※GX WORKS2软件操作※
GX Works2是一款三菱PLC编程软件,支持梯形图,ST,SFC等程序语言,GX Works2支持的系列PLC有QCPU,LCPU,FXCPU等(在新建工程中可以看到支持的PLC)。这里就不做更详细的介绍了。三菱PLC用到的就两款PLC编程软件GX Works2与GX Works3,两个的区别是支持的PLC不同。比如R系列PLC只能用GX Works3,Q系列只能用GX Works2。并不是说GX Works3是GX Works2的升级版,是看你用的PLC来选择用哪个编程软件。
一、软件界面介绍
在程序编辑界面中,通常包含导航窗口、程序编辑窗口、状态栏、菜单栏和工具栏。

二、新建工程
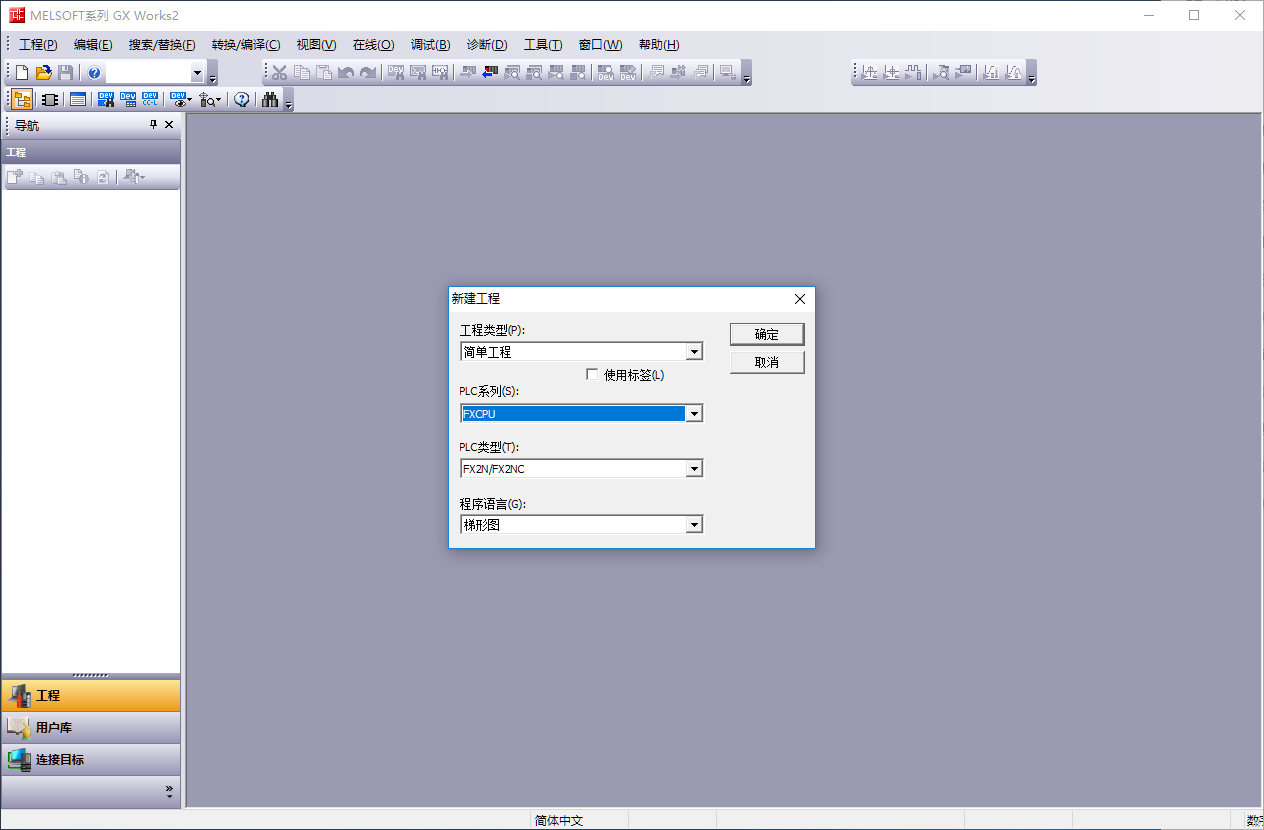
在菜单栏中依次单击“工程”——“新建”即可进入新建工程界面。

在新建工程界面中可以选择PLC的系列、机型、工程类型、程序语言以及是否使用标签等内容(本文以新建简单工程为例)。
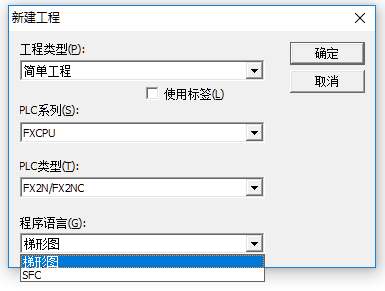
