

[学习目标]
1、知识目标:掌握圆弧插补G02/G03指令含义、程序格式和走刀路线等相关理论知识
2、情感目标:培养严谨细致、认真钻研、创新等工匠精神。
3、能力目标:能具备编制圆弧面零件的数控加工程序的能力。
[理论知识]
一、圆弧插补指令(G02/G03)
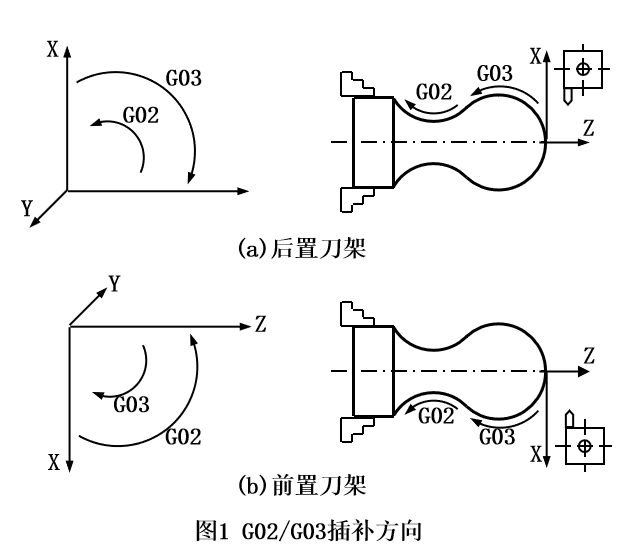
G02为顺时针圆弧插补指令,G03为逆时针圆弧插补指令。如图1所示,逆着Y轴正向看,走刀方向绕Y轴顺时针转动的为顺圆,反之为逆圆。
为了方便记忆,大家可以这样记:凸弧G03,凹弧G02。
二、指令格式
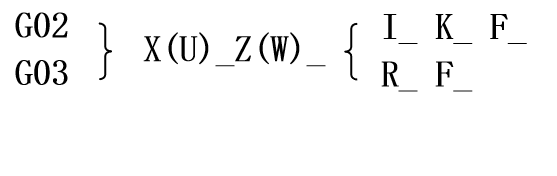
式中:
X(U)、Z(W)——圆弧终点坐标。
X、Z为圆弧终点在工件坐标系中的坐标;
U、W为圆弧终点相对于圆弧起点增量值。
I、K——圆心相对于圆弧起点的增量坐标。
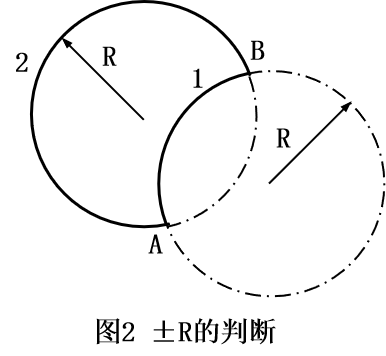
R——圆弧半径;如图2所示,圆心角α≤180°时,用“+R”(圆弧1);α>180°时,用“-R”(圆弧2)。
F——被编程的两个轴的合成进给速度。
三、应用举例
编程加工图3所示轮廓。
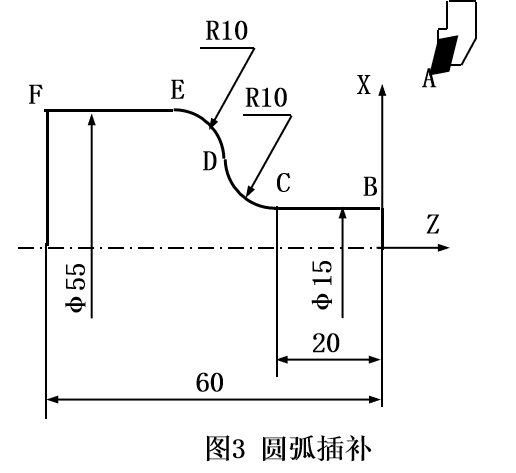
①绝对值编程
……
G00 X15.0 Z2.0;
G01 Z-20.0 F0.3; (直线插补到C点)
G02 X35.0 Z-30.0 I10.0 K0; (顺圆弧插补到D点)
G03 X55.0 Z-40.0 R10.0; (逆圆弧插补到E点)
G01 Z-60.0; (直线插补到F点)
……
②增量值编程
……
G00 X15.0 Z2.0;
G01 Z-20.0 F0.3; (直线插补到C点)
G02 U20.0 W-10.0 R10.0; (顺圆弧插补到D点)
G03 U20.0 W-10.0 I0 K-10.0; (逆圆弧插补到E点)
G01 Z-60.0; (直线插补到F点)
……
[章节测验]
![]()

