
加工工序及进给路线拟定
上一节
下一节

[项目引入]
2019年9月,学院承接了某公司一批连接轴零件外协加工订单,订单数为100件。
材料:45钢
毛坯:Φ80×120mm棒料
要求:分析其数控车削加工工艺

[学习目标]
1、知识目标:通过对零件图工艺分析结果完成工序划分、加工路线拟定。
2、情感目标:培养细致严谨、认真钻研的工匠精神
3、能力目标:培养独立分析问题和解决问题的能力、团结协作的团队精神
[项目实施]
该零件内、外表面加工走刀路线如图1、2所示。
加工顺序为:
①第—次装夹工件右端,加工左端面→钻中心孔→钻通孔→内锥面→Φ32内圆→C2倒角→Φ50外圆→Φ58台阶→R5圆弧→C2倒角→Φ78外圆。
②第二次装夹工件左端Φ50外圆,加工右端面→C2倒角→螺纹外径→Φ52外圆→轴肩→C2倒角→退刀槽→螺纹。
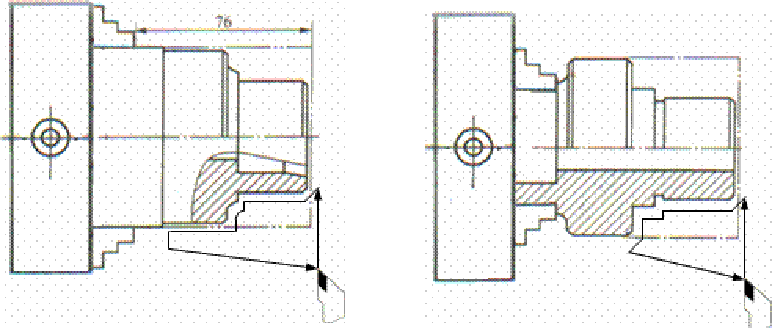
图1 工件第一次走刀路线 图2 工作第二次走刀路线
按加工过程确定进给路线如下:
1)第一次装夹φ80mm外圆表面,粗车加工零件左侧端面、2×45°倒角、φ50mm外圆、φ58mm台阶、R5mm圆弧、2×45°倒角、φ78mm外圆;
2)精加工上述轮廓;
3)钻中心孔;
4)钻孔,φ20mm通孔;
5)粗加工φ32mm内轮廓;
6)精加工φ32mm内轮廓;
7)掉头装夹φ50mm外圆,粗加工右端面、2×45°倒角、M45螺纹、φ42mm退刀槽、φ52mm外圆、轴肩、2×45°倒角;
8)精加工上述轮廓;
9)精加工φ20mm内轮廓;
10)切槽;
11)螺纹加工。
[章节测验]

