板升降按钮,继续重复上述步骤3至步骤7。
11.2 设计过程描述
本项目也是采用两个双作用气缸,通过按钮控制主控阀换向,使整个机构的动作满足设计要求的。首先根据项目要求,绘制出程序框图。

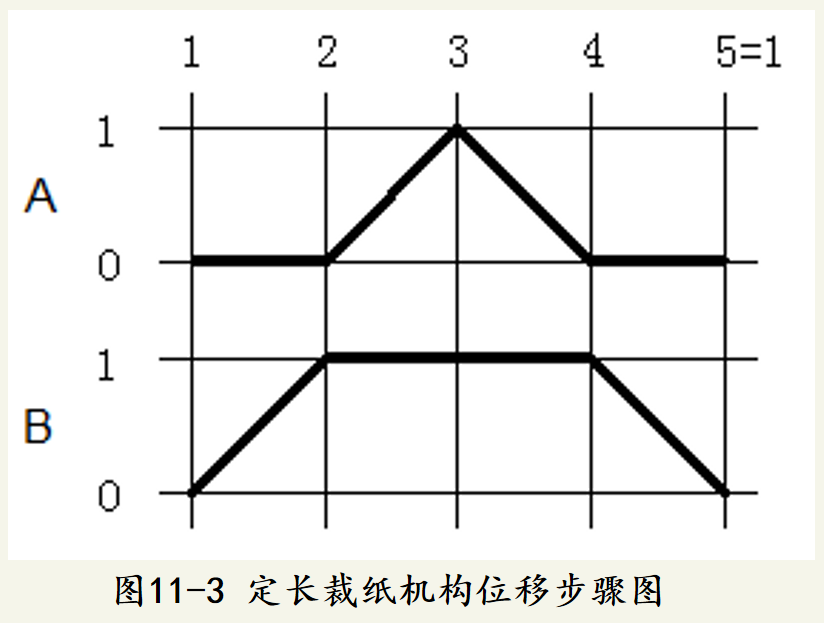
从程序框图中可以看出,本项目的气缸动作与项目10的纸箱抬升推出装置的气缸动作类似,只是A气缸在伸出完成后首先缩回了。按照顺序动作设计思路,根据项目描述,首先画出该项目所对应的位移步骤图如图11-3所示。
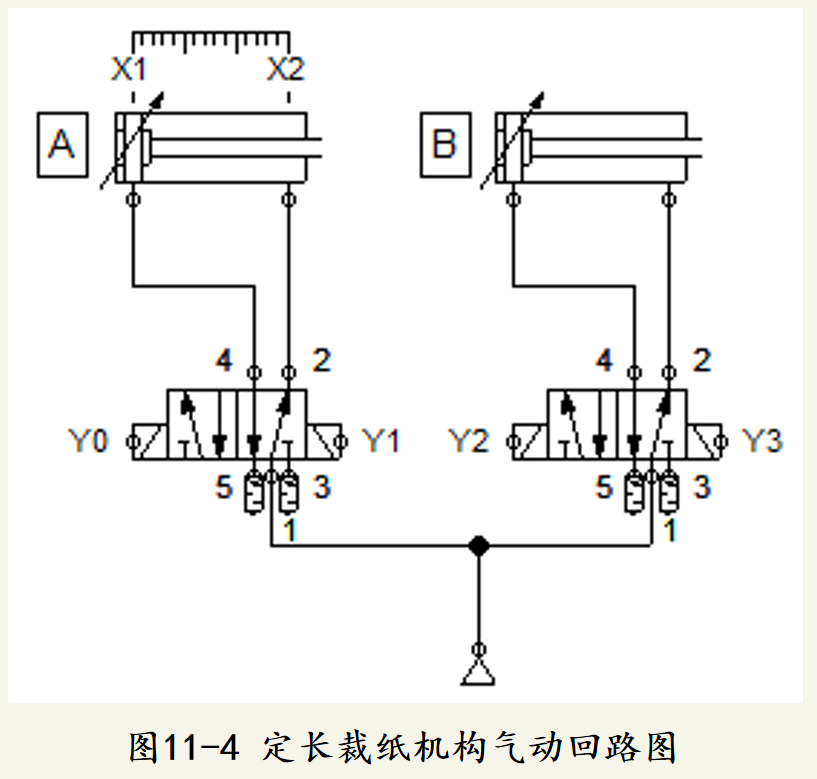
根据项目描述,画出气动回路图。根据项目描述,气缸B的伸出由挡板升级按钮控制,因此为挡板升降按钮分配一个输入地址X0。