

[学习目标]
1、知识目标:掌握螺纹加工单一循环G32/G92指令含义、程序格式、走刀路线、数值计算等相关理论知识
2、情感目标:培养严谨细致、认真钻研、创新等工匠精神。
3、能力目标:能具备螺纹结构零件的数控加工程序的能力。
[理论知识]
一、螺纹单行程切削(G32 )
1、该指令用于车削等螺距圆柱螺纹、圆锥螺纹。
2、G32指令格式
G32 X(U)_ Z(W)_ F_;
式中:X(U)、Z(W)——螺纹终点坐标,U、W是螺纹终点相对起点的增量值。
F——为螺纹导程(单线螺纹导程=螺距)。
指令使用说明
(1)车削螺纹时不要使用恒线速度控制,且进给速度倍率、主轴速度倍率无效。
(2)切削螺纹时,假如按下进给停止按钮,也必须切削完螺纹,刀具才会停止。
3、应用举例
用G32指令编程加工如图1所示圆柱螺纹。螺纹外径已加工完成。查表,螺纹牙型深度1.3mm,分5次进给,吃刀量(直径值)分别为0.9mm、0.6mm、0.6mm、0.4mm、0.1mm,空刀导入量4mm,空刀退出量2mm,采用绝对编程。
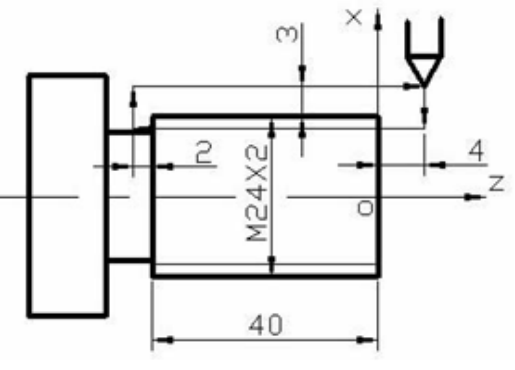
图1 螺纹轴零件图
加工程序:
…
G00 X30.0 Z4.0;
X23.1;
G32 Z-42.0 F2.0; (第一次车螺纹,背吃刀量为0.9mm)
G00 X30.0;
Z4.0;
X22.5;
G32 Z-42.0 F2.0; (第二次车螺纹,背吃刀量为0.6mm)
G00 X30.0;
Z4.0;
X21.9;
G32 Z-42.0 F2.0; (第三次车螺纹,背吃刀量为0.6mm)
G00 X30.0;
Z4.0;
X21.5;
G32 Z-42.0 F2.0; (第四次车螺纹,背吃刀量为0.4mm)
G00 X30.0;
Z4.0;
X21.4;
G32 Z-42.0 F2.0; (第五次车螺纹,背吃刀量为0.1mm)
G00 X30.0;
Z4.0;
…
二、螺纹车削单一循环指令(G92)
螺纹切削循环指令把“切入-螺纹切削-退刀-返回”4 个动作作为一个循环,如图2所示。切削圆柱螺纹如图2(a)所示,切削圆锥螺纹如图2(b)所示。
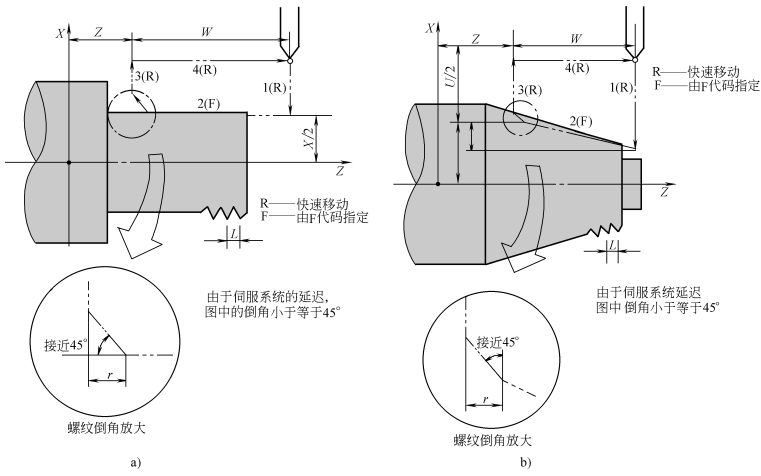
图2 G92指令加工路线示意
1、 程序格式
G92 X(U)_ Z(W)_ R_ F_;
式中,X(U)、 Z(W)--螺纹终点的坐标值
F--螺纹螺距值,
R--圆锥螺纹终点半径与起点半径的差值,R是有正负之分的,正负判断方法为,对后置刀架,刀具起于锥端大头时,R为正值,起于锥端小头时,R为负值,前置刀架则正好相反,对圆柱螺纹不写“R_”。
仿真加工视频:
2、 应用举例
用G92指令编制加工图1圆柱螺纹程序(使用绝对坐标)。
加工程序:
…
G00 X30.0 Z4.0;
G92 X23.3 Z-42.0 F2.0; (第一次车螺纹,背吃刀量为0.5mm)
X22.9 (第二次车螺纹,背吃刀量为0.4mm)
X22.5 (第三次车螺纹,背吃刀量为0.4mm)
X22.2; (第四次车螺纹,背吃刀量为0.3mm)
X21.9; (第五次车螺纹,背吃刀量为0.3mm)
X21.6; (第六次车螺纹,背吃刀量为0.3mm)
X21.4; (第五次车螺纹,背吃刀量为0.2mm)
…
[章节测验]

