
冲裁辅助力的计算
-
1 教程
-
2 章节测验
上一节
下一节
冲裁模具的辅助力计算主要包括切边冲孔冲压力和切边冲孔压料力的计算。
切边冲孔冲压力P的计算公式为:P = k1 * t * A * Fy。其中,P代表切边冲孔冲压力(N),k1为系数,一般取0.3,t代表板厚(mm),A代表切边刃口处的截面积(mm²),Fy代表材料的抗剪强度(MPa)。
切边冲孔压料力P2的计算公式为:P2 = P * k2。其中,P代表切边冲孔冲压力(N),k2为压料力系数,一般取0.1-0.2。
此外,在冲压模具中,还有其他力的计算,如卸料力、推件力和顶件力。其中,卸料力是从凸模上卸下箍着的料所需要的力,推件力是将梗塞在凹模内的料顺冲裁方向推出所需要的力,顶件力是逆冲裁方向将料从凹模内顶出所需要的力。
需要注意的是,这些计算方法只是近似计算,实际应用中可能需要根据具体情况进行调整。同时,还需要考虑其他因素,如模具的弹性变形、工件的粘附性等。因此,在进行模具设计和制造时,应充分考虑各种因素,以确保模具的正常运行和生产的稳定性。
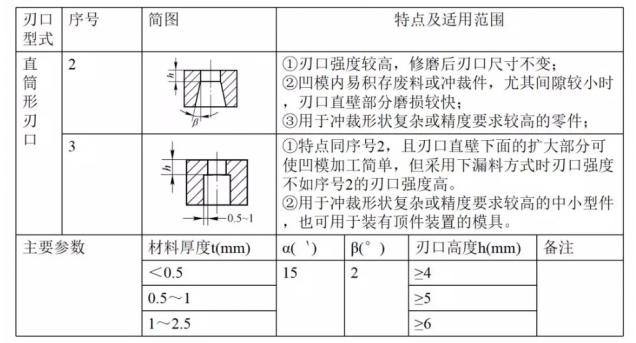
冲裁凹模刃口型式及主要参数

