第三节 排屑自动化
一、切屑形成原理
▲切屑是在金属切削过程中切削层受到刀具前刀面的挤压后,产生以剪切滑移为主的塑性变形而形成的。
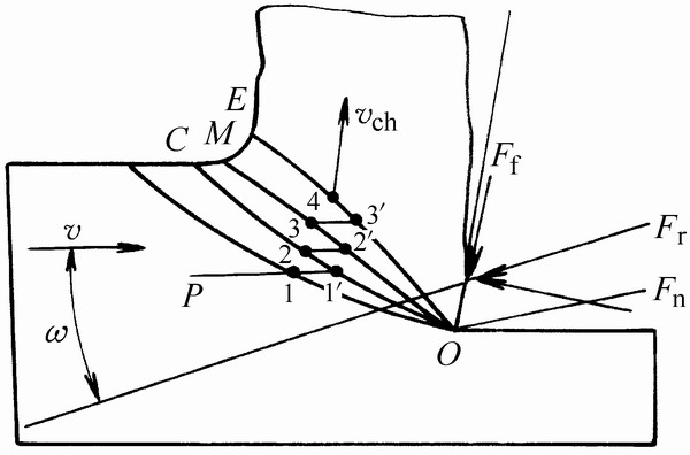
图5—18 切屑形成过程
二、排屑装置类型
▲ 确定排屑方法的因素——取决于切屑的形状、工件的安装方法、工件的材质、加工工艺方法、机床类型及其附属装置的布局等
▲ 排屑方法——可采用依靠重力或刀具回转离心力将切屑甩出、用压缩空气吹屑、用真空吸屑等方法。
▲ 装置类型:
——带式排屑装置
——刮板式排屑装置
——螺旋排屑装置
▲自动线的集中排屑装置一般设置在机床底座下的地沟中。
1.带式排屑装置
▲特点:适用于在铸铁工件上进行孔加工工序,输送切屑量不宜大于25m3/h,不适宜加工钢件或铣削铸铁工件,同时也不宜在采用切削液的条件下使用。