裁纸气缸A的伸出由两个裁纸按钮同时按下时伸出,即两个按钮的关系为“逻辑与”的关系,也就是说必须将两个按钮进行串联。在这里,可以将两个按钮在PLC外部串联后,采用同一个PLC输入地址的方法来实现,也可以分别给两个按钮分配不同的PLC输入地址,在梯形图中串联的方法来达到“逻辑与”的功能。这两种方式在实际的应用中都有体现,读者可以自行分析它们的工作特点。在这里,我们采用内部串联,即给两个按钮分别分配不同的输入地址X3、X4。
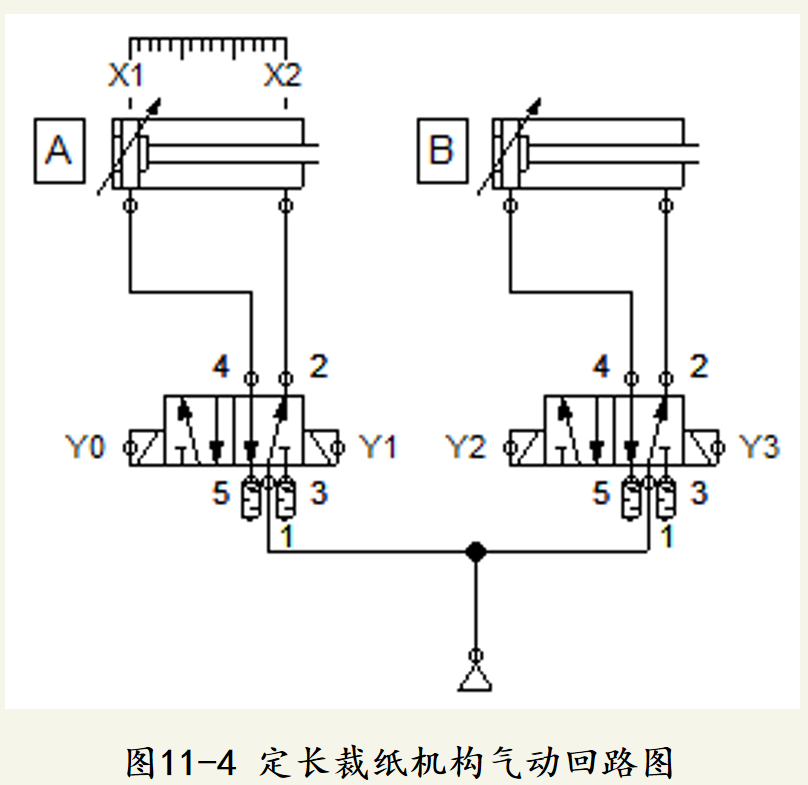
当X0按钮按下时,B气缸伸出,然后按下X3、X4按钮,A气缸伸出。从项目描述中可以看出,当A气缸伸出到位后,A气缸自动缩回。因此必须在A气缸完全伸出的位置安装位置传感器,这里采用磁性开关,并且分配给这个磁性开关一个输入地址X2。当X2闭合后,促使A气缸缩回,等待A气缸缩回到位,B气缸自动缩回。