系列和机型:根据项目实际需求选择。
工程类型:可以选择简单工程和结构工程。
程序语言:在简单工程类型下只能选择梯形图或SFC(顺序功能图)两种语言。
使用标签:使用ST语言编程时需要勾选该选项。
三、程序编辑
新建工程后会进入程序编辑界面,在该界面中可以实现对程序的编辑、修改以及监视程序的运行状态。
(一)指令输入
在GX Works2编程软件中可以使用指令表和单击工具栏中的指令按钮输入指令,其方法与仿真模拟软件FX-TRN-BEG-C中的指令输入方法相同。
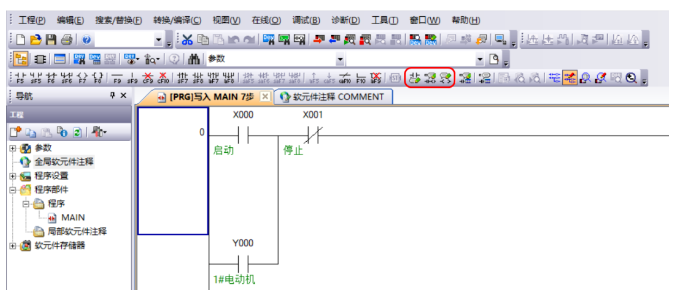
(二)转换/编译程序
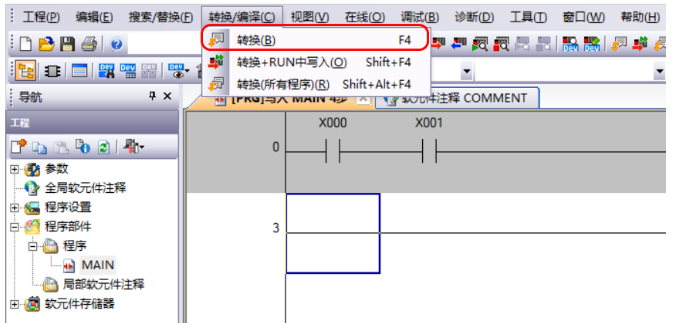
程序编辑完成后需要对程序进行转换/编译,否则程序无法下载。
在菜单栏中依次单击“转换/编译”——“转换”或者直接使用快捷键“F4”对程序进行转换/编译。
若转换/编译成功程序上的灰色部分会消失,若转换/编译失败则会有对应的提示框,且程序上的灰色部分不会消失,此时需要修改程序。