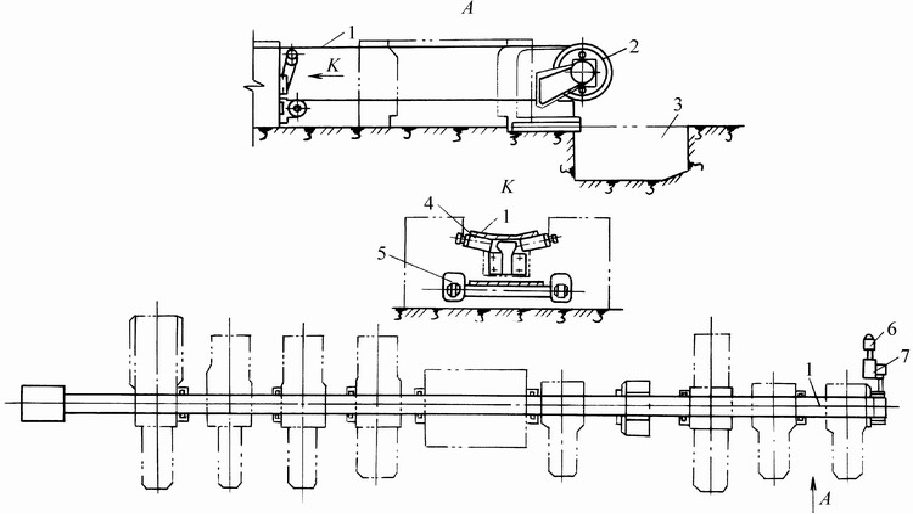
图5—19 带式排屑装置
1—皮带 2—主动轮 3—容屑坑 4—上支承滚子 5—下支承滚子 6—电动机 7—减速器
2.刮板式排屑装置
▲特点:这种铺设在地沟里的链条板式排屑装置,不适用于运送加工钢件时获得的带状切屑 。
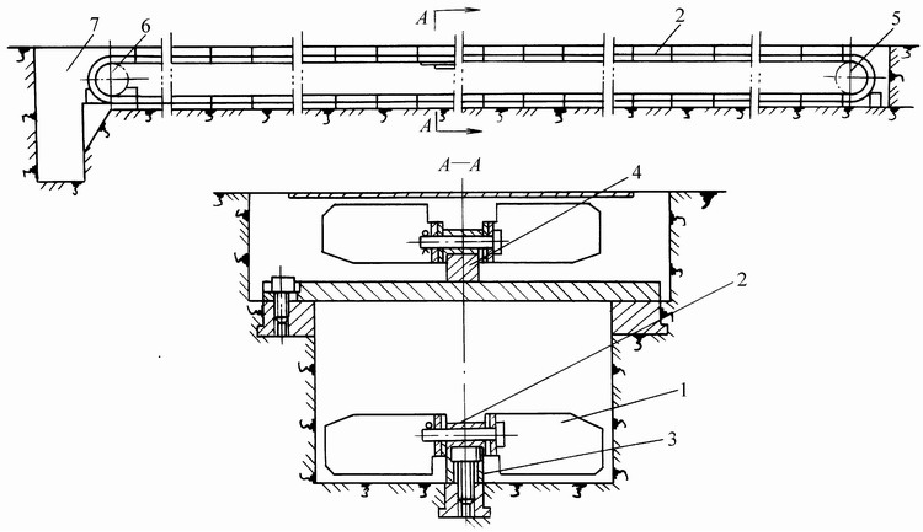
图5—20 刮板式排屑装置
1—刮板 2—封闭式链条 3—支承 4—上支承 5、6—链轮 7—深坑
3.螺旋排屑装置
▲特点:设置在机床中间底座内,可用于各种切屑,特别适用于钢屑,输送切屑量小于8 m3/h。
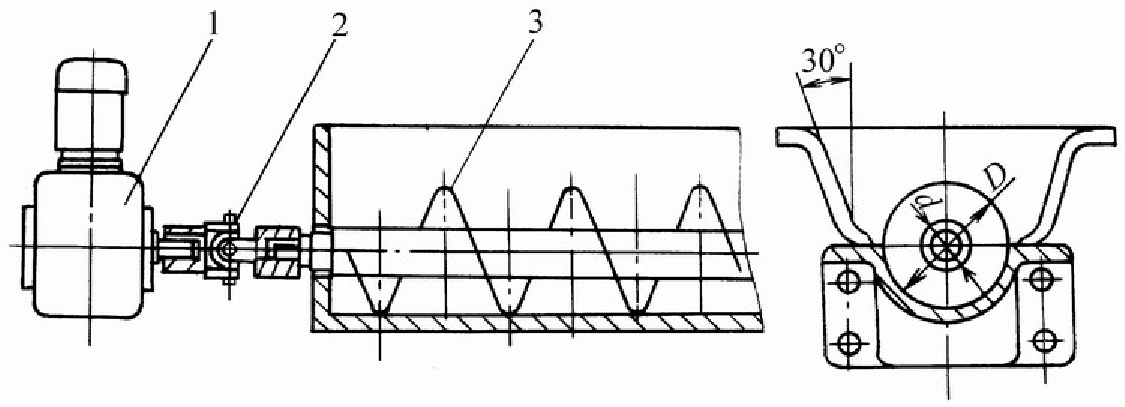
图5—21 螺旋排屑装置
1—减速器 2—万向接头 3—螺旋器
三、切屑及切削液处理装置
▲为什么要对切削液进行处理?