因此,在A气缸缩回到位的位置也必须安装磁性开关作为位置检测的原件,并分配输入地址X1。故本项目一共需要5个输入地址。由于A、B气缸都是采用双电控二位五通来进行控制,因此分别给每一个电磁铁分配输出地址,共需4个输出地址。
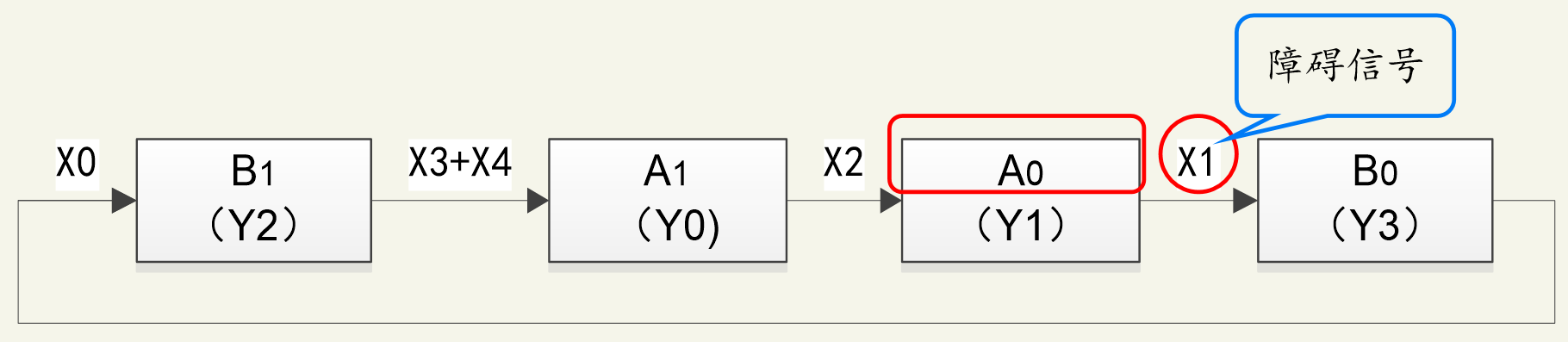
接下来将前面所画的程序框图改成PLC对应输入输出的程序框图如图11-5所示。

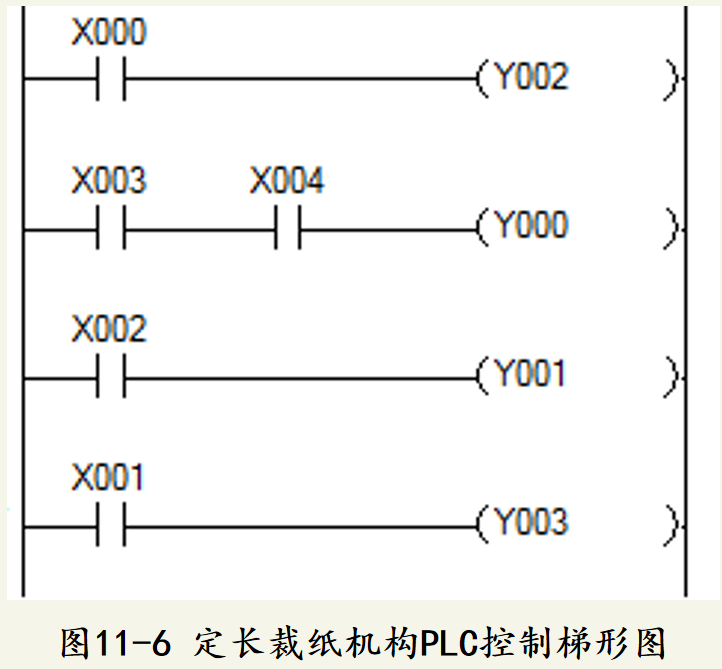
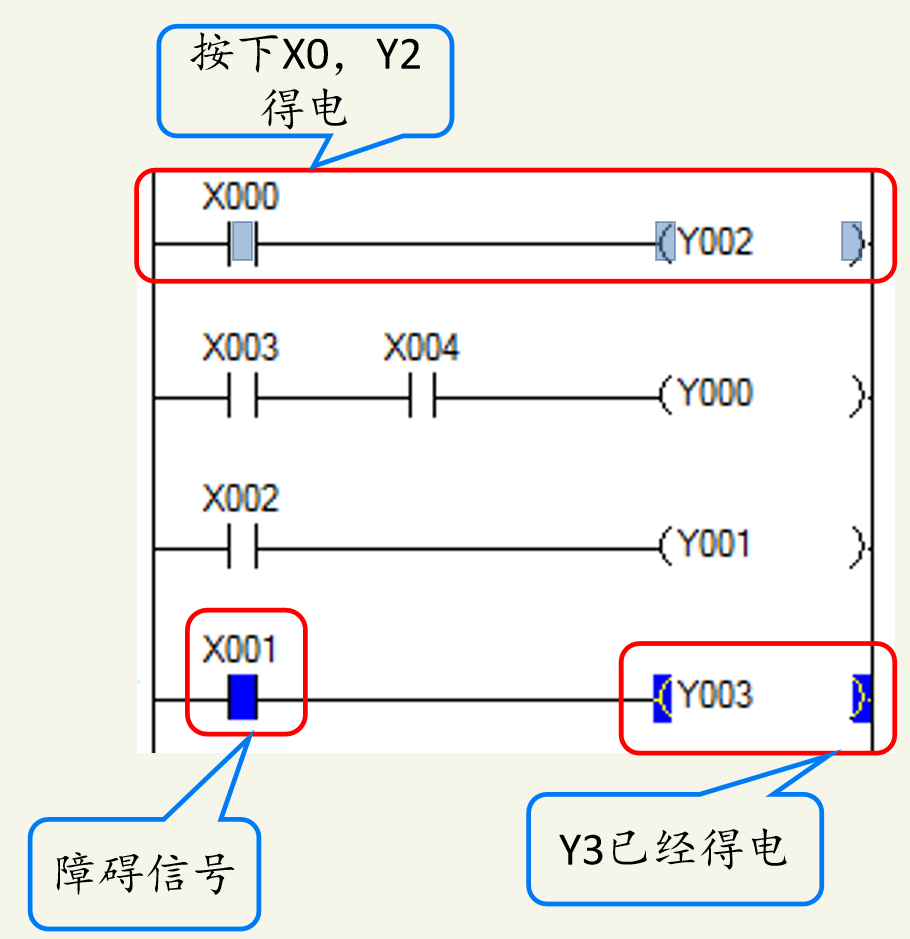
接下来编写PLC梯形图,根据项目11的设计思想,梯形图只需要对照图11-5按照顺序对应将输入输出写成一行即可完成,完成后的梯形图如图11-6所示。
