第一节 刀具的自动装夹
一、自动化刀具结构
1.自动化刀具的特点
——切削性能必须稳定可靠,具有高的耐用度和可靠性;
—— 刀具应能可靠地断屑或卷屑;
——刀具应具有较高的精度;
——具有保证其能快速或自动更换和调整的结构。
2.自动化刀具的结构
▲ 类型——通常分为标准刀具和专用刀具两大类。
标准刀具—又包含通用标准刀具、刀具标准组合件(图5-1)和模块式刀具等三种形式。
▲ 种类——有可转位车刀、高速钢麻花钻、机夹扁钻、扩孔钻、铰刀、镗刀、立铣刀、面铣刀、丝锥和各种复合刀具等。
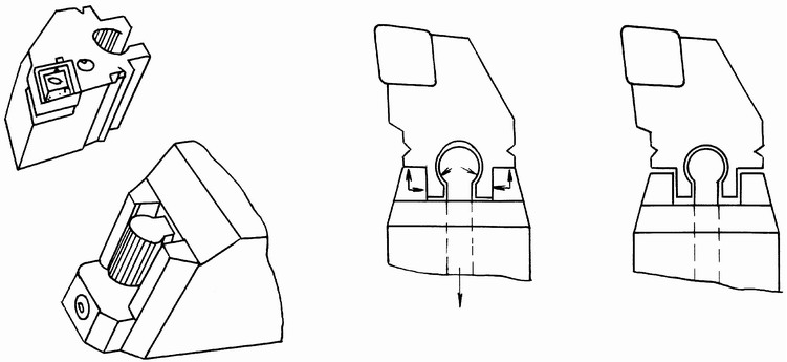
图5—1 新型组合车刀
2.自动化刀具的类型及选用
▲ 类型 —— 通常分为标准刀具和专用刀具两大类。
—— 在刚性自动线中多使用专用刀具,以提高刀具的专用化程度。
—— 在以数控机床、加工中心为主体具有较强柔性的自动化加工系统,尽量少用专用刀具,多选用通用标准刀具、组合刀具或模块式刀具。
▲ 种类 —— 有可转位车刀、高速钢麻花钻、机夹扁钻、扩孔钻、铰刀、镗刀、立铣刀、面铣刀、丝锥和各种复合刀具等。
▲ 选用原则
1)为了提高刀具的耐用度和可靠性,应尽量选用各种高性能、高效率、长寿命的刀具材料制成的刀具。
2)应选用机夹可转位刀具的结构。如图5—2。
3)为了集中工序,提高生产率及保证加工精度,应尽可能采用复合刀具。
4)应尽量采用各种高效刀具
a) 可转位面铣刀 b) 可转位立铣刀
图5—2 可转位刀具结构
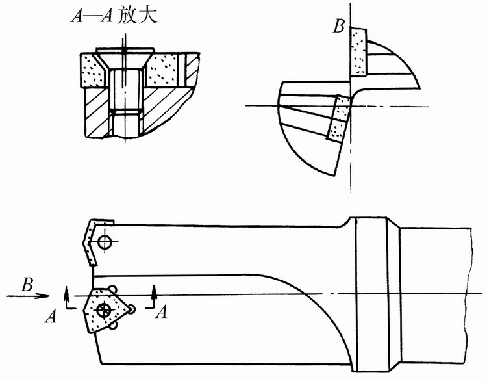
图5—3 带沉孔带后角刀片的钻头

