第二节 工件尺寸的自动测量
一、工件尺寸的检测方法
1.离线检测
在自动化制造系统生产线以外进行检测,其检测周期长,难以及时反馈质量信息。
2.在线检测
在线测量又分为工序间(循环内)检测和最终工序检测。这是在工序内部,即工步或走刀之间,利用机床上装备的测头检测工件的几何精度或标定工件零点和刀具尺寸。检测结果直接输入机床数控系统,修正机床运动参数,保证工件加工质量。
二、工件尺寸自动测量装置
▲工件的尺寸、形状误差类别——随机误差和系统误差两种。
▲工件尺寸、形状在线测量手段
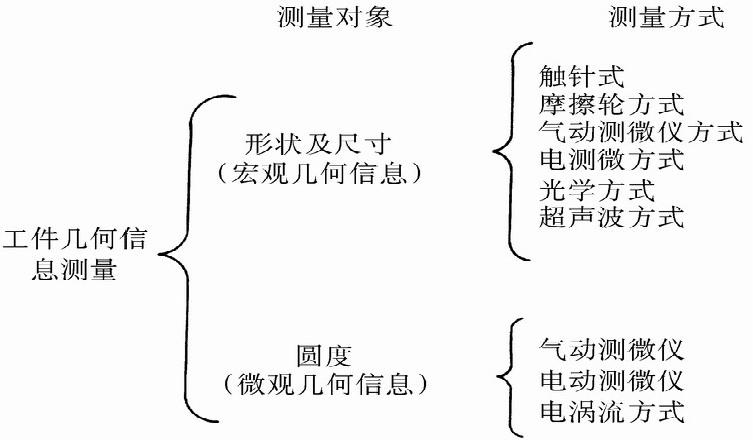
图 6-3 工件尺寸、形状的在线检测手段
1.专用自动测量装置
实现加工过程自动检测的过程是由自动检测装置完成的。
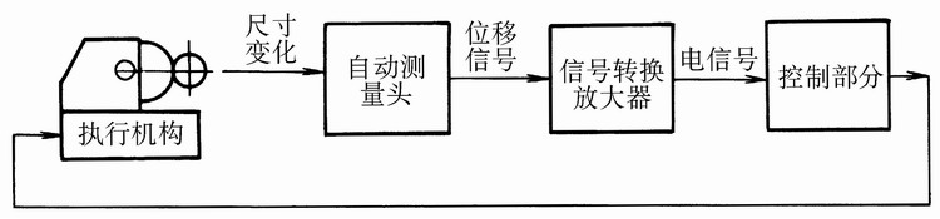
图 6-4 磨削加工中自动测量原理方框图
图中机床、执行机构与测量装置构成一个闭环系统。在机床加工工件的同时,自动测量头对工件进行测量,将测得的工件尺寸变化量经信号转换放大器,转换成相应的电信号并经过放大后返回机床控制系统,控制机床的执行机构,从而控制加工过程。
2.三坐标测量机
▲组成——工作台、三维测量头、坐标位移测量装置和计算机数控装置等组成。
▲测量——在数控程序的控制下,测头沿被测工件表面移动,移动过程中,测头及光学的或感应式的测量系统将工件的尺寸记录下来,计算机根据记录的测量结果,按给定的坐标系统计算被测尺寸。
▲使用——加工前测量和加工后测量两种。
加工前测量的主要目的是测量毛坯在托盘上的安装位置是否正确,毛坯尺寸是否过大或过小。加工后测量是测量加工完的零件的加工部位的尺寸和相互位置精度,再送至装配工序或线上其它加工工序。
