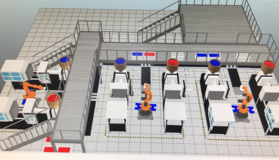
第七章 装配自动化
第一节 基本概况
一、装配自动化的现状与发展
▲ 装配自动化的目的——提高生产效率、降低成本,保证机械产品的装配质量和稳定性,并力求避免装配过程中受到人为因素的影响而造成质量缺陷,减轻或取代特殊条件下的人工装配劳动,降低劳动强度,保证操作安全。
▲ 三个发展阶段
——采用传统的机械开环控制单元的装配自动化技术
——利用半柔性控制方法构建自动装配系统的装配自动化技术
——具有柔性控制能力的装配自动化技术
▲ 发展趋势
——与近代基础技术互相结合、渗透,提高自动装配装置的性能。
——进一步提高装配的柔性,大力发展柔性装配系统(FAS)。
二、装配作业基本概念
零件:组成机器的最小单元,一般不能再进行结构上的分解。
套件:在一个基准零件,装上一个或若干个零件,成为最小装配单元。——套装
组件:由一个或若干个套件或零件装配而成。但仍不具有独立功能。 ——组装
部件:由若干个组件、套件和零件由一个或若干个套件或零件装配而成。但仍不具有独立功能。 ——部装
在一个基准零件上,装上若干个部件、组件、套件和零件就成为机器。——总装
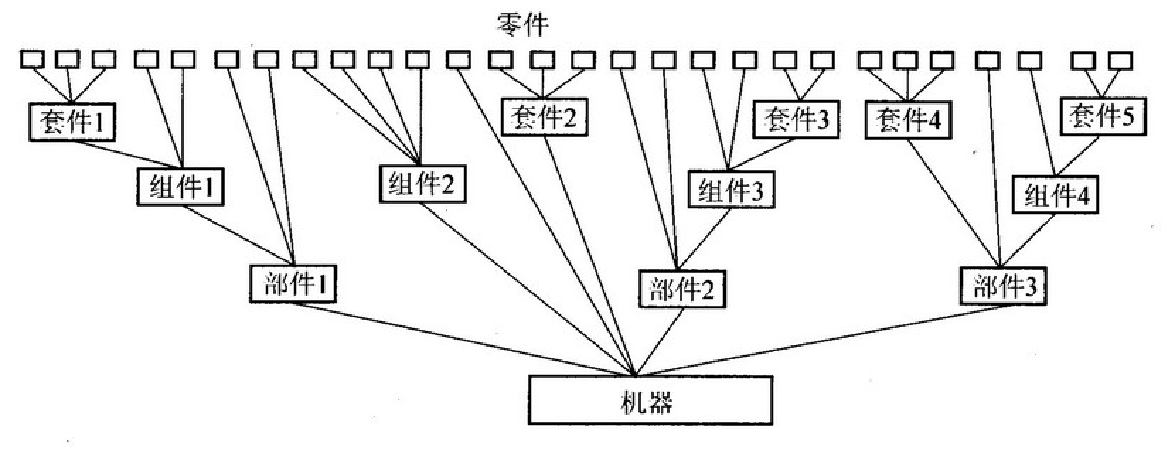
机器装配系统图
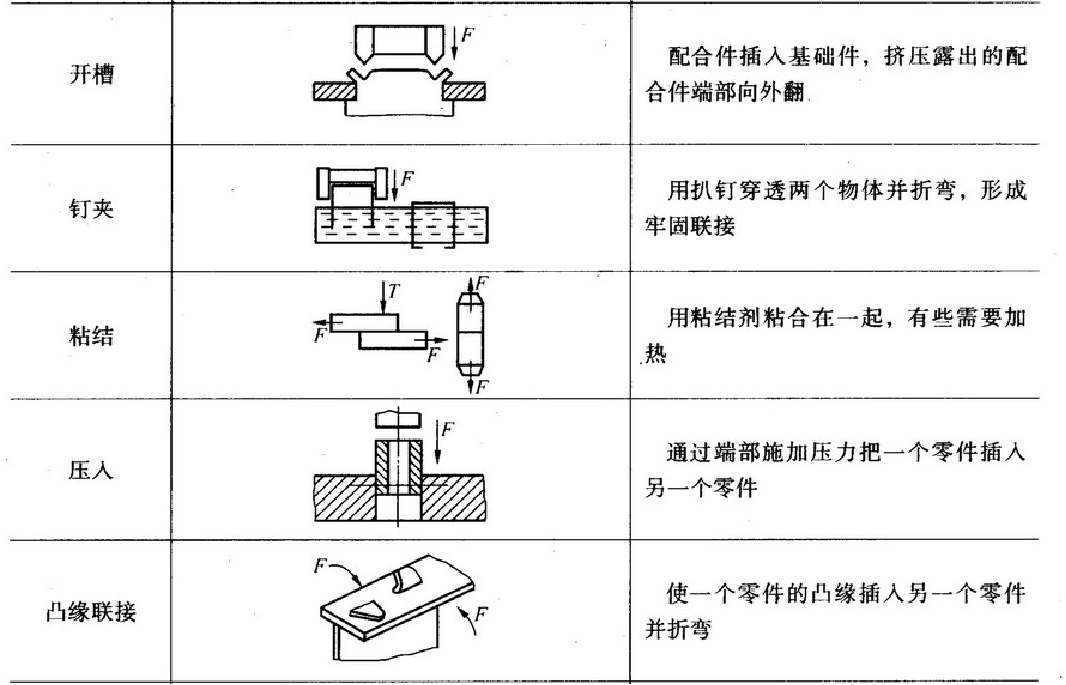
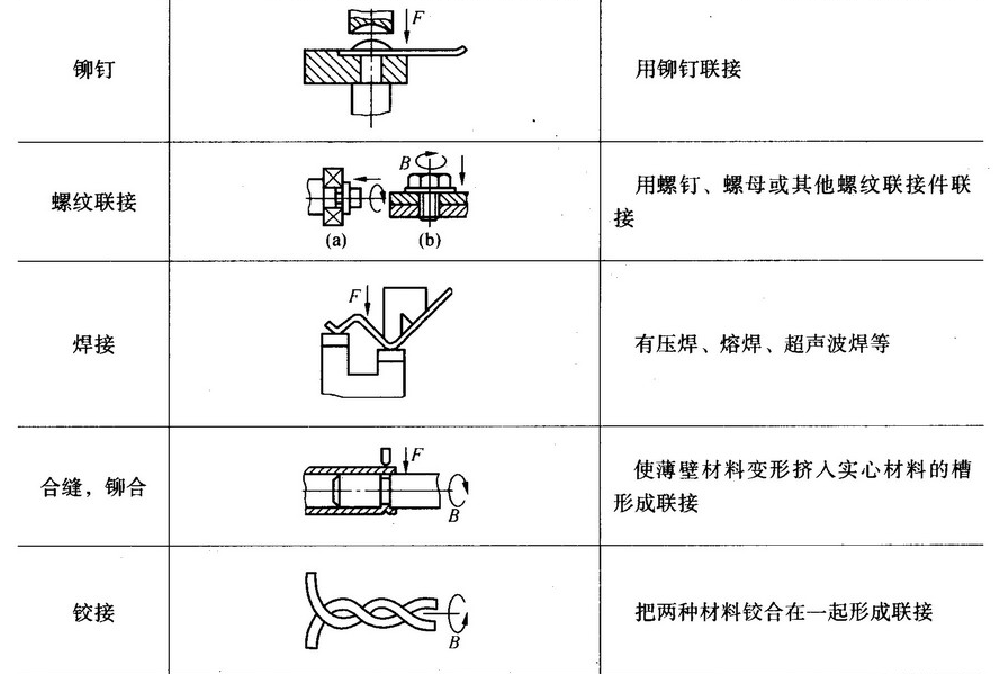
机器装配连接方法
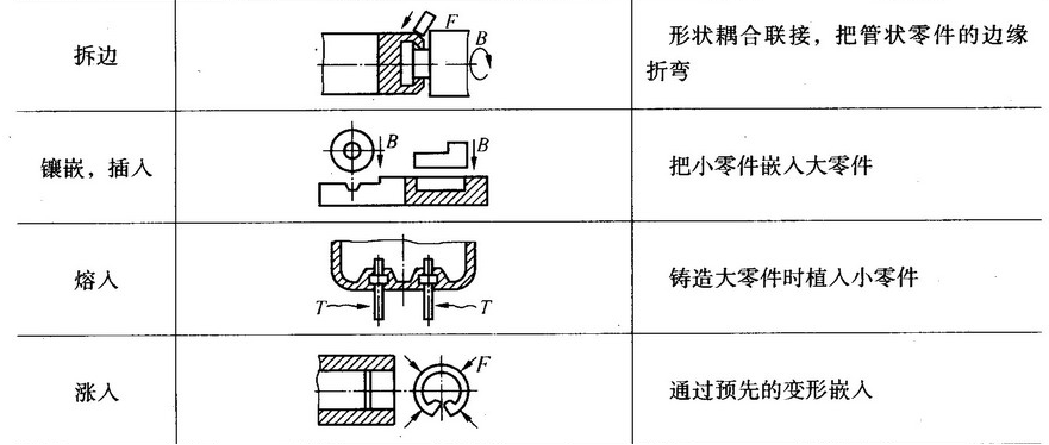