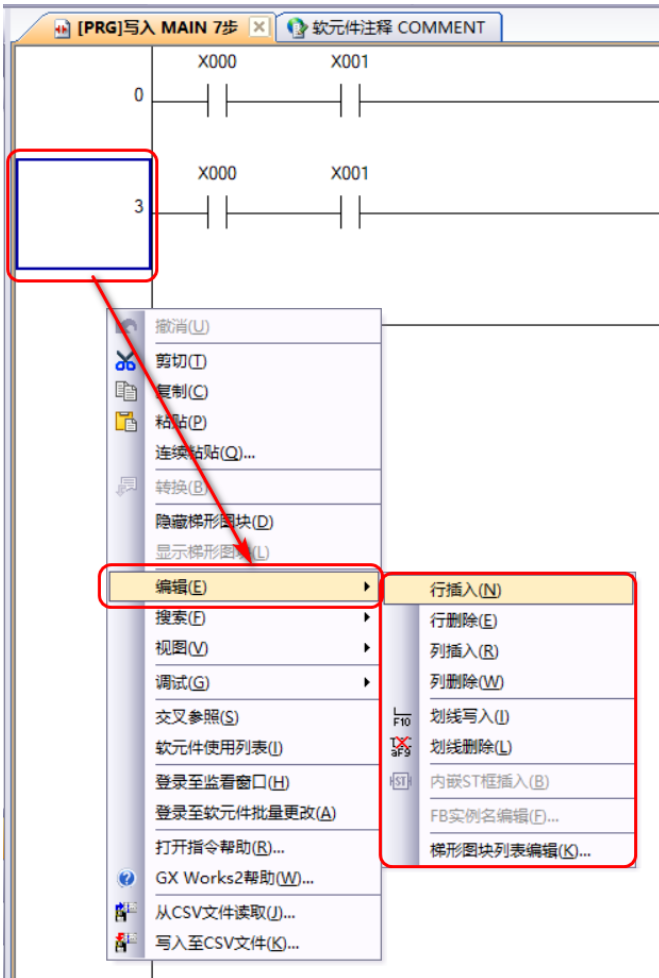
(三)行编辑
将编辑框移动到需要操作的行后单击鼠标右键选择“编辑”,然后根据需要选择行插入、行删除等操作。
四、注释
1)注释、声明、注解
工具栏中的三个图标分别表示对程序进行注释、声明、注解编辑。
注释:解释说明单个软元件的功能。
注解:解释说明整行程序的功能。
声明:解释说明多行(整段)程序的功能。
2)全局软元件注释
单击导航窗口中“参数”选项卡下的“全局软元件注释”进入软元件注释界面。
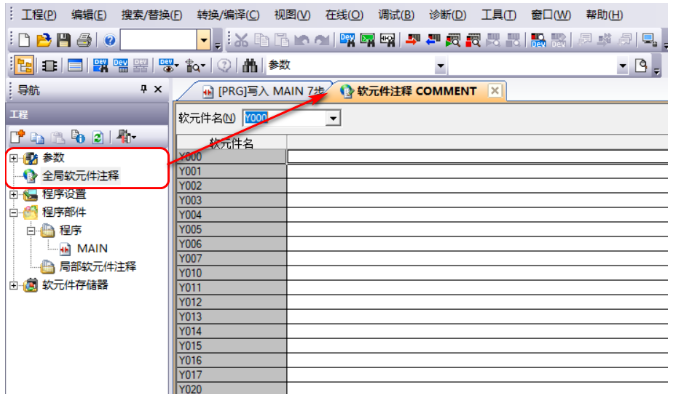
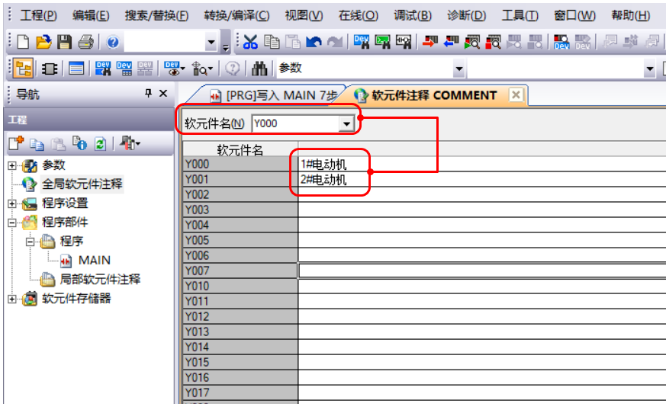
输入软元件名称并会车确定,对应的软元件就会出现,然后根据需要在软元件的名称后输入注释。
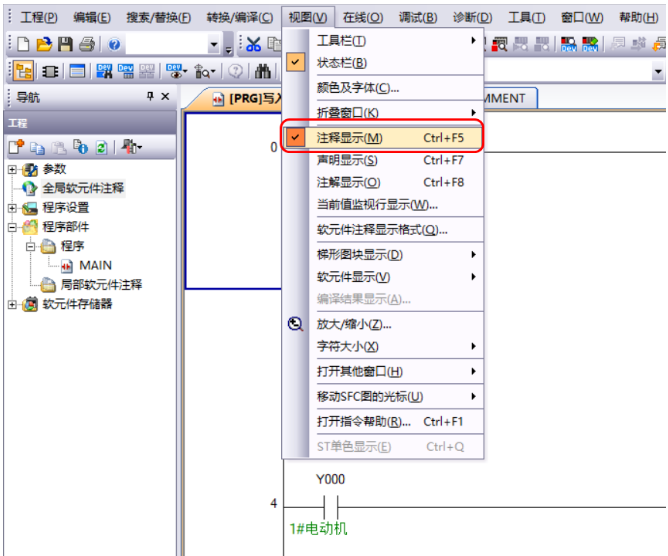
3)显示与隐藏注释
依次单击菜单栏中的“视图”——“注释显示”可以设置显示或隐藏注释。
4)注释格式显示