连接好PLC外部电路,将程序写入PLC,并运行。然而当按下挡板升降按钮X0时,发现B气缸没有伸出。
11.2.1 气动回路中的障碍信号
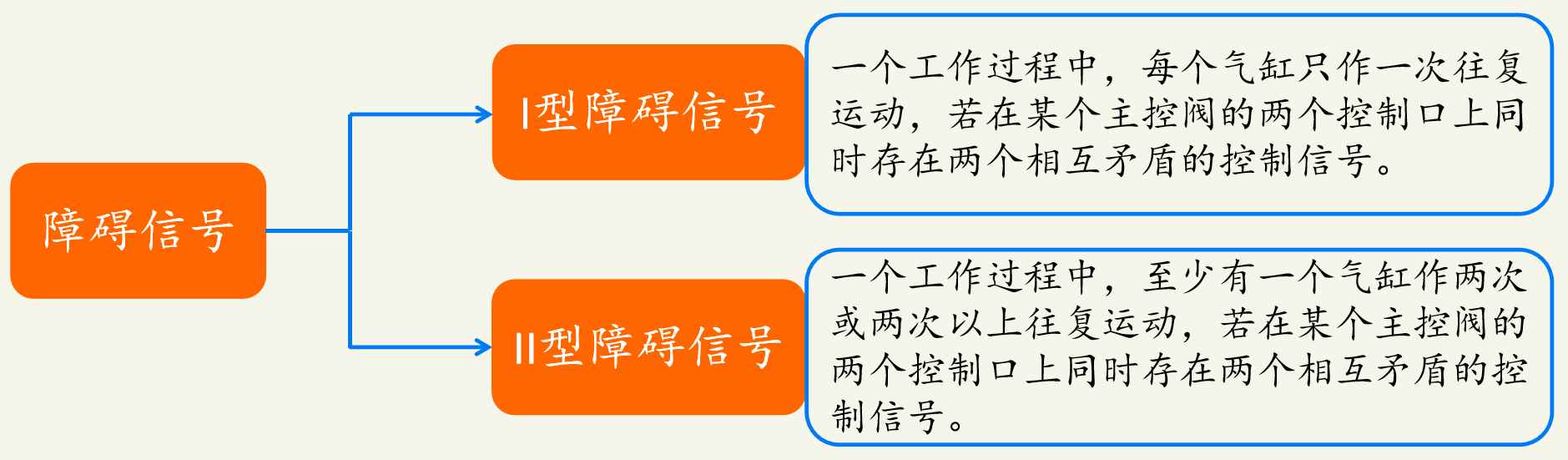
在大多数具有多个执行元件的行程程序控制回路中,各个控制信号间往往存在一定形式的互相干扰。这些造成干扰的信号称为障碍信号,它们会使执行元件动作无法正常完成。因此在回路设计时,首先应分析是否存在这种障碍信号,如有的话就要设法排除。
11.2.2 障碍信号的辨别
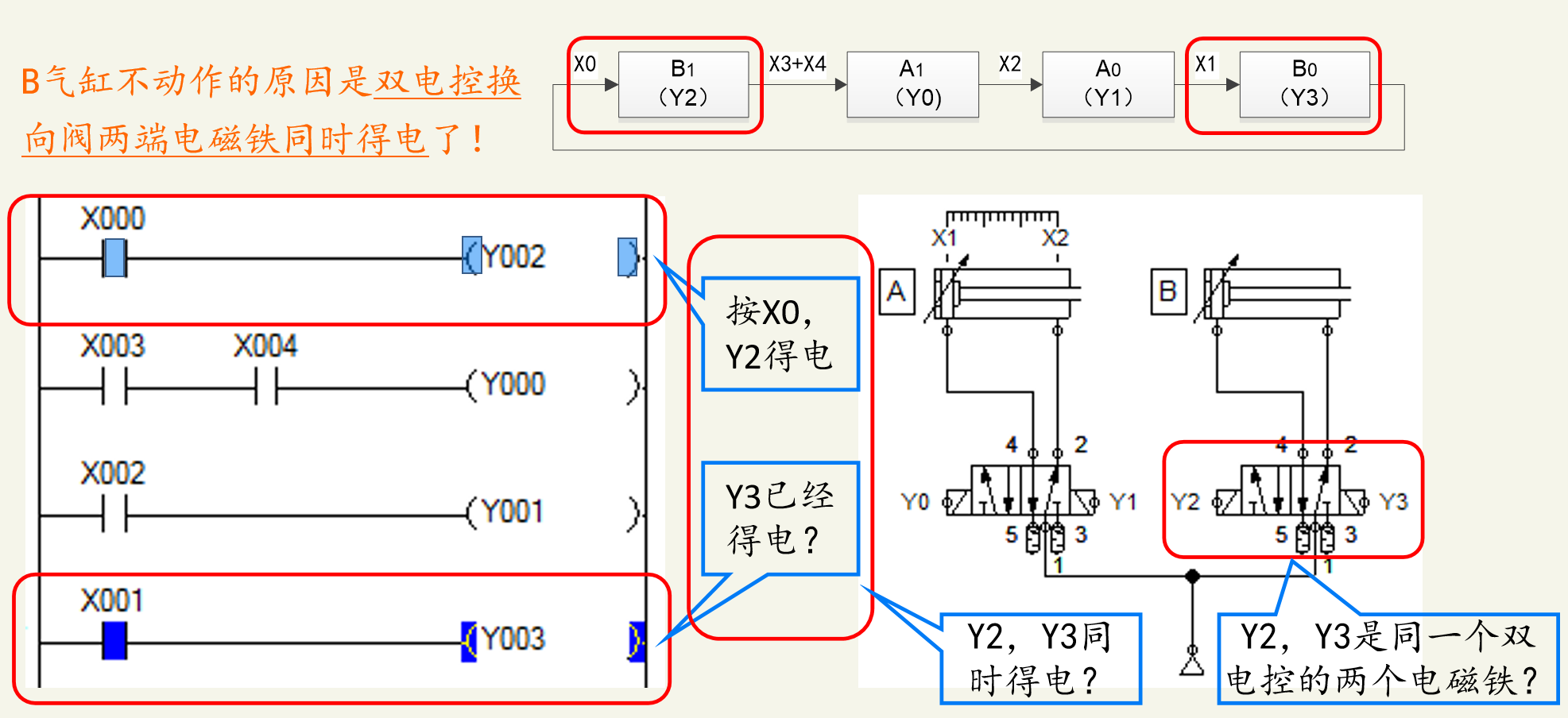
从定长裁纸机构的PLC梯形图中可以看出,当按下按钮X0时,对应的输出Y2得电,B气缸伸出;然而在Y2得电之前,控制换向阀相反动作的电磁铁输出Y3已经得电,之所以Y3得电,是由于控制Y3得电的输入信号X1已经接通。因此,在定长裁纸机构这个项目中,X1就是障碍信号。