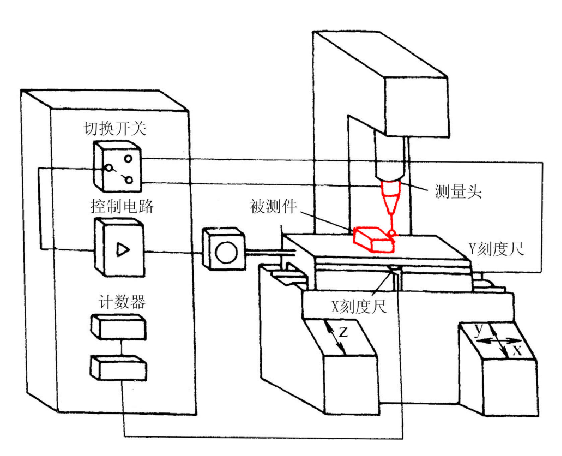
图 6-6 悬臂式三坐标测量机的示意结构
3.三维测头的应用
将三维测头安放于机床刀库中,在需要检测工件时由机械手取出并和刀具一样进行交换装入机床的主轴孔中。测头的测量杆接触工件表面后,通过感应式或红外传送式传感器将信号发送到接受器,然后送给机床控制器,由控制软件对信号进行必要的计算和处理。

图 6-7 数控机床的三维测头
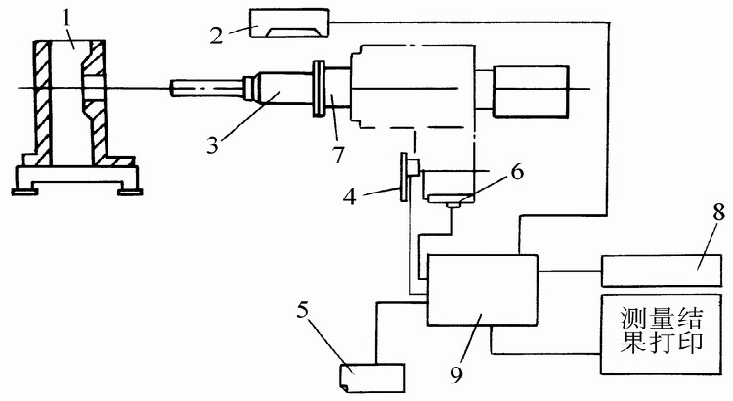
图 6-8 三维测头自动测量系统原理
4.激光测径仪
▲激光测径仪是一种非接触式测量装置。
▲激光测径仪包括光学机械系统和电路系统两部分。其中光学机械系统由激光电源、氦氖激光器、同步电动机、多面棱镜及多种形式的透镜和光电转换器件组成。而电路系统主要由整形放大、脉冲合成、填充计数、微型计算机、显示器和电源等组成。
▲工作原理
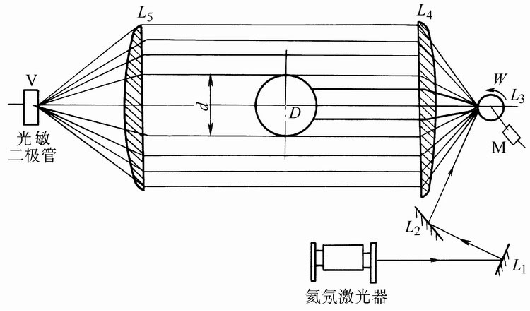
图6-9 激光测径仪原理图
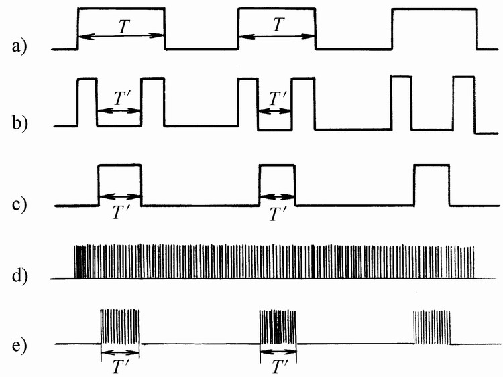
图 6-10 激光测径仪波形图
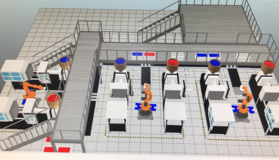
5.机器人辅助测量
▲机器人测量具有在线、灵活、高效等特点,特别适合自动化制造系统中的工序间和过程测量。
▲机器人辅助测量分为直接测量和间接测量:直接测量称为绝对测量,它要求机器人具有较高的运动精度和定位精度,因此造价也较高;间接测量也称为辅助测量,特点是测量过程中机器人坐标运动不参与测量过程,它的任务是模拟人的动作将测量工具或传感器送至测量位置 。