依次单击菜单栏中的“工具”——“选型”进入选型设置界面。然后再“程序编辑器”中修改注释的格式。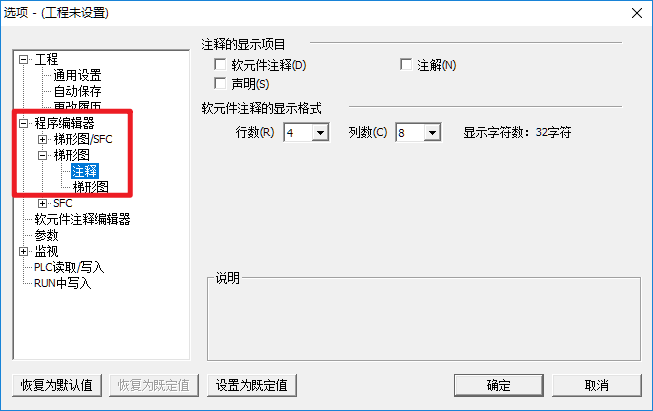
五、程序仿真
在没有实体PLC的情况下可以通过软件自带的仿真功能调试、验证程序。
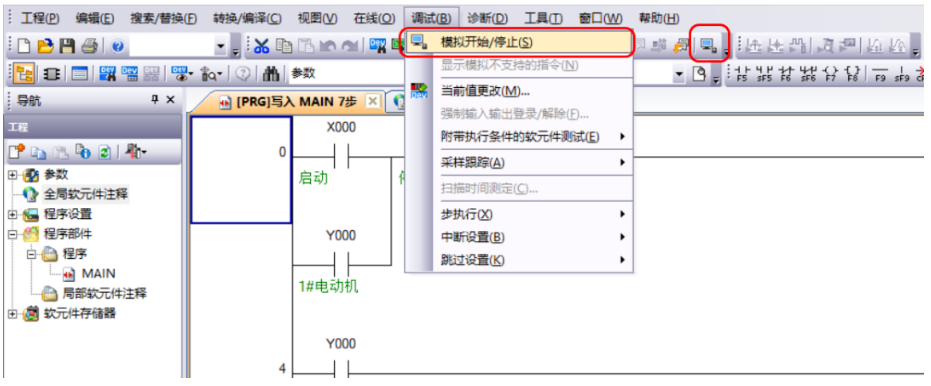
(一)仿真模式
程序转换/编辑无误后依次单击菜单栏中的“调试”——“模拟开始/停止”或直接单击工具栏中的“电脑”图标进入仿真模式。
(二)修改单个软元件状态
将编辑框移动到需要修改的软元件上,然后右键单击选择“调试”——“当前值更改”进入更改界面。

通过单击“ON”、 "OFF”、 “ON/OFF取反"按钮调整软元件的状态。输入不同的软元件/标签可以在该界面修改多个软元件的状态。

ON:将软元件置位为ON状态;OFF:将软元件置位为OFF状态;ON/OFF取反:对软元件当前状态取反。
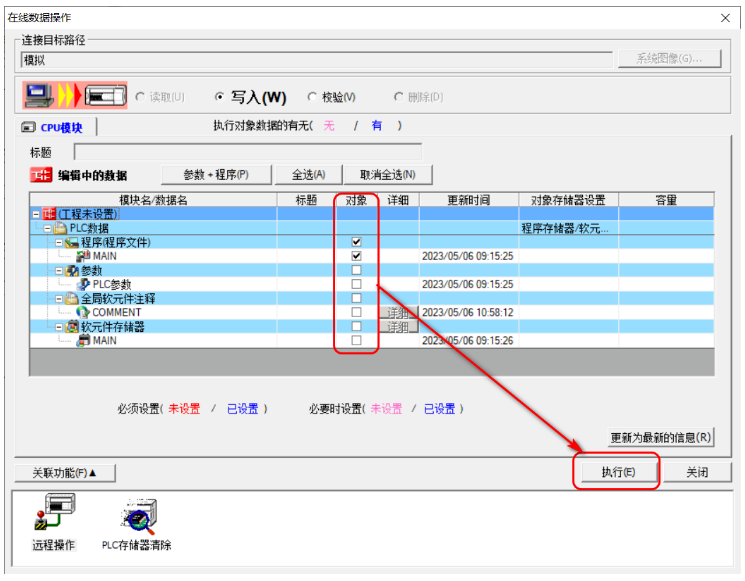
(三)程序写入
