第二节 自动化换刀系统
为了缩短非切削加工时间,进一步提高加工效率,20世纪60年代末出现了储有各种类型刀具的刀库、并具有自动换刀功能,使工件一次装夹就能自动顺序完成各种不同工序加工的数控机床,即加工中心机床。
能够自动地更换加工中所用刀具的装置称为自动换刀装置(Automatic Tool Changer,简称ATC)。
目前,自动换刀装置已广泛地使用于加工中心及其它一些数控机床。
一、换刀装置的类型和特点
1.主轴与刀库合为一体的自动换刀装置
——特点:结构较为简单,换刀时间短,
换刀可靠性高。
——结构:图5—13
2.主轴与刀库分离的自动换刀装置
——组成:由刀库、刀具交换装置以及主轴等。
——特点:存放的刀具数量多,换刀的部件动作必须准确协调,主轴刚度较高,刀库与加工区分离,消除许多不必要的干扰。
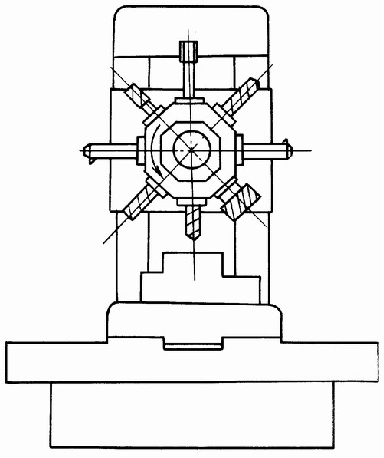
图5—13 更换主轴换刀
二、刀库
▲自动换刀系统一般由刀库、自动换刀装置、刀具传送装置、识刀装置等几个部分组成。
▲刀库的功能——是贮存 各种加工工序所需的刀具,并按程序指令,快速、准确地将刀库
中的空刀位和待用刀具送到预定位置。
1.刀库类型
常用刀库有盘式刀库、链式刀库和格子式刀库。
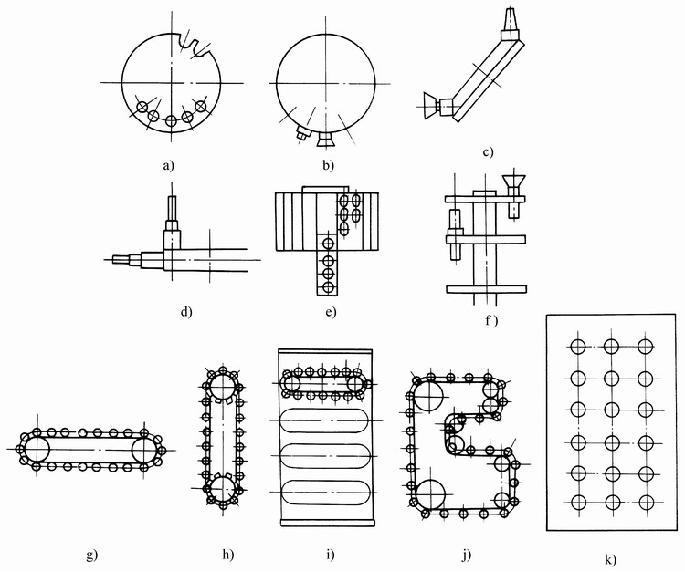
图5—14 刀库
a)、b)、c)、d)、e)、f) 盘式刀库 g)、h)、i)、j) 链式刀库 k) 格子式刀库
2.刀具的选择方式
▲自动选刀——根据数控系统的选择指令,从刀库中将各工序所需的刀具转换到取刀位置。
▲自动选刀方式的种类:
——顺序选刀方式
将所需刀具严格按工序先后依次插放在刀库中,使用时按加工顺序指令一一取用。
——任意选择方式
