第三节 自动装配原理
一、装配的基本型式与特点
1.单工位装配
2.固定工位顺序装配
3.固定工位流水装配
4.装配车间
5.巢式装配
6.移动的顺序装配
7.移动的流水装配
装配设备的分类
1.装配工位:是装备设备的最小单位,用于完成一个装配操作而设计的。
2.装配间:一个独立的柔性自动化装配工位,带有自己的搬送系统,零件准备系统和监控系统作为物流环节和控制环节。
3.装配中心:装配间和外部的备料库、辅助设备以及装配工具结合在一起。
4.装配系统:各种装配设备连接在一起的总称。包括物流和信息流。
二、装配件的传送与定位
1.装配件的传送
▲传送途径
--装配工位之间
--装配工位与料仓和中转站之间
▲传送对象
--工件托盘
--基础件
--其他零件
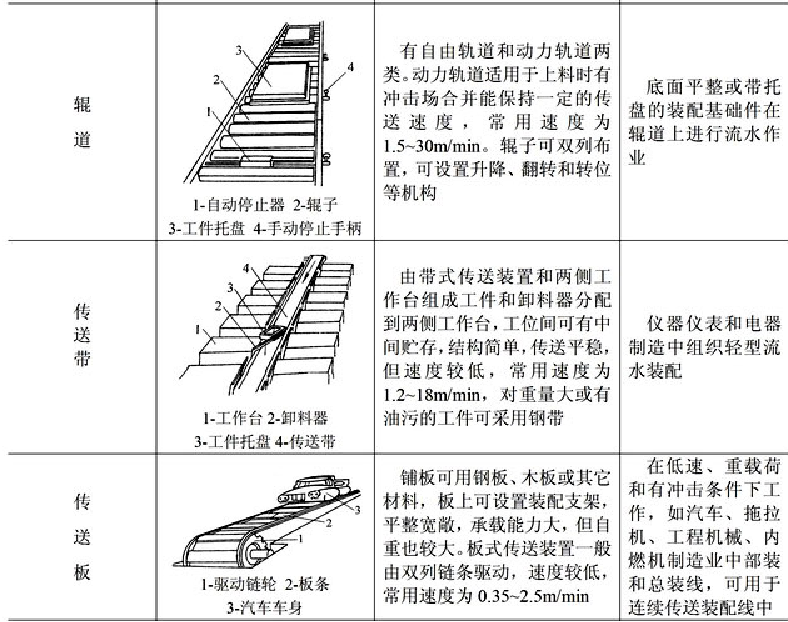
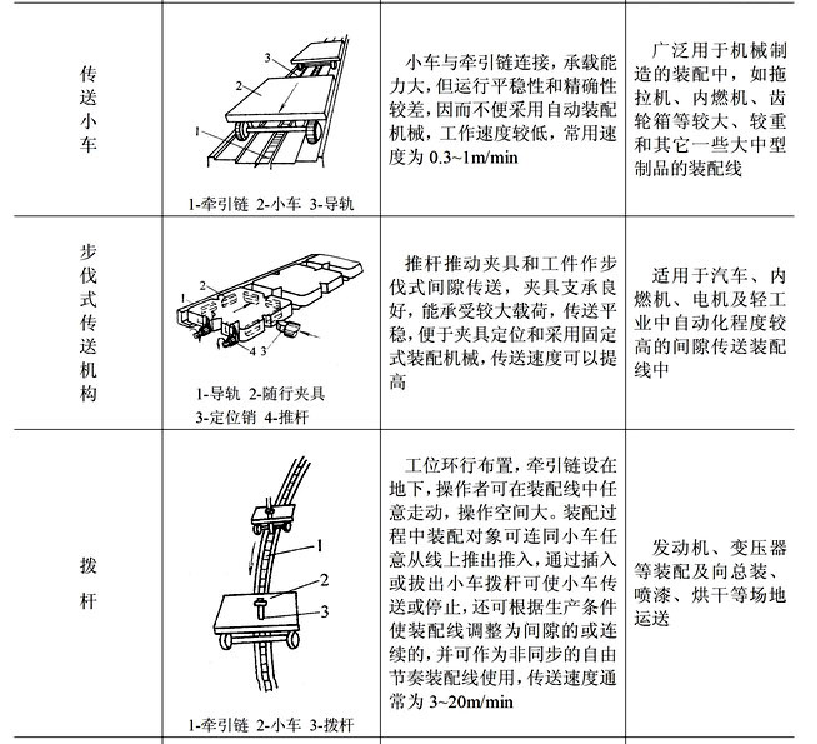
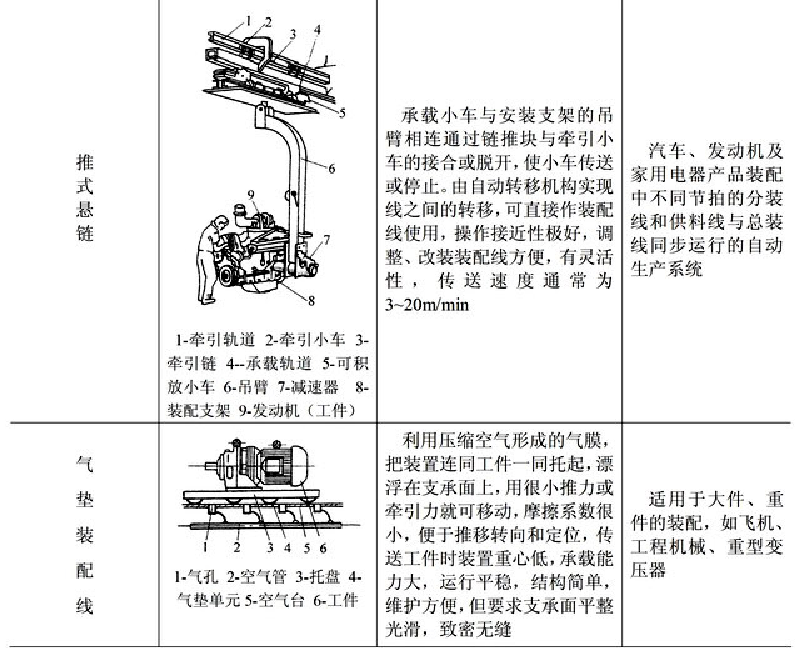
▲常用传送设备(机构)类型及其特点(表7-3)
常用传送设备(机构)类型及其特点
2.装配件的定位
▲定位的功能——通过定位来保证配合件的精确位置,使装配工作顺利完成。
▲常用定位机构
生产中的定位机构常用楔形销、楔形滑块、杠杆等作为定位元件。
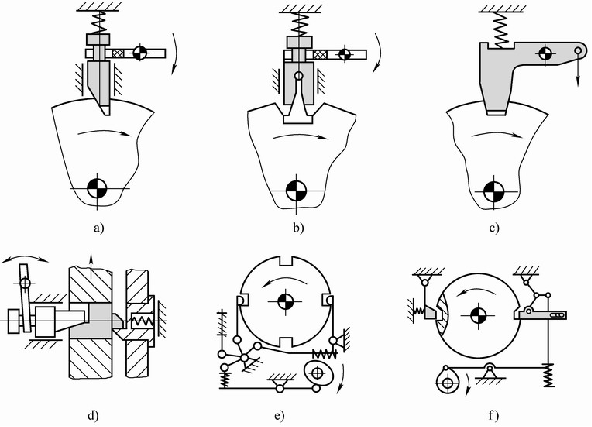
