第四节 自动装配机械
一、自动装配机的基本型式及特点
▲自动装配机的类型——可分为单工位和多工位两大类。
1.单工位装配机
——单工位装配机是指所有装配操作都可以在一个位置上完成,适用于两到三个零部件的装配,也容易适应零件产量的变化。
——单工位装配机要与随行夹具配合使用。
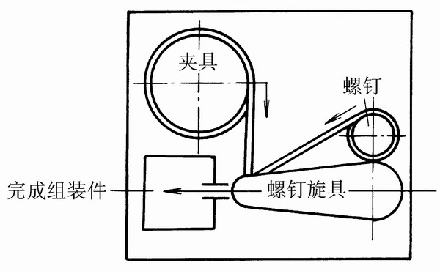
7-3 单工位装配机布置
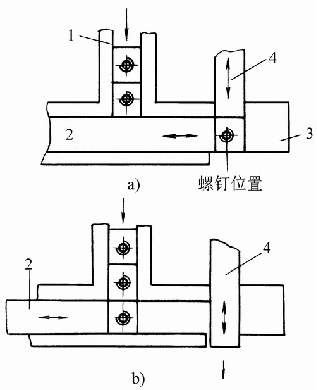
图7-4 单工位装配机的设计布置和操作顺序
a) 装配位置 b) 出料
1-出料轨道 2-滑板 3-停止点 4-起出器
2.多工位装配机
▲适用于对有3个以上零部件的产品进行装配
▲型式——可选用回转型、直进型或环行型布置形式。
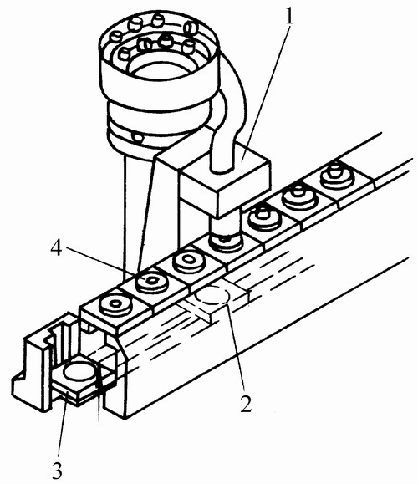
图7-5 夹具升降台返回的直进型装配机
1-工作头 2-返回空夹具 3-夹具返回起始位置 4-装配基础件
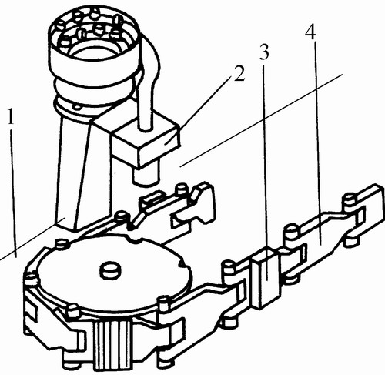
图7-6 夹具水平返回的直进型装配机
1-工作头安装台面 2-工作头 3-夹具安装板 4-链板
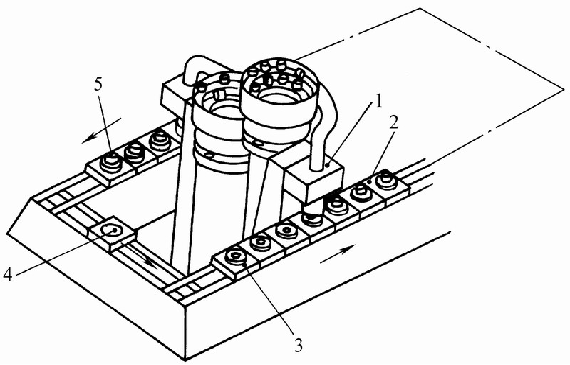
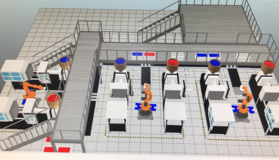
图7-7 矩形平面轨道环行型自动装配机
1—工作头 2—随行夹具 3—基础件 4—空夹具返回 5—装配成品
多工位装配机
二、工位间传送方式
装配基础件在工位间的传送方式有连续传送和间歇传送两类
连续传送:装配基础件连续传送,工位上的装配工作头也随之同步移动,对于直线型,则作往复移动;对于回转型,则作往复回转。
同步传送:装配基础件按节拍时间进行传送,装配对象停在工位上的进行装配,完成后传送至下一工位;分为同步传送和非同步传送。
非同步传送:允许各工位速度可以波动,不同节拍的工序组织在一条装配线中,且个别工位出现短时间可修复故障时不会影响全线,适用于操作比较复杂而又包括手工工位的装配线。
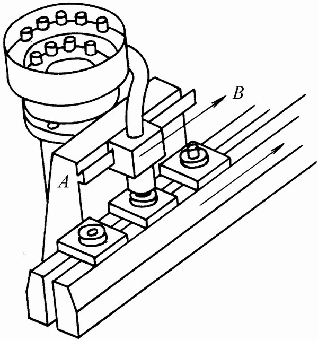
图7-8 带往复式装配工作头的连续传送装配方式
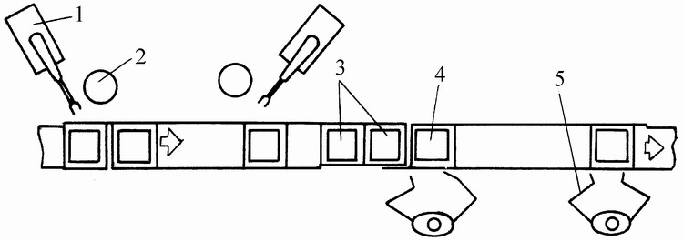
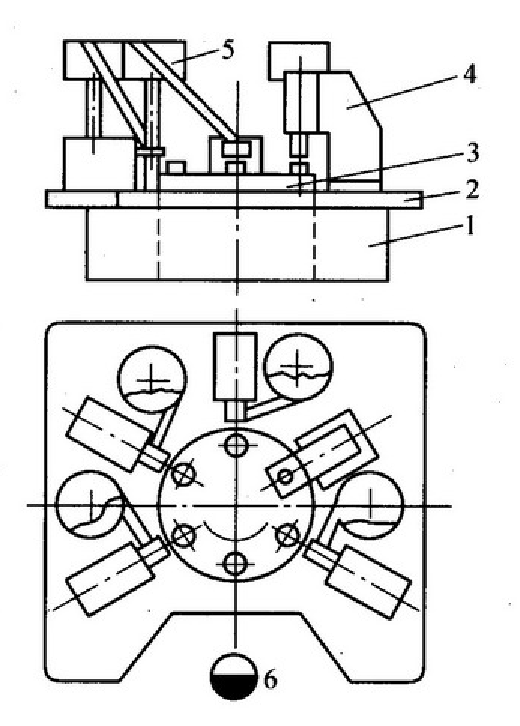
图7-9 非同步传送装置
1-机械手 2-料斗 3-缓冲贮存 4-随行夹具 5-操作者
三、传送装置的结构型式
▲传送装置结构上主要有水平型和垂直型两类。
具体选型取决于:
生产纲领
装配基础件(产品,部件)的尺寸和重量
装配精度
定位精度
装配工作头对装配对象的工作方向
操作用力和驱动要求
工艺布置
——水平型有回转式(包括转台式、中央立柱式、立轴式)、直进式和环行式三种布置方式。
——垂直型有回转式、直进式两种布置方式。