这种方式根据程序指令的要求任意选择所需要的刀具,刀具在刀库中可以不按加工顺序而任意存放,利用控制系统来识别、记忆所有的刀具和刀座。
3.刀具运送装置
——后机械手,靠近刀库,完成拔刀和插刀的动作;
——前机械手,靠近主轴,也完成拔刀和插刀的动作。
4.刀具的识别
刀具的识别是指自动换刀装置对刀具的识别,通常可采用刀具编码法和软件记忆法。
——刀具编码法
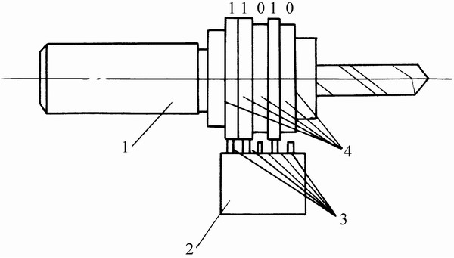
图5—15 刀具编码法
1—刀柄 2—接触式识别装置 3—触针(销) 4—数码环
——软件记忆法
该方法的工作原理是将刀库上的每一个刀座进行编号,得到每一刀座的“地址”。将刀库中的每一个刀具再编一个刀具号,然后在控制系统内部建立一个刀具—刀座数据对应表,通过检测装置进行识别。
三、自动化换刀机构
1.回转刀架
▲形式——它的一般有立轴式和卧轴式。
▲特点:定位可靠、重复定位精度高、分度准确、转位速度快、夹紧刚性好,能保证数控车床的高精度和高效率。
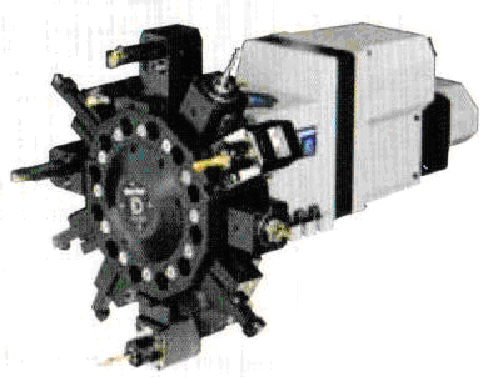
a)径向装刀
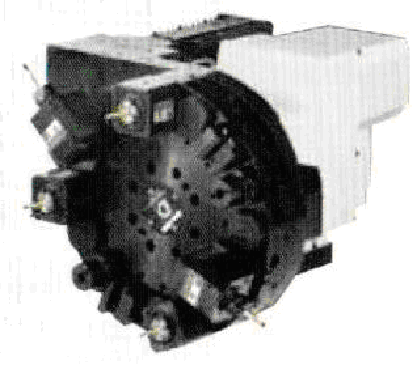
b)轴向装刀
图5—16 圆盘式回转刀架
2.更换主轴头换刀
简单易行,但换刀时间较长,且要占用机床工时。
3.利用机械手换刀
——特点:灵活性大、换刀时间短,应用最为广泛。
——形式:分为单臂式机械手和双臂式机械手。
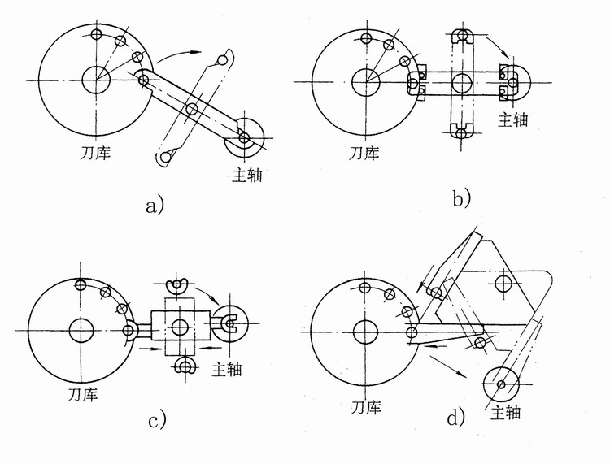
a)勾手 b)抱手 c)伸缩手 d)叉手
图5—17 双臂式机械手
几种换刀的方式:
90度旋转换刀
伞形刀库主轴换刀
直线换刀
换刀机械手
数控车床换刀
机械手模拟换刀

