
-
1 课程内容
-
2 PPT

[学习目标]
1、知识目标:掌握粗车复合循环G73指令含义、程序格式和走刀路线;精车循环G70含义和程序格式等相关理论知识
2、情感目标:培养严谨细致、认真钻研、创新等工匠精神。
3、能力目标:能具备编制复杂表面零件的数控加工程序的能力。
[理论知识]
一、固定形状粗加工复合循环(G73)
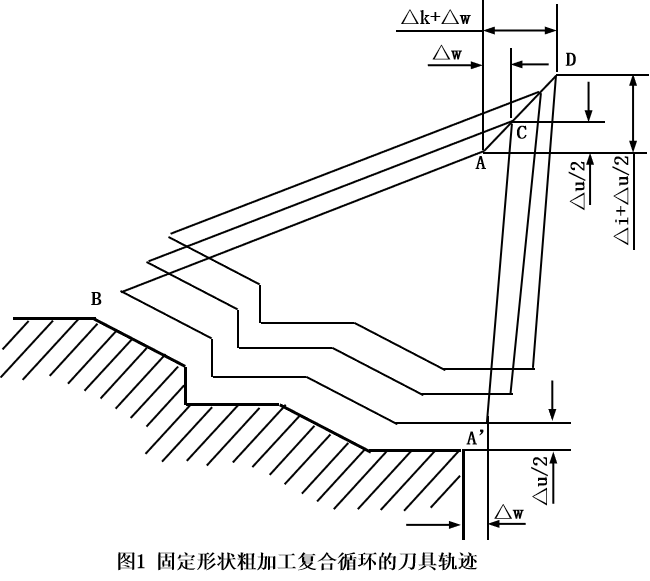
固定形状粗加工复合循环是按照一定的切削形状,逐渐接近最终形状的循环切削方式。该指令适于对铸、锻毛坯切削,对零件轮廓的单调性则没有要求。G73指令循环路径如图1所示。
加工动画:
二、指令格式
指令格式: G73 U(△i) W(△k) R(d)
G73 P(ns) Q(nf) U(△u) W(△w) F(f) S(s) T(t)
式中:
△i ——X轴向总退刀量(半径值);
△k ——Z轴向总退刀量;
d——重复加工次数;
ns——精加工程序段开始程序段段号;
nf——精加工程序段结束程序段段号;
△u——X轴向精加工余量;
△w——Z轴向精加工余量;
f、s、t——F、S、T代码。
三、指令说明
1、X方向和Z方向的精车余量Δu和Δw的正负号确定方法与G71指令相同。
2、在粗车循环过程中,可进行刀具补偿功能。
3、ns~nf程序段可不必紧跟在G73程序段后编写,但完成G73指令后,会接着执行紧跟nf程序段的下一段程序。
4、在ns~nf间任何一个程序段上的F、s、T功能均无效,仅在G73中指定的F、s、T功能有效。
5、ns程序段只能是G00或G01指令。
6、在G73指令执行过程中,可以停止自动运行并手动移动,但要再次执行G73循环时,必须返回手动移动前的位置。
7、G73中ns~nf间的程序段不能使用的指令如下:
(1)除G04(暂停)外的其他00组G指令;
(2)除G00,G01、G02、G03外的其他01组G指令;
(3)子程序调用指令(如M98/M99)。
四、应用举例
用固定形状粗加工复合循环指令编制图2所示零件粗加工程序,径向精加工余量1mm,轴向精加工余量0.5mm,Ф120mm表面不加工。
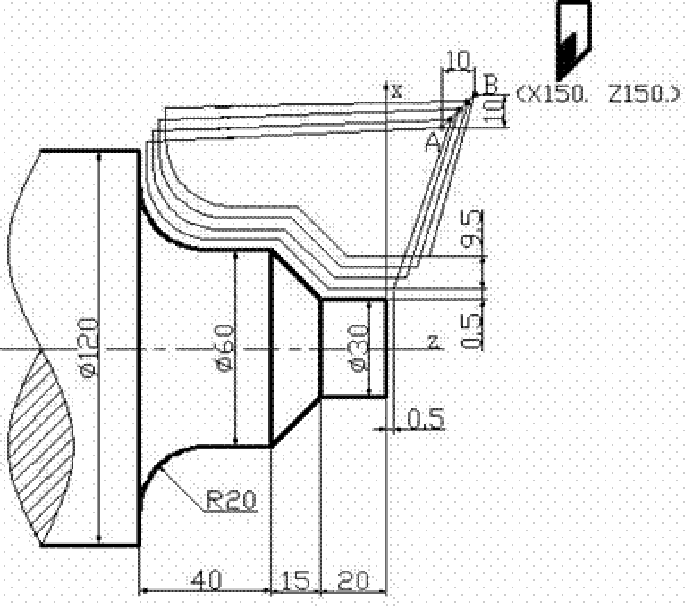
图2 固定形状循环指令应用
加工仿真轨迹如下:
程序如下:
O0020;
N010 G50 X150.0 Z150.0 T0101;
N020 M03 S2000;
N030 GOO G42 X140.0 Z40.0 M08;
N040 G96 S150;
N050 G73 U9.5 W9.5 R3;
N060 G73 P70 Q120 U1.0 W0.5 FO.3;
N070 GOO X30.0 Z2.0;
NO80 G01 Z-20.0 F0.15;
N090 X60.0 Z-35.0;
N100 Z-55.0;
Nll0 G02 X100.0 Z-75.0 R20.O;
N120 G01 X123.0;
N130 GOO X150.0 Z150.0 G40;
N140 M09 M05;
N150 M30;
特别提醒:
G73指令适合应用在X方向尺寸没有单调性的零件,请看如下视频:
思考:该零件能用G71/G72指令编程加工吗?为什么?
五、G70指令格式
指令格式:G70 P(ns)- Q(nf)-
说明:
(1)ns——精加工轮廓程序段中开始程序段的段号。
(2)nf——精加工轮廓程序段中结束程序段的段号。
注意:
(1) G70精车切削循环指令不能单独使用,必须在粗车切削循环G71、G72、G73之后。
(2)G70执行过程中的F、S由“ns”“nf”程序段之间给出的F、S确定。
[章节测验]