在后续的项目中,辨别障碍信号的方式是:当控制同一个换向阀的两个相反动作的电磁铁都得电时,先得电的那个电磁铁所对应的输入信号即为障碍信号,同时应注意,障碍信号是“输入”信号,而非“输出”信号,有时候输入信号不一定是外部输入,也有可能是内部输入,但障碍信号一定是常开或者常闭触点而非线圈。
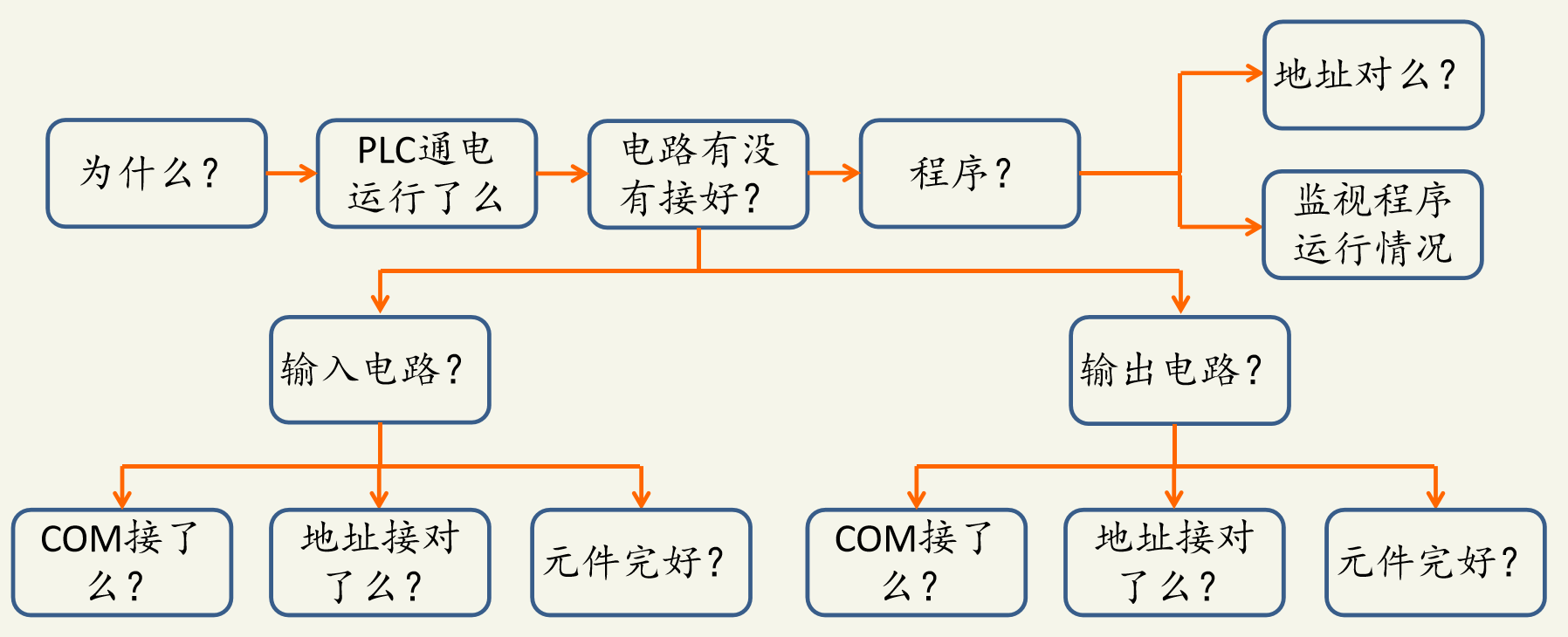
为了更加快速、清楚地辨别出障碍信号,一定要将PLC的“监视”功能打开,通过运行过程中,电磁铁得电的先后顺序来辨别哪个输入信号是障碍信号。准确地找出障碍信号,是排除障碍的先决条件。
11.2.3PLC中的上升沿和下降沿
