第三节 刀具状态的自动识别和监测
一、刀具状态的自动识别
▲什么是刀具状态的自动识别?
指对刀具切削状态的识别。主要是在加工过程中能在线识别出切削状态(刀具磨损、破损、切屑缠绕以及切削颤振等)。
▲常用的监测刀具状态的方式
——功率检测
——声发射检测
——学习模式
——力检测

▲钻头磨损状态的识别
1.钻头磨损状态划分
根据钻削过程的要求,把刀具磨损量分为A、B、C三类,各类的平均磨损量分别为:0.2mm、0.5mm、0.8mm。
2.电流信号模型
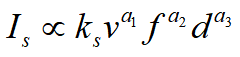
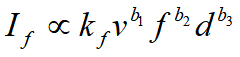
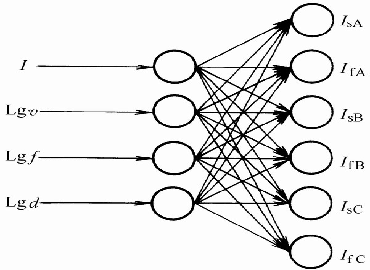
图 6-14 钻削电流神经网络模型
3.刀具磨损状态识别原理
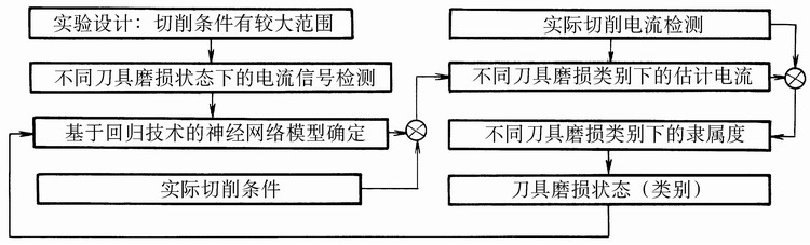
图 6-15 刀具磨损状态识别方法示意图
二、刀具状态的监测
▲刀具磨损监测方法(表6-1)
▲刀具破损监测方法(表6-2)
▲实际应用方法
——直接测量法:就是直接检测刀具的磨损量,并通过控制系统控制补偿机构进行相应的补偿,保证各加工表面应具有的尺寸精度。
——间接测量法:就是根据切削加工过程中切削力、切削功率等参数的变化来判断刀具的正常磨损与异常损坏。
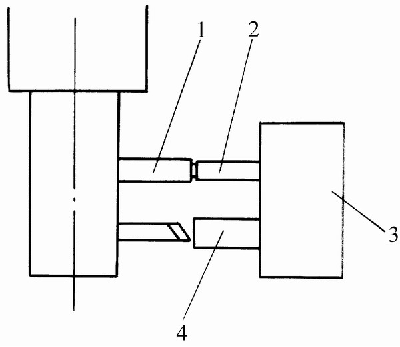
图6-16 镗刀磨损测量
1-刀柄参考表面 2-磨损测量传感器
3-测量装置 4-刀具触头
三、刀具的自动监控
▲刀具的监控主要集中在刀具寿命、刀具磨损、刀具破损以及其他形式的刀具故障等方面。
▲刀具寿命自动监控
——通过对刀具加工时间的累计,直接监控刀具的寿命。
——通过调用统计的“净功率—时间”曲线和可变时钟频率信号来适应不同的刀具和切削用量,实现刀具寿命监控。
▲刀具磨损、破损的自动监控
——振动、激光、声发射(AE)
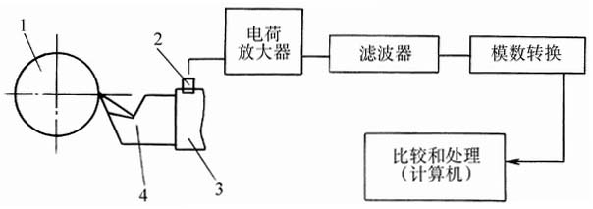
图 6-17 刀具磨损振动监测系统原理图
1-工件 2-加速度计 3-刀架 4-车刀
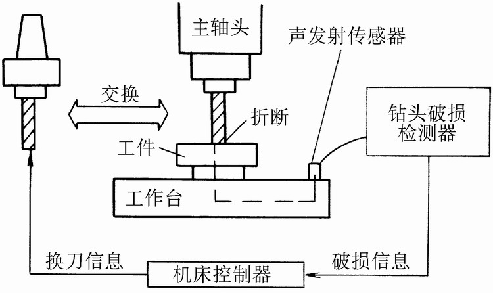
图 6-18声发射钻头破损监测装置原理图