切削液在切削加工中起着不可缺少的作用,但也对环境造成了一定的污染。为了减少它的不良影响,一方面可采用干切削或准干切削等先进加工方法来减少切削液的使用量,另一方面要加强对它的净化处理,以便进行回收利用,减少切削液的排放量。
▲切削液的净化处理——将它在工作中带入的碎屑、砂轮粉末等杂质及时清除。
▲常用的方法——有过滤法和分离法。
——过滤法是使用多孔材料制成过滤器,以除去在工作中切削液产生的杂质。
——分离法是应用重力沉淀、惯性分离、磁性分离、涡旋分离等装置,除去污液中的杂质。
1.带刮板式排屑装置的处理装置
▲特点:适用于用冷却液冲洗切屑而在自动线上不使用任何排屑装置的场合。
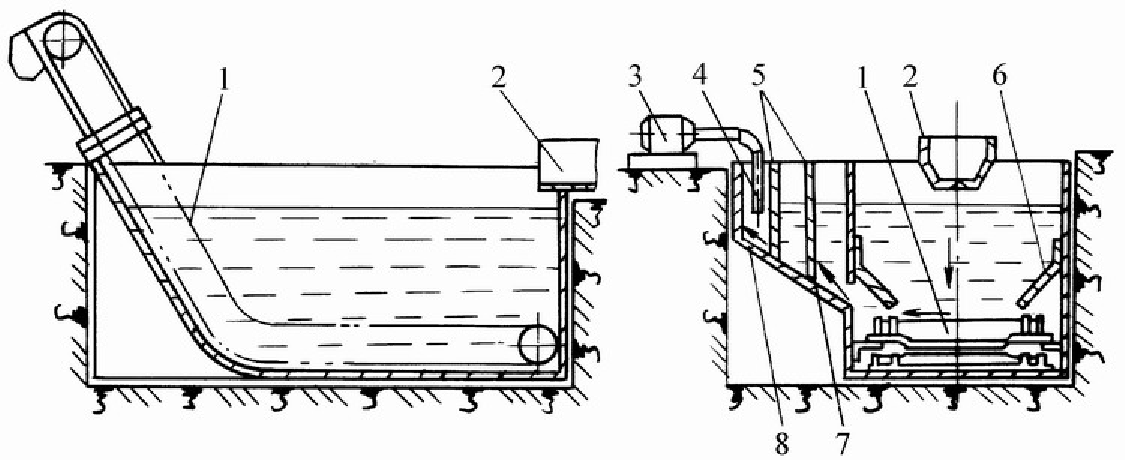
图5—22 带刮板式排屑装置的处理装置
1—输屑装置 2—斜槽 3—泵 4—吸管 5—隔板 6—挡板 7、8—液室
2.负压式纸带过滤装置
▲特点:不需用专门的真空泵就能自然形成负压,是一种较好的切削液过滤净化装置。
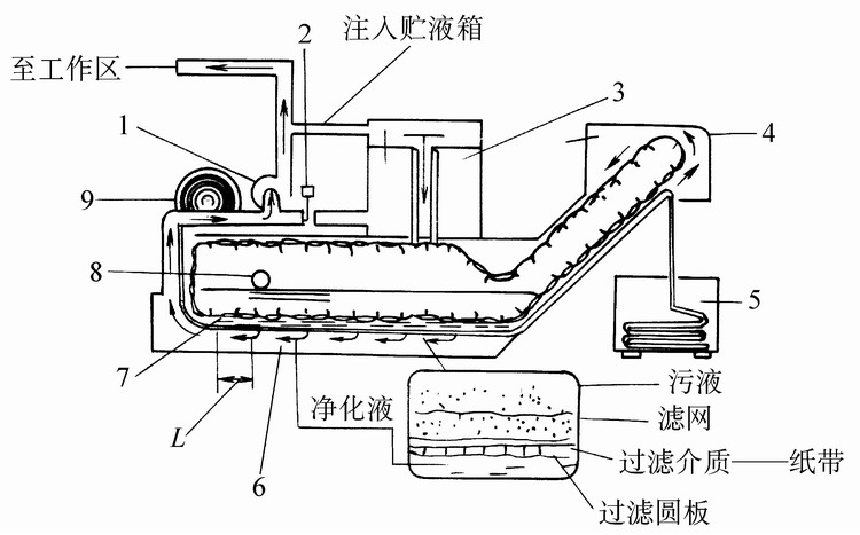
图5—23 负压式纸带过滤装置
1—液压泵 2—阀 3—贮液箱 4—传动装置 5—集渣箱
6—真空室(负压室) 7—过滤箱 8—污液入口 9—过滤纸
【放眼看世界】

