
火箭贮箱壳体自动焊接
火箭贮箱是一种用于贮存燃料的铝合金箱体结构,是火箭箭体的关键组成部分,其结构尺寸比较庞大,并且对形位尺寸和密闭性有着较高的要求。贮箱极高的使用要求,给作为贮箱制造主要工艺的焊接工艺提出了更高的技术要求。下面简要介绍一下艾美特关于火箭贮箱自动化焊接生产的解决方案。
一、火箭贮箱的焊接生产流程
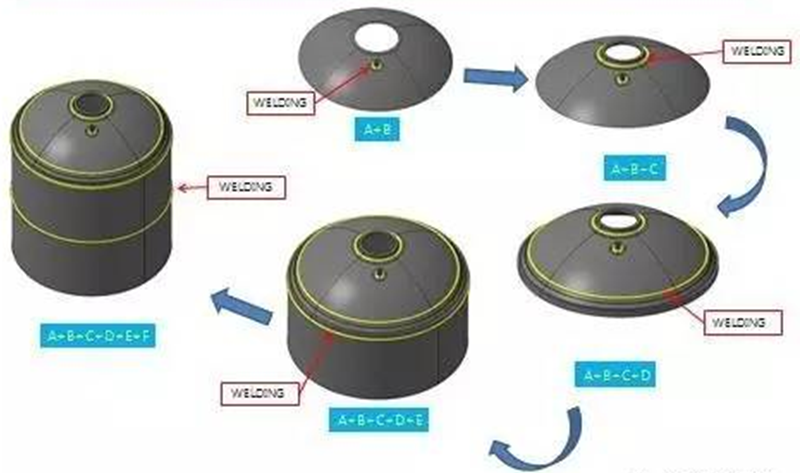
二、箱底的焊接
箱底的焊接部分包含箱底(锥底和椭球底)瓜瓣纵缝和环缝的自动焊接解决方案。
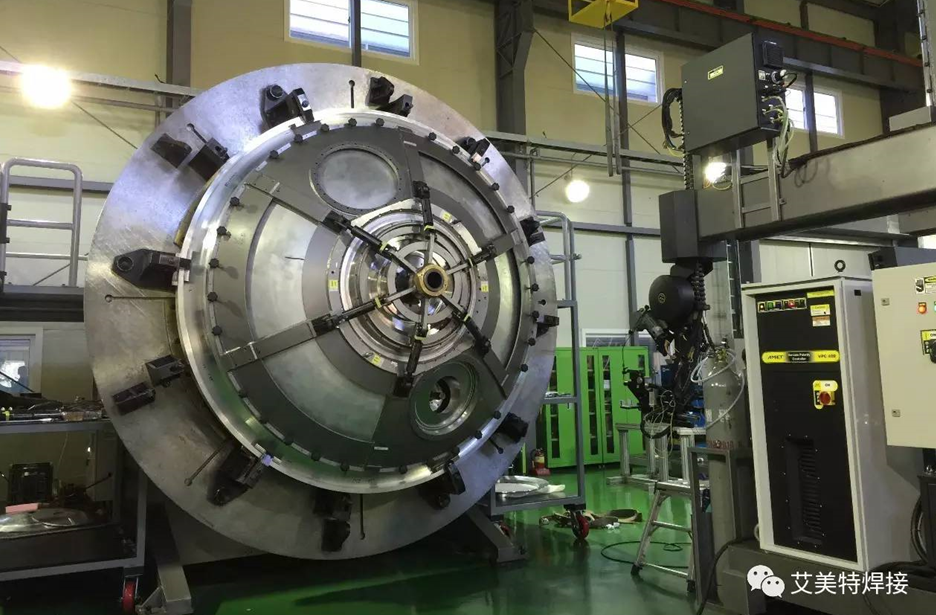
1)瓜瓣纵缝自动焊接解决方案
箱底按形状分有半球底、半椭球底、锥底、三心底等,不同的箱底在结构上有较大差异,不同结构的箱底在焊接时需要配置不同的专用模胎工装。针对瓜瓣纵缝,其焊接工艺需采用变极性TIG,焊接设备配置包括3轴联动CNC系统(焊接操作机横梁升降、伸缩与变位机翻转三轴联动),精密焊接操作机、精密焊接变位机、专用模胎工装及装卡系统、变极性焊接电源及焊接控制系统、预热缓冷系统等。下图照片为艾美特为某厂提供的瓜瓣纵缝的自动焊接单元。

2)箱底环缝自动焊接解决方案
不同结构的箱底,环缝焊接需要配置与其结构对应的焊接模胎工装,而且环缝工装需要兼顾铣削和焊接双功能。下图是艾美特为某企业提供的箱底环缝焊接工作站,主要配置有铣削系统、变位机系统、模胎工装及夹持系统、焊接操作机、变极性TIG焊接及控制系统。

3)箱底法兰自动焊接解决方案
箱底上有中心法兰和侧法兰,这两类法兰焊接的工艺均采用变极性TIG,设备配置上需要精密焊接变位机、焊接操作机、旋转焊接机头、变极性TIG焊接及控制系统,根据箱底结构配专用焊接模胎。焊接变位机主要功能是调整箱底姿态,将待焊法兰调整到水平位置,然后通过操作机将旋转焊接机头定位准确,通过旋转焊接机头执行焊接动作。
三、壳段纵缝焊接解决方案
壳段纵缝焊接从工艺角度,目前艾美特为不同用户实际提供了两种工艺,一种是变极性等离子工艺,另外一种是变极性TIG工艺,从实际工程应用结果来看,两种工艺均能满足生产质量要求。变极性等离子焊接要求配备立式纵缝焊接机床和内撑工装系统,变极性TIG焊接需要配卧式纵缝焊接机床和内撑工装系统。


四、壳段环缝焊接解决方案
艾美特为不同用户实际提供了变极性等离子和变极性TIG工艺进行壳段环缝的焊接,从实际使用效果来看,两种工艺均能满足使用要求。
关于壳段的纵和环缝焊接国内也在积极进行搅拌摩擦焊的应用探索,在搅拌摩擦焊方向艾美特也进行积极的研发。