从定长裁纸机构的梯形图中可以看出,导致B气缸无法伸出的原因是因为Y3在Y2之前先得电,并且使Y3得电的信号,即输入X1始终处于闭合状态,输入信号维持的时间太长,导致在控制相反动作的输入信号无法发挥正常作用。由于双电控换向阀具有“记忆”功能,即当换向阀完成换向后,即使对应的电磁铁已经失电,阀芯也不会自己移动,除非相反的电磁铁得电。为了解决这个问题,可以将输入信号变短,当完成阀芯换向动作后,输入信号就应该消失了,这样,当相反的输入信号出现时,就能使换向阀换向了。
1. 上升沿
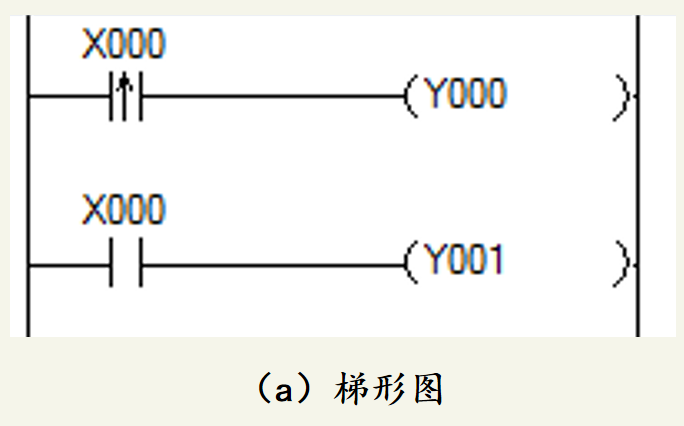
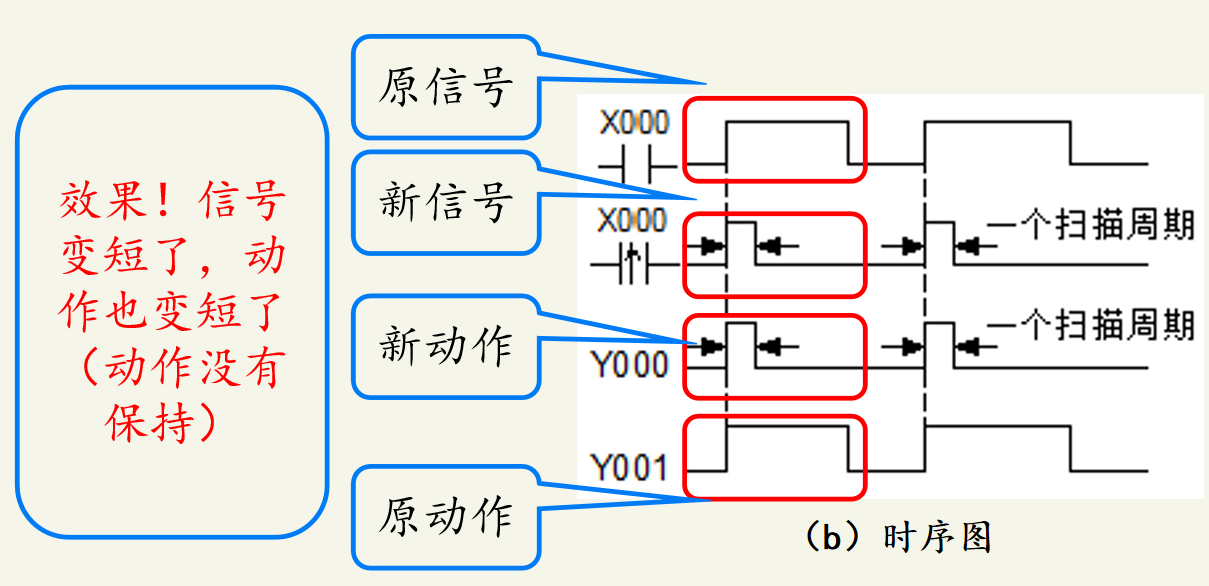
在数字电路中,数字电平从低电平(数字“0”)变为高电平(数字“1”)的那一瞬间(时刻)叫作上升沿。