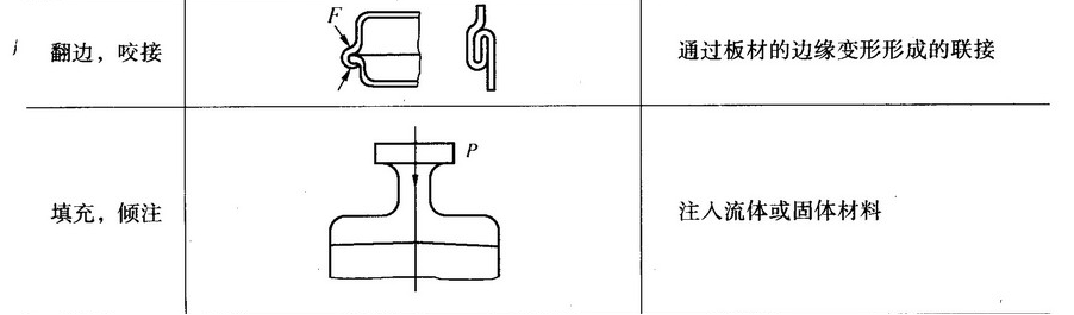
机器装配连接方法
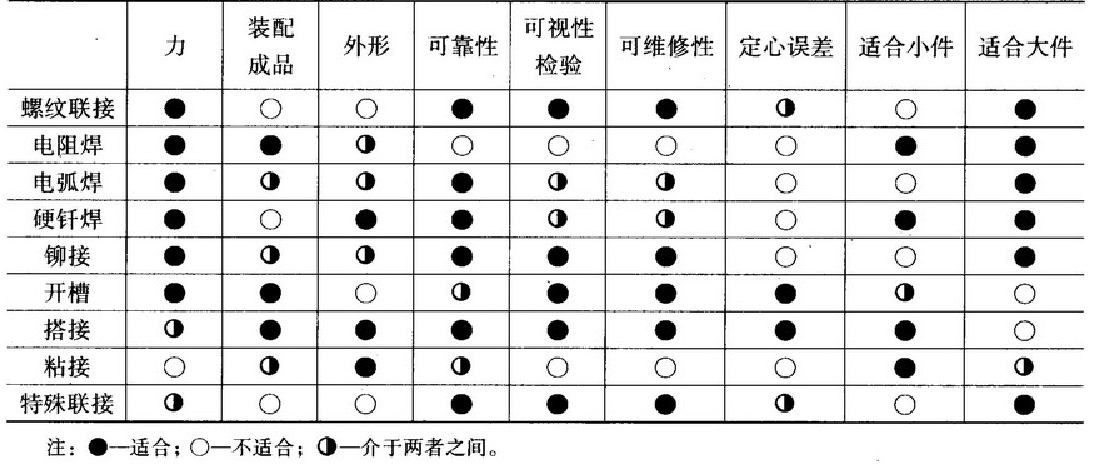
各种联接方法的经济特性
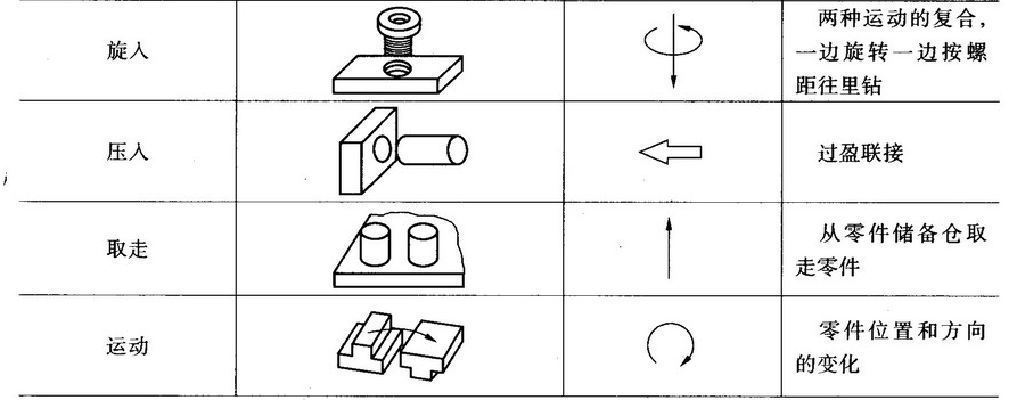
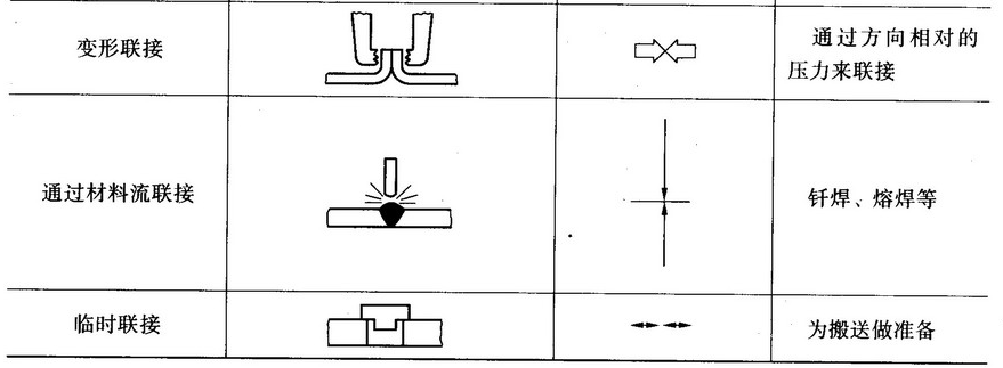
典型的联接动作要求(1)
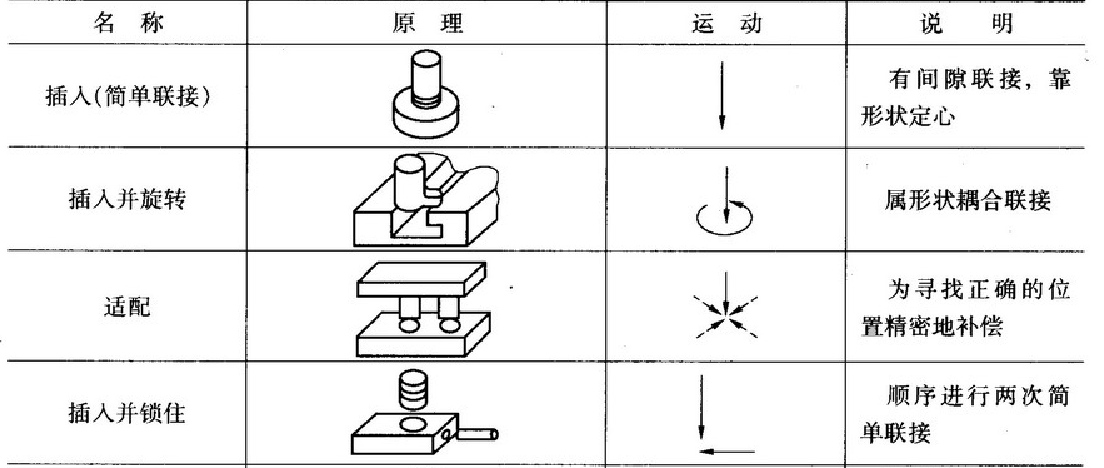
典型的联接动作要求(2)
三、装配自动化的基本要求
▲生产纲领稳定,且年产量大、批量大,零部件的标准化、通用化程度较高
▲产品具有较好的自动装配工艺性
▲实现装配自动化以后,经济上合理,生产成本降低
▲装配自动化的内容
——自动给料
包括装配件的上料、定向、隔料、传送和卸料的自动化。
——自动传送
包括装配零件由给料口传送至装配工位,以及装配工位与装配工位之间的自动传送。
——自动装配
包括自动清洗、自动平衡、自动装入、自动过盈联接、自动螺纹联接、自动粘结和焊接、自动检测和控制、自动试验等。
四、实现装配自动化的途径
▲借助先进技术,改进产品设计
——一是尽量减少产品中单个零件的数量;
——二是改善产品零件的结构工艺性。
▲研究和开发新的装配工艺和方法
——研究利用机器人、刚性的自动化装配设备与人工结合等方法,而不能盲目追求全盘自动化,这样有利于得到最佳经济效益。
▲尽快实现自动装配设备与FAS的国产化
——加大开发自动装配技术的力度,在引进外来技术的基础上实现自动装配设备的国产化,逐步形成系列型谱以及模块化和通用化。

