第六章 检测过程自动化
检测是企业产品质量管理的技术基础,也是制造系统不可缺少的一个重要组成部分。在机械加工过程中应用检测技术,可以保障高投资自动化加工设备的安全和产品的加工质量,避免重大的加工事故,提高生产率和机床设备的利用率。
随着现代制造技术、自动控制技术、计算机技术、人工智能技术以及系统工程技术的发展,各种新型刀具、材料及昂贵的加工设备的使用更加大了检测的难度,传统的人工检测技术已远远不能满足生产加工的要求。因此,各种先进的自动化检测技术和识别技术应运而生。
第一节 制造过程的检测技术
一、基本概念
▲ 机械加工系统——在不同的生产条件下,通过自身的定位装夹、运动、控制以及能量供给等机构,按不同的工艺要求实现将毛坯或原材料加工成零件或产品。
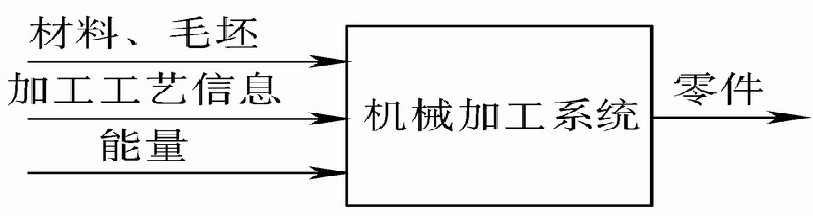
图 6-1 机械加工系统的基本概念
要把握住加工过程中各种有价值的数据信息,才能实现被加工工件的质量控制、加工工艺过程的监测、加工过程的优化以及设备的正常运行。
▲ 制造过程的检测技术——就是采用人工或自动的检测手段,通过各种检测工具或自动化检测装置,为控制加工过程、产品质量等提供必要的参数和数据。这些参数和数据可以是几何的、工艺的或物理的。
▲ 检测与组成加工系统之间的关系:
——定位子系统
——运动子系统
——能量子系统
——检测子系统
——控制子系统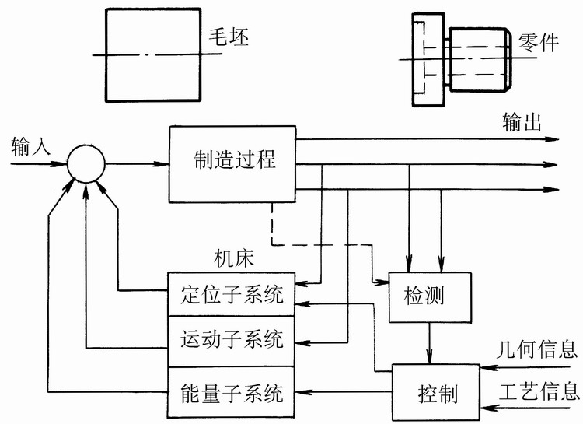
图 6-2 机械加工系统的组成
▲主动检测与被动检测
——对加工后的工件进行检测,仅能起到剔除废品的作用,因此检测过程是被动的;
——对加工中的工件进行检测,并根据检测结果通过控制
系统对加工过程进行控制,这种方式能防止废品的产
生,检测过程是主动的。
▲ 检测方法
——直接测量与间接测量
——接触测量和非接触测量
——在线测量和离线测量
二、检测装置
▲ 检测要素
——产品的检测要素:精度、粗糙度、形状、缺陷等;
——对加工设备的检测要素:切削负荷、刀具磨损及破损、温升、振动、变形等。
▲ 检测手段
——人工检测:主要是人操作检测工具,收集分析数据信息,为产品质量控制提供依据;
——自动检测:借助于各种自动化检测装置和检测技术,自动地灵敏地反映被测工件及设备的参数,为控制系统提供必要的数据信息。
▲ 检测工具
——用于工件的尺寸、形状检测用的定尺寸检测装置;
——用于工件表面粗糙度检测用的检测装置;
——用于刀具磨损或破损的监测用的测量装置。
三、自动化检测类型
▲ 自动化检测的优点:检测时间短并可与加工时间重合,使生产率进一步提高;排除检测中人为的观测误差和操作水平的影响;迅速及时地提供产品质量信息和有价值的数据,以便对加工系统中工艺参数及时进行调整,为加工过程的实时控制提供了条件。
▲ 产品精度检测:在工件加工完成后,按验收的技术条件进行验收和分组。
▲工艺过程精度检测:在生产工艺过程中,根据检测结果比较最终工件的尺寸要求,并通过检测装置,自动地控制机床的加工过程 。

