第五节 相关的检测技术
一、无损探伤检测技术
▲什么是无损探伤检测?
就是在不破坏或损伤原材料和工件等受检对象的前提下,测定和评价物质内部或外表的物理和力学性能
▲应用形式
——一是在生产过程质量控制中的无损检测,即应用于产品的质量管理。
——二是用于成品的质量控制,即用于出厂前的成品检验和用户验收检验。
——三是在产品使用过程中的检测,即维护检验。
▲常见的几种探伤检测手段
1. 磁粉探伤检测
▲ 磁粉探伤检测是通过铁磁性材料的磁性变化来探测铁磁性材料工件表面和近表面是否有缺陷的一种无损检测方法。
▲ 特点——设备简单、操作方便、检验速度快、观察缺陷直观和有较高的检测灵敏度。
▲ 适用场合——适用于检测铁磁性材料及其合金,主要是铁、钴、镍及其合金。见表6-3。
▲ 检测设备类型——固定式、移动式和手提式三种类型。
▲ 检测原理——基于通电导体周围产生磁场时的电磁感应现象在检测中的应用。
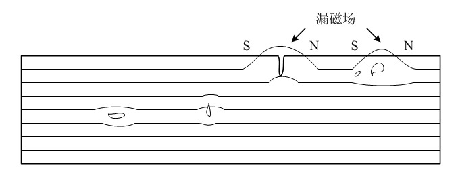
图 6-20 磁粉探伤原理
▲磁粉探伤的优点
——显示直观,磁痕一般比裂纹尺寸大,易于观察;
——探测灵敏度高,最小缺陷宽度可达0.1微米;
——适应性好,对于几何形状复杂的工件,可以采用不同的磁化方法,对工件进行有效的全面检查;
——设备简单,成本低,操作方便,效率高。
▲磁粉探伤的缺点
——只限于铁磁性材料的检查,主要包括碳钢、高强度合金钢、电工钢;
——只能够检查工件的表面及近表面缺陷;
——不能定量测出缺陷的深度;
——必须用人眼来观察,易造成操作人员的疲劳。
2. 超声波探伤检测
▲超声波的特性
——超声波在介质中传播时,遇到界面会发生反射;
——超声波指向性好,频率愈高,指向性愈好;
——超声波传播能量大,对各种材料的穿透力强。
▲ 探伤检测特性
——对裂纹、夹层、折叠、未焊透等类型的缺陷具有很高的检测能力。
——可探测厚度较大的材料,且具有检测速度快、费用低并能对缺陷进行定位和定量,对人体无害及对危害较大的平面缺陷的探测灵敏度高。
▲ 检测方法
——共振法:利用共振现象来检测物体缺陷的方法。
——穿透法又叫透射法:是根据超声波穿透工件后的能量变化来判断工件内部有无缺陷。
——脉冲反射法:
是将有一定持续时间和一定频率间隔的超声脉冲发射到被测工件,当超声波在工件内部遇到缺陷时,就会产生反射,根据反射信号时差变化及在显示器上的位置就可以判断缺陷的大小及深度。
▲超声波检测的局限性
—— 超声波检测的记录性差,无法比较直观地判断缺陷的几何形状、尺寸和性质;
——超声波检测技术难度较大,其效果和可靠程度往往受到操作人员技术水平的影响。
——对于球状缺陷如气孔,假如气孔不是很大,或不太密集,就难以获得足够的回波。
