[学习目标]
1、知识目标:根据零件图工艺分析结果进行零件的定位与装夹方案确定。
2、情感目标:培养细致严谨、认真钻研的工匠精神
3、能力目标:培养独立分析问题和解决问题的能力、团结协作的团队精神
[理论知识]
一、定位基准的选择
在数控车削中,尽量让零件在一次装夹中完成大部分甚至全部表面的加工。
1、粗基准的选择
首先应该保证所有加工表面都有足够的加工余量;其次应该保证零件上加工表面和不加工表面之间具有一定的位置精度。粗基准的选择原则如下。
(1)选择不加工表面作为粗基准。
(2)对所有表面都要加工的零件,应根据加工余量最小的表面找正。
(3)应该选用比较牢固可靠的表面作为基准,否则会使工件夹坏或松动。
(4)粗基准应选择平整光滑的表面。
(5)粗基准不能重复使用。
2、精基准的选择原则
(1)基准重合原则。采用设计基准或装配基准为定位基准,并使定位基准和测量基准重合。
(2)基准统一原则。除第一道工序外,其余工序尽量采用同一个精基准。
(3)自为基准原则。某些要求加工余量小而均匀的精加工工序,选择加工表面本身作为定位基准。
(4)互为基准原则。当对工件上两个相互位置精度要求很高的表面进行加工时,需要用两个表面互相作为基准,反复进行加工,以保证位置精度要求。
(5)便于装夹原则。选择精度较高、装夹稳定可靠的表面作为精基准。
二、常用的装夹方式
1、夹具与夹紧方式的选择
选择夹具与夹紧方式还应考虑以下几点。
(1)要尽量选用已有的通用夹具装夹,且应注意减少装夹次数。
(2)夹具要开敞,加工部位开阔,夹具上零部件应不妨碍零件各表面的加工。
(3)零件的装卸要快速、方便、可靠,以缩短机床的停顿时间。
(4)为提高数控加工效率,批量较大的零件加工可采用气动或液压夹具、多工位夹具。
(5)为满足数控加工精度,要求夹具精度高,且定位精度高。
(6)夹紧力的作用点应落在工件刚性较好的部位。
2、常用的装夹方式
(1)三爪自定心卡盘装夹。三爪自定心卡盘装夹工件方便、省时,自动定心好,但夹紧力较小,适用于装夹外形规则的中、小型圆柱形、正三边形或正六边形工件。

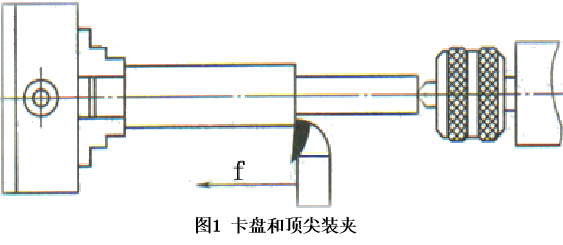
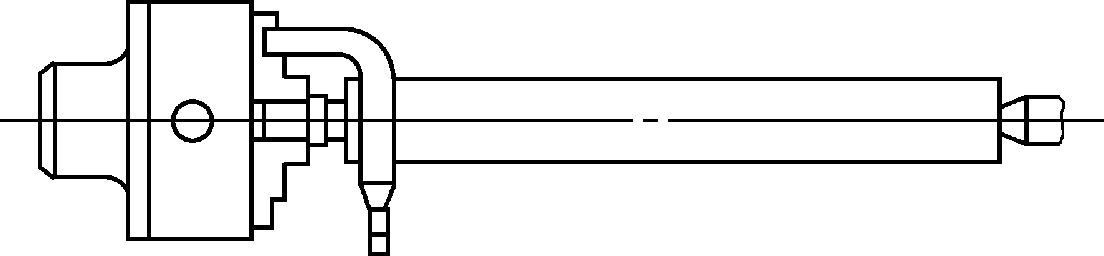
(2)卡盘和顶尖装夹。车削轴类工件,尤其是质量较大工件,还可使用尾座顶尖支持工件。即一端用卡盘夹住,另一端用后顶尖支撑。如图1所示。这种方法装夹牢靠,定位精度较高。
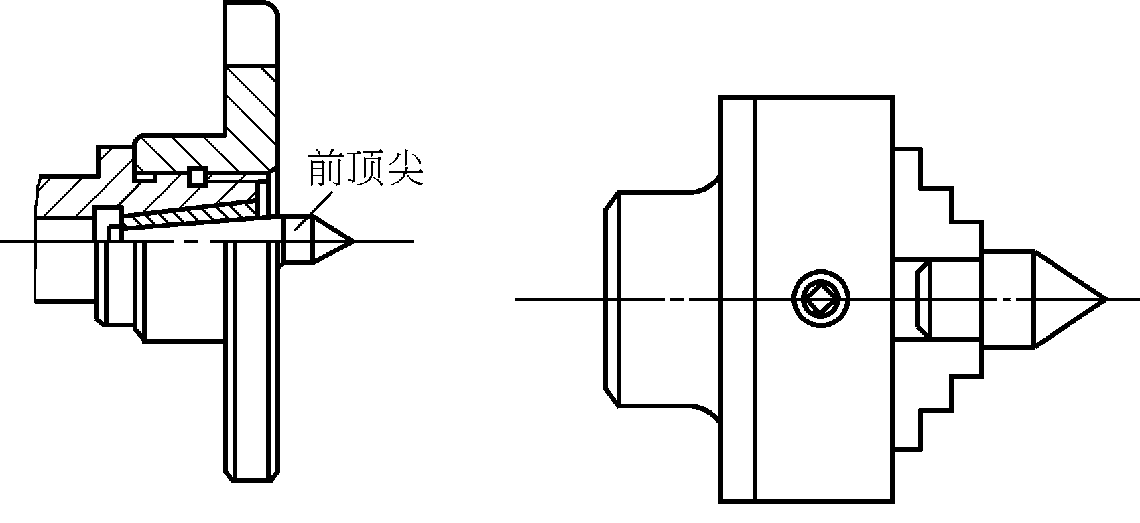
(3)两顶尖及鸡心夹头。对于长度尺寸较大或加工工序较多的轴类工件,为保证每次装夹时的装夹精度,可用两顶尖装夹。两顶尖装夹一般配合鸡心夹头使用。如图2所示。

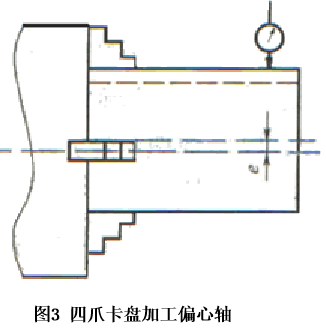
(4)四爪单动卡盘装夹。四爪单动卡盘的四个卡爪是各自独立运动的,适用于加工各种不规则的工件。图3所示,用四爪单动卡盘找正,加工偏心距为e的偏心轴。