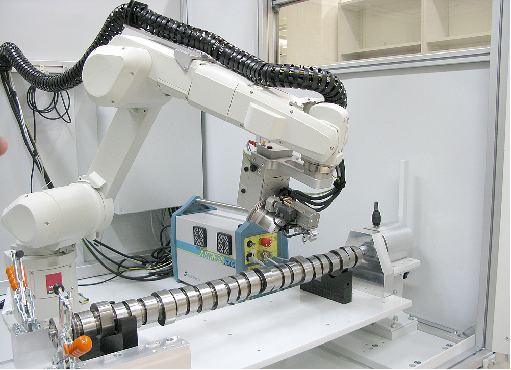
图 6-11 机器人辅助测量
三、加工过程的在线检测和补偿
1.自动在线检测
▲定义——指在设备运行、生产不停顿的情况下,根据信号处理的基本原理,跟踪并掌握设备的当前运行状态,预测未来的状况并根据出现的情况对生产线进行必要的调整。
▲分类
——自动检测:即加工中测量仪与机床、刀具、工件等设备组成闭环系统。
——机床监测:即对加工设备状态进行监视。
——自适应控制:指加工系统能自动适应客观条件的变化而进行相应的自我调节。
▲实现在线检测的方法——一种可采用在机床上安装自动检测装置;另一种可采用在自动线中设置自动检测工位的方法。
2.自动补偿
▲在机械加工系统中,刀具磨损是直接影响被加工工件尺寸精度的因素。
▲加工尺寸的自动补偿多采用尺寸控制原则,在不停机的状态下,以检测的工件尺寸作为信号,控制补偿装置,实现脉动补偿。
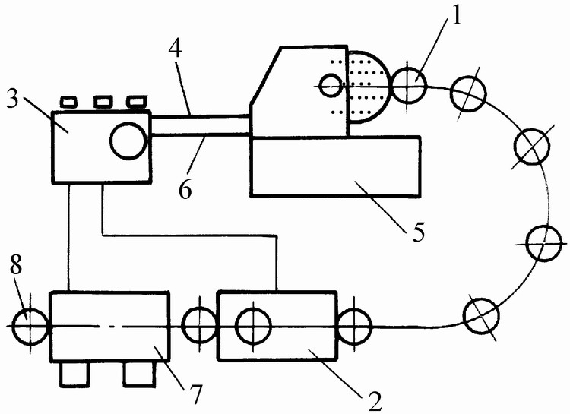
图 6-12 自动补偿的基本过程
1-工件 2-测量装置 3-信号转换、放大装置 4-控制线路
5-机床 6-控制线路 7-分类机 8-合格
▲所谓补偿,是指在两次换刀之间进行的刀具多次微量调整,以补偿刀刃因磨损对工件加工尺寸带来的影响。
▲补偿量愈小,获得的补偿精度就愈高,工件尺寸的分散范围也愈小,对补偿执行机构的灵敏度要求也愈高。
▲误差补偿运动实现的方式
——硬件补偿:是由测量系统和伺服驱动系统实现的误差补偿运动。
——软件补偿:通过补偿软件实现对设备几何误差和热变形误差的修正控制 。
▲超前补偿
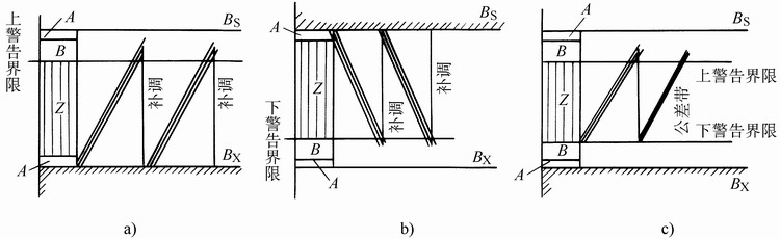
图 6-13 被加工工件的尺寸分布与补偿