需要将修改后的程序下载到仿真器中时,依次单击菜单栏中的“在线”——“PLC写入”进入程序写入界面。在该界面可以根据需要勾选需要写入到PLC中的内容。
勾选完成后单击“执行”按钮开始写入程序。
六、监视
(一)开启/关闭监视
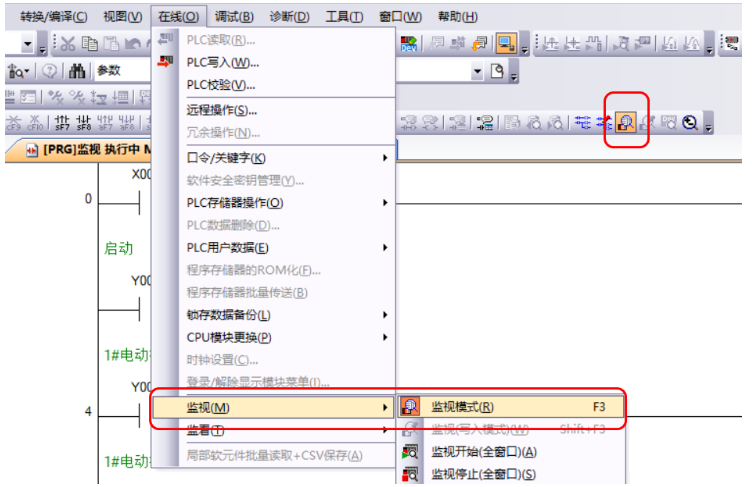
在进入仿真状态后系统会自动开启对程序的监视,也可以在菜单栏依次单击“在线”——“监视”——“开始监视”开启监视模式。在工具栏直接点击对应的快捷按钮也能实现同样的功能。在监视模式下不能修改程序,需要切换到写入模式。
(二)软元件/缓冲储存器批量监视
在菜单栏中依次单击“在线"——"监视”——“软元件/缓冲储存器批量监视”进入批量监视界面。
输入软件名称后可以在该界面对同类型软元件的值批量更改。

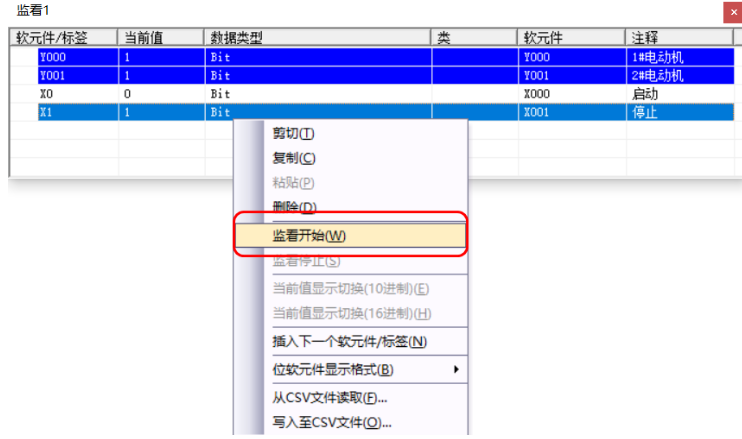
(三)监看
在程序编辑窗口单击鼠标“右键”,选择“登录至监看窗口"。在监看窗口中输入软元件名称后单击鼠标“右键”选择“监看开始”,在监看过程中可以通过修改当前值改变软元件的状态,监看结束后按同样步骤选择“停止监看”。