图7-1 常用定位机构
a) 楔形销定位 b) 楔形滑块定位 c) 楔形杠杆定位
d) 楔形销加反靠定位 e) 杠杆定位、凸轮控制
f) 杠杆加反靠定位
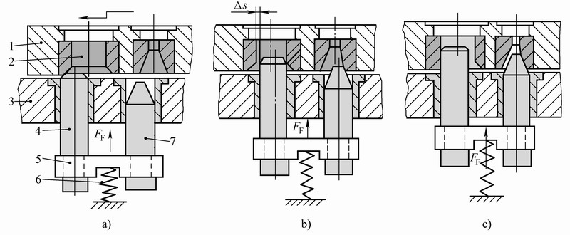
图7-2 定位销的定位过程
a) 圆柱销开始伸出作预定位 b) 锥销伸出 c)定位结束,两销在相反方向与定位套贴紧
1-工作台 2-定位套 3-支架 4- 预定位销 5-联结板 6-弹簧 7-锥销
三、装入和联接
▲装入和螺纹联接是自动装配中常用的重要工序。
▲常用装入方式有重力装入、机械推入、机动夹入三种。
——重力装入一般不需要控制装入位置的机构,不需外加动力,常用机械挡块、定位杆调节支架等进行定位;
——机械推入用曲柄连杆、凸轮和气缸、液压缸直接联接的往复运动机构等控制装入位置,需外加动力装入;
——机动夹入用机械式、真空式、电磁式等夹持机构的机械手将零件装入。
▲螺纹联接自动化包括螺母、螺钉等的自动传送、对准、拧入和拧紧。
四、装配中的自动检测与控制
▲为什么在大部分装配工位后要设置自动检测工位?
为使装配工作正常进行并保证装配质量,在大部分装配工位后一般均宜设置自动检测工位,将检测结果转换为信号输出,经放大或直接驱动控制装置,使必要的装配动作能够联锁保护,保证装配过程安全可靠。
▲自动检测项目与所装配的产品或部件的结构和主要技术要求有关,一般可分为十类。
▲装配中的控制要求