在PLC中,软元件从断开到接通的那一瞬间可以用上升沿“↑”表示,进行上升沿检出的触点指令,仅在指定软元件的上升沿(由断到通)时接通一个扫描周期。图11-9是某梯形图及其对应的时序图。
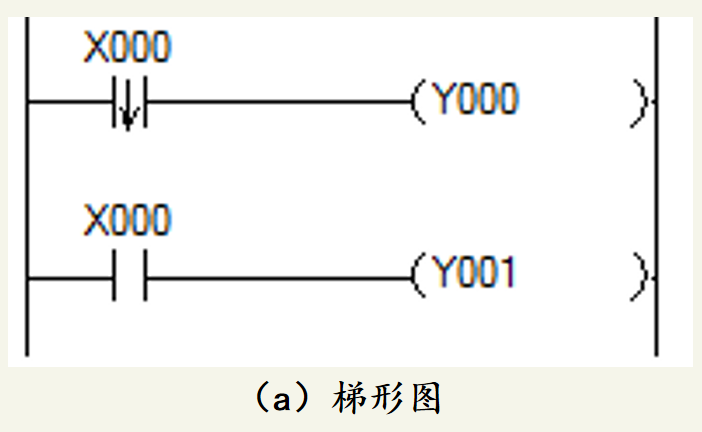
2. 下降沿
在数字电路中,数字电平从高电平(数字“1”)变为低电平(数字“0”)的那一瞬间(时刻)叫作下降沿。在PLC中,软元件从接通到断开的那一瞬间可以用下降沿“↓”表示,进行下降沿检出的触点指令,仅在指定软元件的下降沿(由通到断)时接通一个扫描周期。图11-10是某梯形图及其对应的时序图。
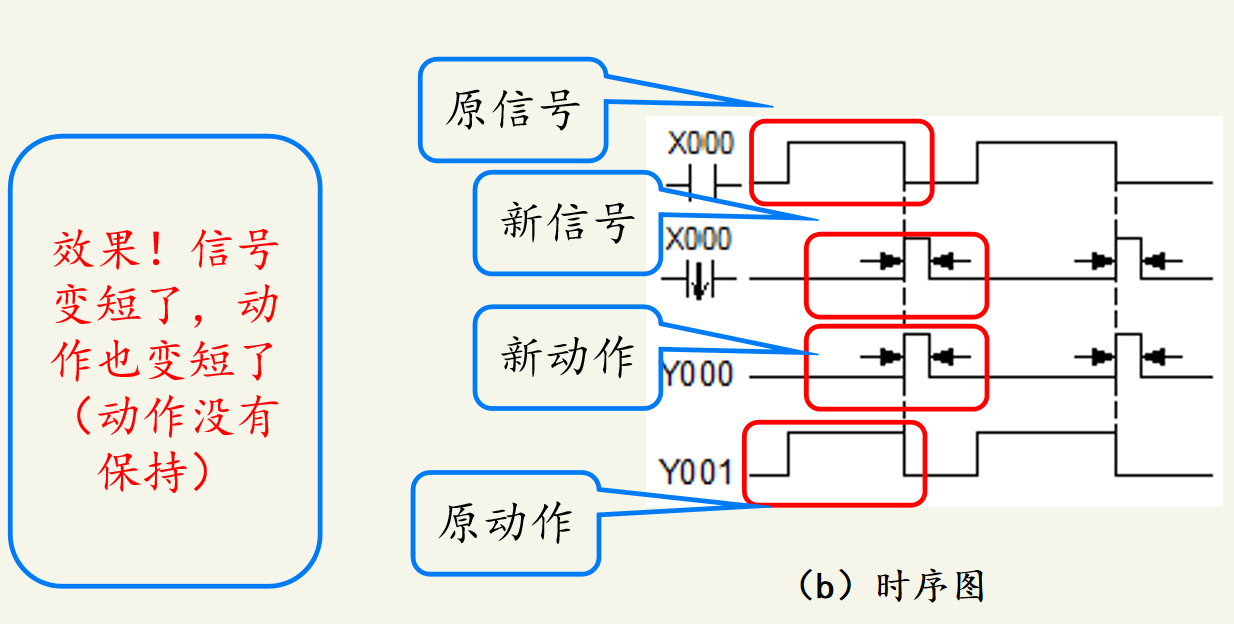
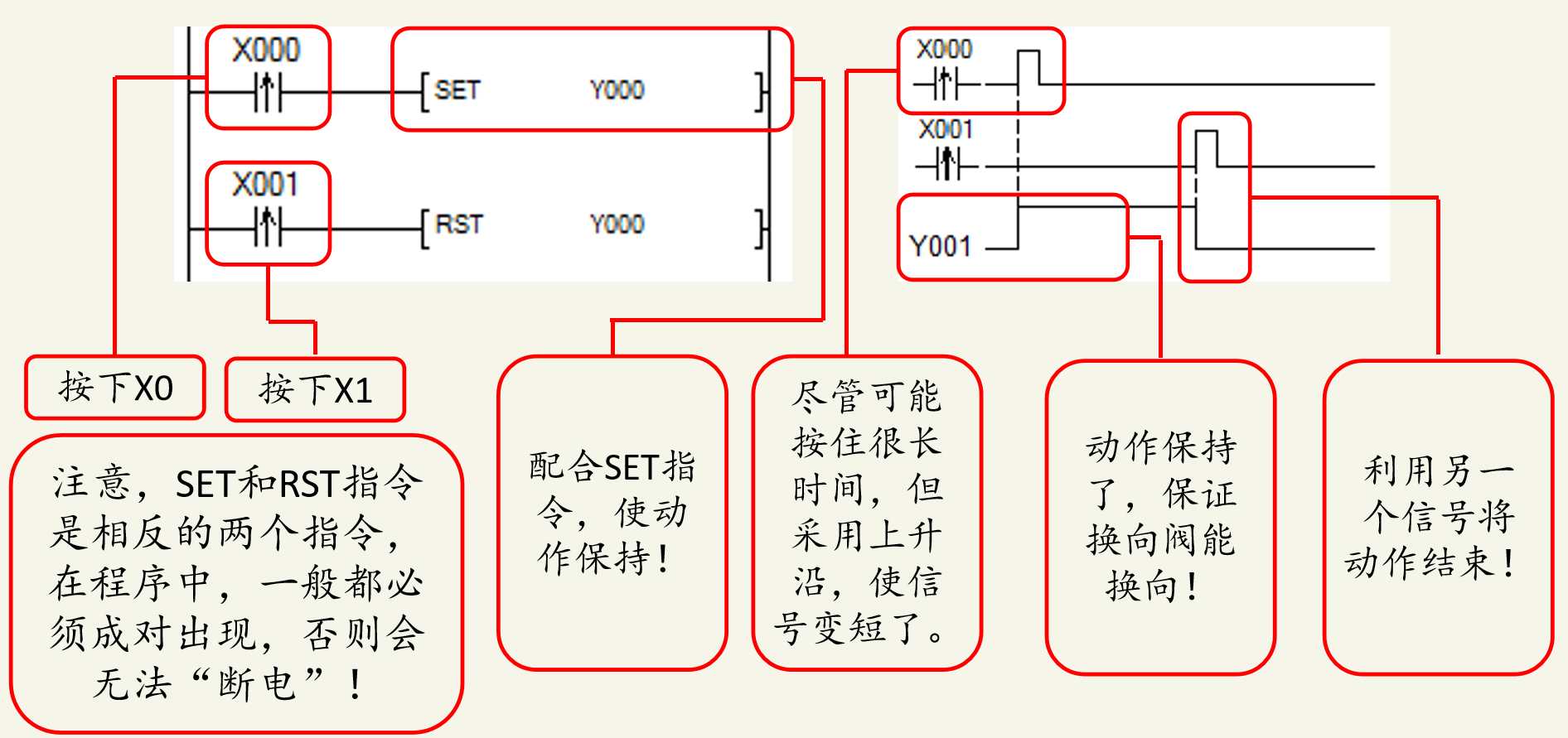
