第五节 计算机控制技术
计算机在机械制造中的应用已成为机械制造自动化发展中的一个主要方向。而且在生产设备的控制自动化方面起着越来越重要的作用。
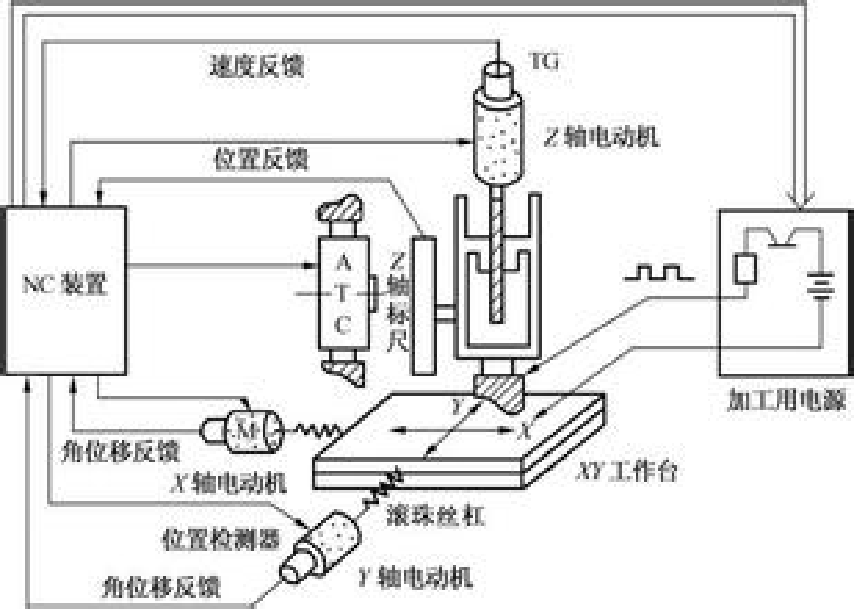
一、普通数控机床的控制
采用数控装置,以数码的形式编制加工程序,控制机床各运动部件的动作顺序、速度、位移量及各种辅助功能,以实现机床加工过程的自动化。
二、加工中心的控制
采用小型计算机进行控制,能够实现对同族零件的自动加工。
三、计算机群控
在多台数控(组合)机床自动线中引入一台较大型的控制计算机(服务器型)。功能:取NC指令;通道控制;反馈处理
1 间接式群控系统
用数字通信传输线路将数控系统和群控计算机直接连接起来。
2 直接式群控系统
群控计算机直接把指令以联机、实时、分时的方式送到机床控制器。
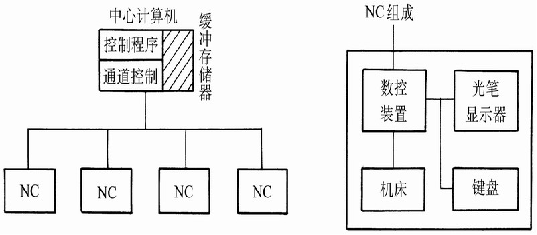
图2-8 计算机群控系统
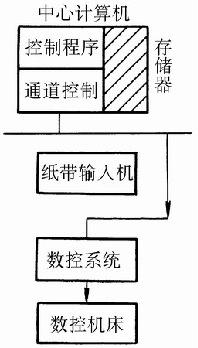
图2-9 间接式群控系统
车间群控DNC系统的实现 (Dr.敖银辉)
为解决黄石纺织机械厂加工中心车间数控机床通讯的问题,该文提出了一种混合式群控DNC系统结构,并将其应用于数控加工中心车间,实现了一台主机控制多台数控设备,进而与上级网络通讯.基本达到了设计目标.
文章首先概述了CIMS集成技术和DNC技术的发展和现状.在此基础上,结合中国中小型企业制造车间所存在的加工自动化程度低、发展CIMS较困难的特点,提出采用DNC技术的局部CIMS之路. 这种局部CIMS采用DNC集成模式,将实际设备功能都集成到DNC服务器一级,车间层和工厂层都以标准网络与DNC服务器相连,以实现工厂的计算机加工和管理.这种集成在经济上是可行的,也便于系统的进一步发展.其次,在DNC系统设计中,论文解决了不带DNC接口的A900数控机床的接口改造问题.在分析接口的基础上,专门为之设计了软硬件.从而使程序的输入输出彻底告别了纸带机,变成了标准的串行通讯.不仅大大降低了机械故障,而且提高了传输速度.对于具有串行口的数控机床,采用单片机开发了与之相配的地址识别和电平转换装置,即通讯转换器.使得在数据传输时,主机可以识别相应机床,以实现多点通讯的DNC目标.除了在DNC主机上开发了程序通讯功能外,还开发了程序编辑模块、NC程序管理模块等.DNC主机具备了基本的分布控制的单元服务器功能.通过系统调试和运行,证明了该文所设计的DNC单元系统在数据通讯和程序服务器管理上都达到了预期目的.
五、适应控制(Adaptive Control)
系统本身具有适应能力的控制系统。
所谓适应能力就是系统本身能够随着环境条件或结构的不可预见的变化,自行调整或修改系统的参量。
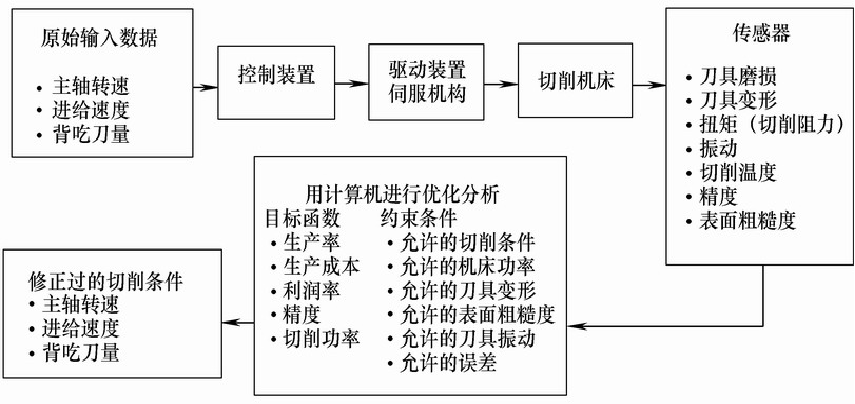
图2-10 切削加工的适应控制系统原理图
智能机床
智能化是先进制造技术的重要组成部分之一,它集信息技术、光电技术、通信技术、传感技术等为一体,推动机床制造的不断进步。MAZAK(山崎)、OKUMA(大隈机械)等日本公司在这方面研发已获多项专利
作为系统供应商,德国HEIDENHAIN海德汉公司在其软件中,有集成的自适应进给控制功能(AFC:Adaptive Feed Control)、 自动校准和动态优化机床精度(Kinematic Optimum)及智能颤纹控制(ACC:Active Chatter Control)等供用户选择
http://www.zyskcnc.com/shownews.asp?id=1650