图5—4 侧铣和面铣复合加工刀具

图5—5 钻镗复合的加工刀具
二、自动化刀具装夹机构
1.工具系统的分类
▲ 工具系统类型——主要有镗铣类数控机床用工具系统(简称“TSG”系统)和车床类数控机床用工具系统(简称“BTS”系统)两大类。
▲ 组成——主要由刀具的柄部(刀柄)、接杆(接柄)和夹头等部分组成。
▲ 模块式工具系统是把工具的柄部和工作部分分割开来,制成各种系列化的模块,然后经过不同规格的中间模块,可组装成一套套不同规格的工具。
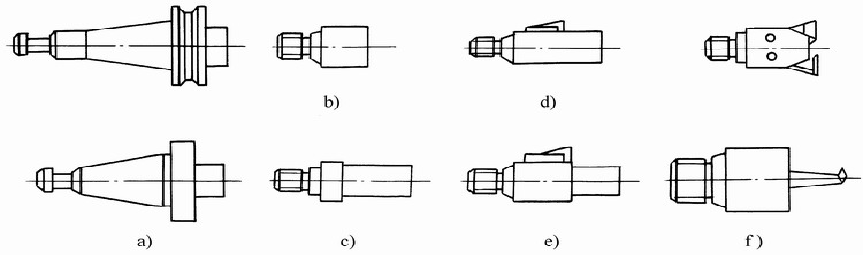
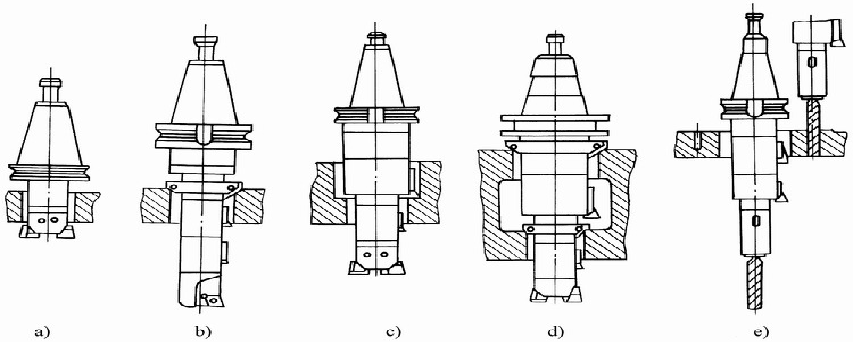
图5—6 模块式工具系统的结构
2.自动化刀具刀柄和机床主轴的联接
自动化加工设备的刀具和机床的联接,必须要由与机床主轴孔相适应的工具柄部、与工具柄部相联接的工具装夹部分和各种刀具部分来实现。

图5—7 BT刀柄
 a) HSK刀柄
a) HSK刀柄
b) 松刀 c) 夹紧
图5—8 HSK刀柄及其内部结构示意图
3.自动化刀具和刀柄的联接
刀柄对刀具的夹持力的大小和夹持精度的高低,在自动化加工中具有十分重要的地位

图5—10 弹簧夹头

图5—11 热缩夹头
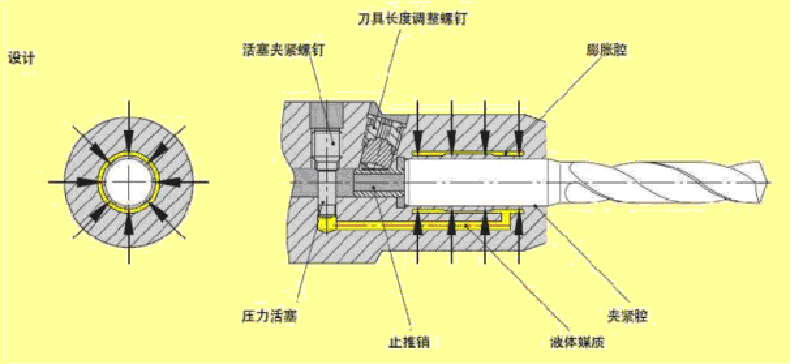
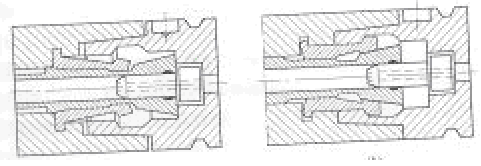
a) 夹紧原理
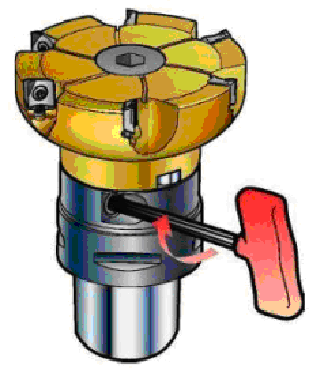
b) Hydrogrip液压夹紧的面铣刀
图5—12 液压夹头

