

[学习目标]
1、知识目标:掌握钻孔循环G74指令含义、程序格式和走刀路线等相关理论知识
2、情感目标:培养严谨细致、认真钻研、创新等工匠精神。
3、能力目标:能具备编制孔零件的数控加工程序的能力。
[理论知识]
一、孔加工循环(G74 )
G74指令循环路径如图1所示。
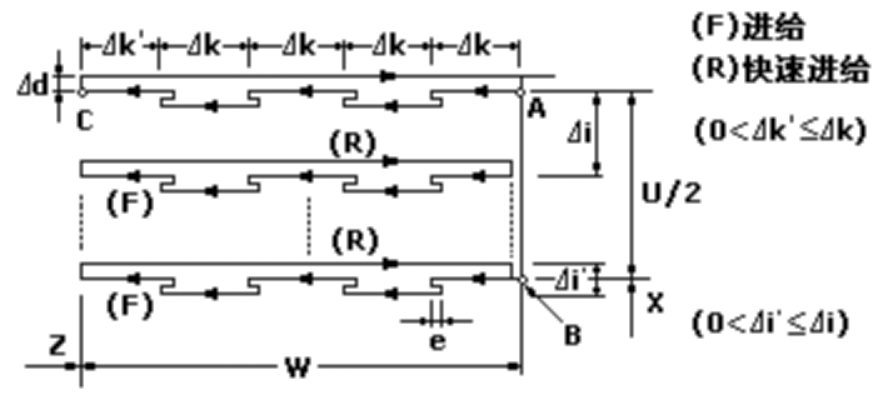
图1 G74孔加工循环指令走刀路线
二、指令格式
指令格式: G74 R(e)-
G74 X(U)-Z(W)- P(△i)-Q(△k)-R(△d)-F-
式中:e——每次沿Z方向切削△k后的退刀量;
X——B点的X方向绝对坐标值;
u——A点到B点X方向的增量;
Z——C点的Z方向绝对坐标值;
W——A点到C点Z轴力向的增量;
△i——X方向的每次循环移动量(无符号,单位:微米)(直径值);
△k——Z方向的每次切削移动量(无符号,单位:微米);
△d——切削到终点时X方向的退刀量(直径),通常不指定,省略X (u)和△i时,则视为0;
f——进给速度。
注意:
1、G74循环用于深孔的断续加工,也可用于端面圆环槽的断续加工。
2、如X(U)和P省略,只在Z向钻孔。
3、刀具半径补偿不能用于G74。
4、在此循环中,可以处理外形切削的断屑,另外,如果省略地址X(u)、P,只是Z轴动作,则为深孔钻循环。
四、应用举例
用G74循环完成下图零件的深孔和端面圆环槽。(假设已钻过中心孔)
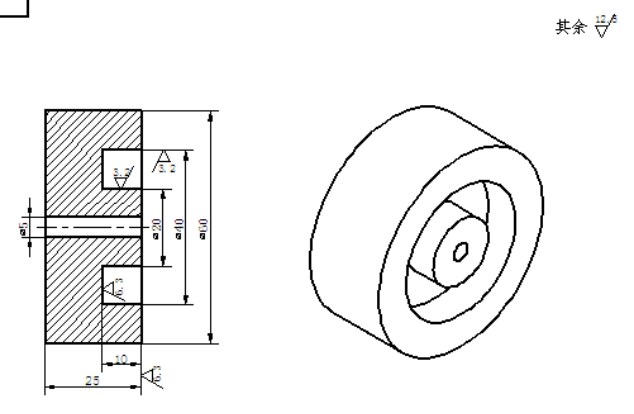
加工程序:
顺序号 | 程 序 | 注 释 |
钻中间φ5mm深孔 | ||
N50 | T0303 | 换φ5mm钻头 |
N60 | M03S500 | |
N70 | G00X0 | |
N80 | Z2M08 | |
N90 | G74R1 | 钻φ5mm孔 每次钻深5mm后,沿Z向退1mm |
N100 | G74Z-30Q5000F0.08 | |
N110 | G00Z100 | |
N120 | M01 | |
N130 | X200 | |
端面槽加工 | ||
N140 | T0404 | 换端面槽刀 |
N150 | M03S400 | |
N160 | G00Z2 | |
N170 | X39M08 | |
N180 | G74R0.05 | 车端面槽 |
N190 | G74X20Z-10P2000Q1500F0.08 | |
N200 | G00Z100 | |
…… | ||
[章节测验]