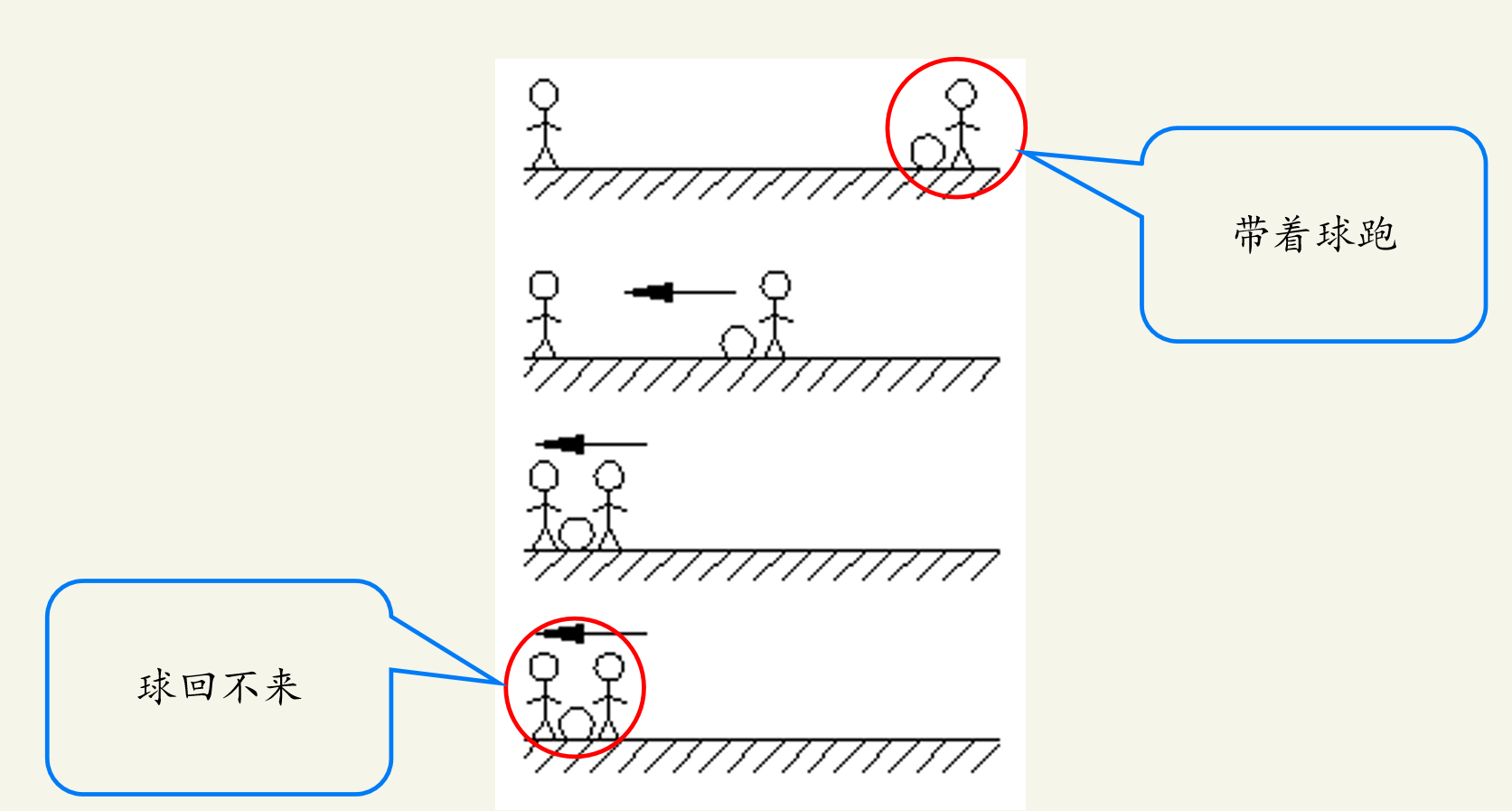
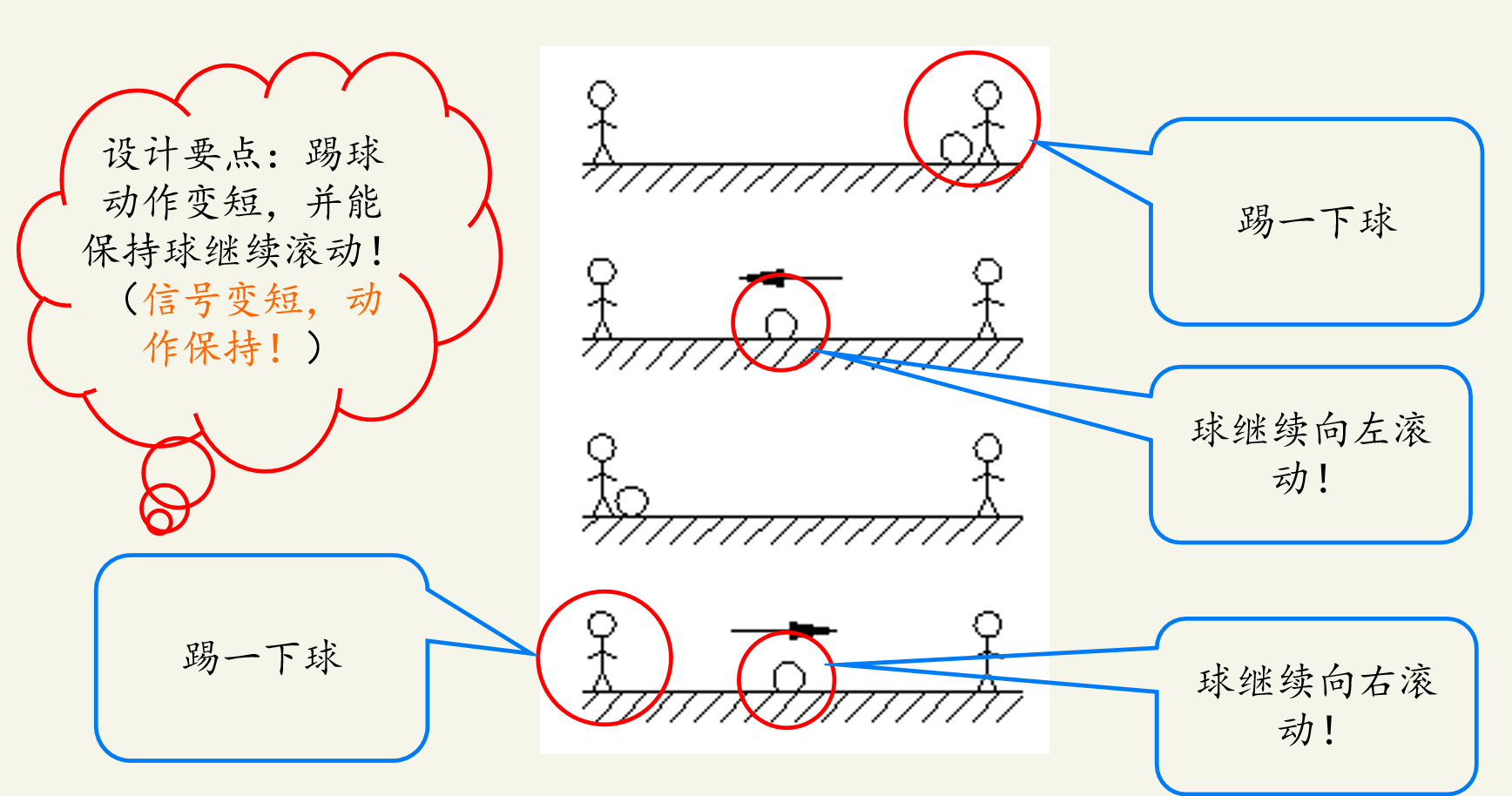
3. 利用上升沿/下降沿排除障碍上升沿或者下降沿的实质是将长信号变为脉冲,从而实现“踢球”而非“带球”的动作,然而不管是上升沿还是下降沿,都仅对指定软元件接通一个扫描周期。通常情况下,三菱FX2N系列PLC的扫描周期都只有几十毫秒,这是一个很短的时间,如果外接输出是电磁换向阀的电磁铁,换向阀还没有来得及换向信号已经消失了(动作来不及执行!)。
因此,可以利用上升沿或者下降沿配合SET、RST指令来完成动作的执行。
由于SET和RST具有保持功能,因此,当利用上升沿或者下降沿配合SET或者RST指令可以在输入信号已经消失的情况下,保持输出处于得电或者失电状态。