

[学习目标]
1、知识目标:掌握数控系统中外径/内径单一循环指令(G90)代码含义及应用
2、情感目标:培养严谨细致、认真钻研、创新等工匠精神
3、能力目标:培养独立分析问题和解决问题的能力
[理论知识]
一、外径/内径单一固定循环指令G90
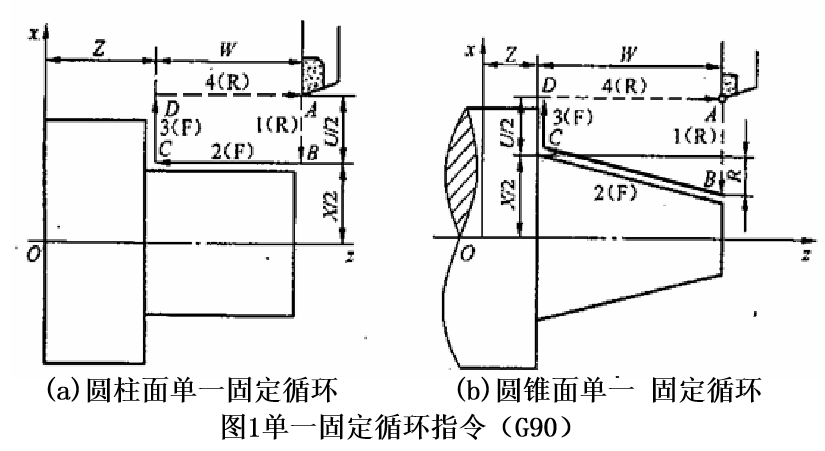
单一固定循环可以将加工的一系列连续动作:切入-切削-退刀-返回,用一个循环指令完成。圆柱加工如图1a所示,圆锥面加工如图1b所示。
加工仿真视频:
二、编程格式
1、圆柱面切削循环:G90 X(U)_ Z(W)_ F_;
2、圆锥面切削循环:G90 X(U)_ Z(W)_ R_ F_;
式中:X(U)、Z(W)——循环切削终点坐标:
X、Z——每次循环切削终点(图1中C点)的绝对坐标值;
U、W——每次循环切削终点相对于循环起点(图1中A点)的增量坐标值。
R——圆锥面切削的起点(如图1中B点)相对于终点的半径差。
三、应用举例
应用G90指令编写图2所示的零件加工程序。
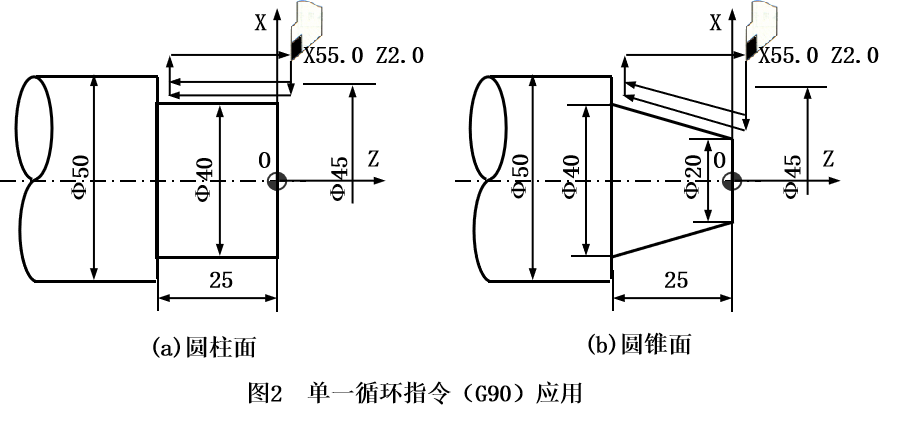
1、圆柱面加工(绝对值编程)
T0101;
M03 S1000;
G00 X55.0 Z2.0;
G90 X45.0 Z-25.0 F0.4;
X40.0;
G00 X100.0; Z100.0;
M30;
2、圆锥面加工(增量值编程)
T0101;
M03 S1000;
G00 X55.0 Z2.0;
G90 U-10.0 W-27.0 R-10.0 F0.4;
U-15.0;
G00 X100.0; Z100.0;
M30;
注意:G90和尺寸代码都是模态代码。
[程序仿真视频]
[章节测验]