3. 射线探伤检测
▲射线——就是指X射线、α射线、β射线、γ射线、电子射线和中子射线等,其中X射线、γ射线、中子射线易于穿透物体,但在穿透物体的过程中受到吸收和散射。
▲探伤检测原理——用强度均匀的射线照射被检测的物体,把胶片显影后就可得到与材料内部结构和缺陷相对应的黑度不同的图像,即射线底片,通过对这种底片的观察来检验缺陷的种类、大小、分布状况等。
▲检测方法
——射线照相法:使透过物体的射线 在照相胶片上感光;
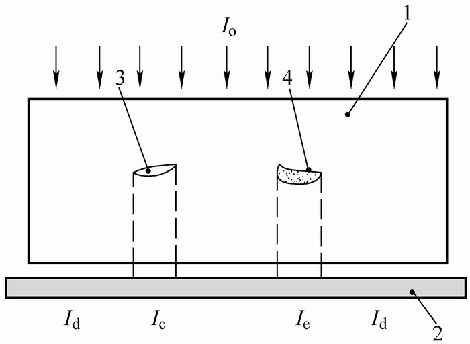
图 6-21 射线照相探伤法
——电离探伤检测法:
利用测定电离电流的方法来测定透过物体X射线强度
——荧屏直接观察法:
透射在涂有荧光物质的荧光屏上,激发出不同强度的荧光来,成为可见影像。
▲优缺点:
——对缺陷形象检测直观,对缺陷的尺寸和性质判断比较容易,便于分析处理。
——射线照相底片可作为原始的资料长期保存。
——利用图像处理技术可以实现缺陷评定分析自动化。
——对人体有害,在检测中必须注意防护。
——相对于其他的检测方法而言,射线探伤检测的成本较高。
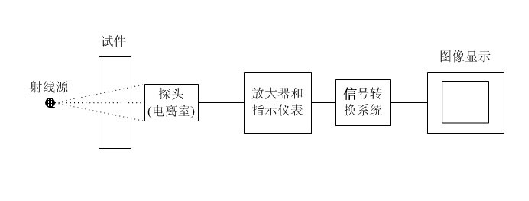
图 6-22 电离探伤检测原理
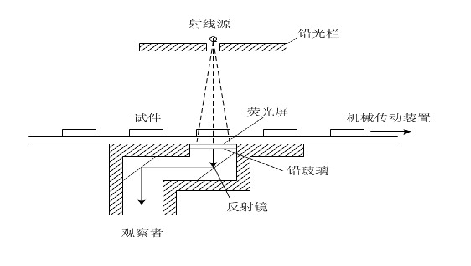
图 6-23 荧光屏观察法示意图
4.涡流探伤检测
▲涡流——就是指能导电的试件,在周围交变磁场的作用下,在导电试件中感应出漩涡状的电流,简称涡流。
▲检测原理——以电磁感应理论作为基础,通过检测试件中涡流磁场的变化,以分析判断试件中是否存在缺陷。
▲检测系统组成——一个高频的交变电压发生器、一个检测线圈和一个指示器。
▲涡流检测只适用于导电材料,因为只有导电材料才能产生涡流。
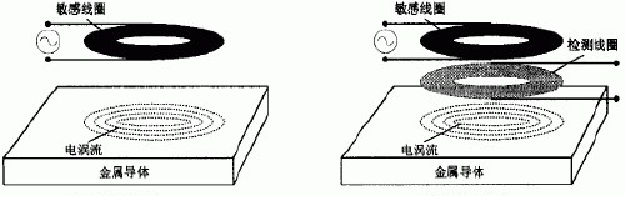
图 6-24 涡流探伤原理
二、气密性检测技术
▲ 气密性——通常是指具有一定几何空间容器的密闭程度,对于大部分有气密性要求的检测件,气体的泄漏量是一个小量。
▲ 检测方法
1. 干式气密性检测
(1)压降法
(2)流量测量法
(3)氦气泄漏检测法
(4)压差式泄漏检测法
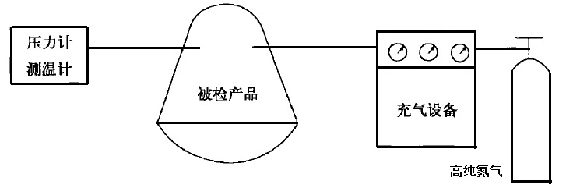
图 6-25 压降法气密性检测原理

图 6-26 压降法气密性检测装置
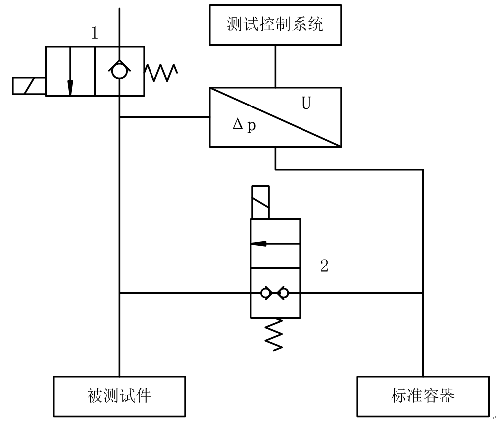
图 6-27压差式泄漏检测法原理
2. 湿式气密性检测
即在被检测工件的密封腔内充入一定压力的气体,然后浸入水中,由工人来观察是否有气泡产生。
图 6-28湿式气密性检测装置

