

[学习目标]
1、知识目标:掌握子程序指令M98/M99指令作用、含义、程序格式、应用等相关理论知识
2、情感目标:培养严谨细致、认真钻研、创新等工匠精神。
3、能力目标:能具备利用子程序进行数控加工程序的能力。
[理论知识]
一、子程序调用指令作用
有些被加工零件上有多个形状和尺寸都相同的部位,可将重复出现的程序串按一定格式编成子程序贮存在存储器中,由主程序调用,以简化编程。如图1所示,8个圆弧槽的加工零件即可使用子程序。
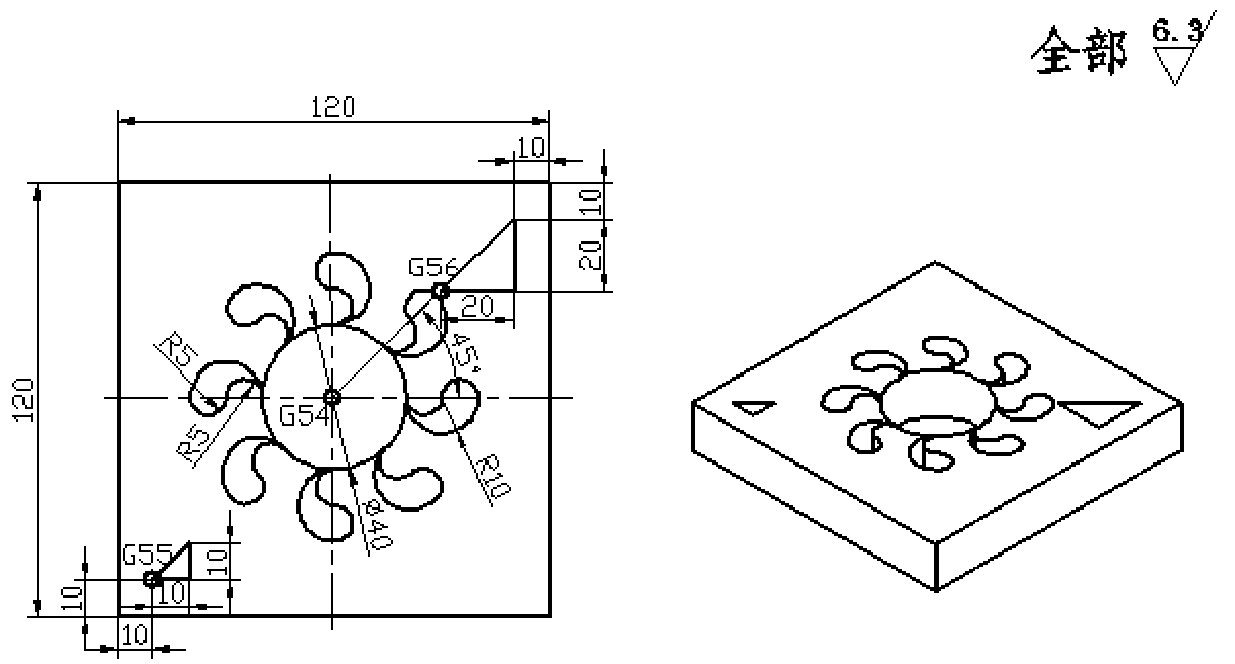
图1 圆弧槽的加工零件图
二、子程序结构三要素
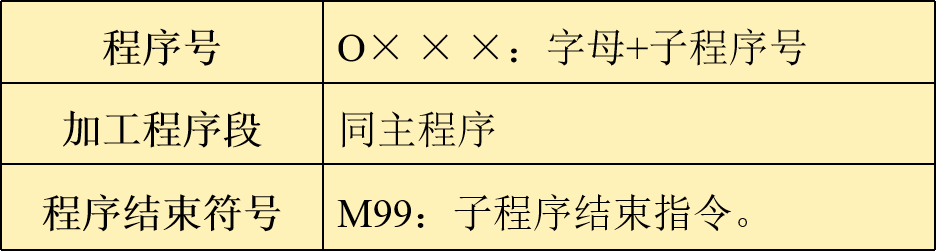
三、子程序格式
程序格式:
![]()
式中: M98——子程序的调用指令;
P——指定调用的子程序,后面的4位数字为子程序号;
L——后面的数字为重复调用子程序次数,系统允许重复调用次数为9999次。
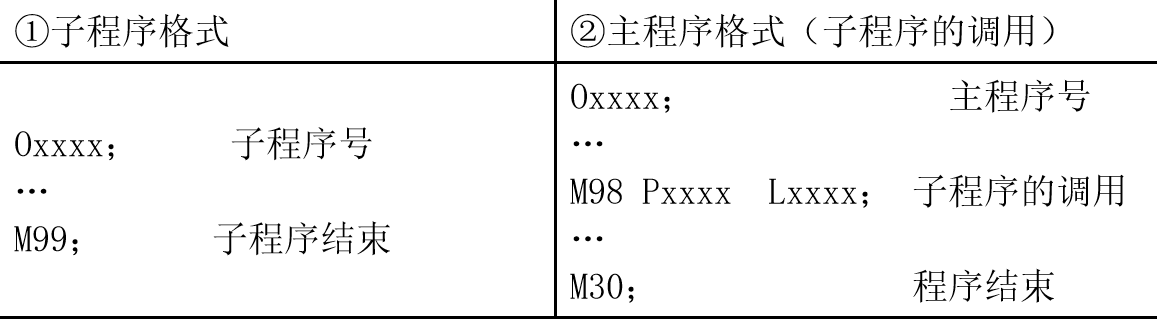
M99——子程序结束指令;
例: M98P32000;连续调用3次2000号子程序
M98P30002:连续调用3次2号子程序
M98P2:调用1次2号子程序
注意:子程序调用要求占用一个单独的程序段。
四、子程序嵌套
子程序嵌套:主程序调用子程序,子程序还可以调用下一级子程序。
子程序的调用最多可以嵌套4级。
在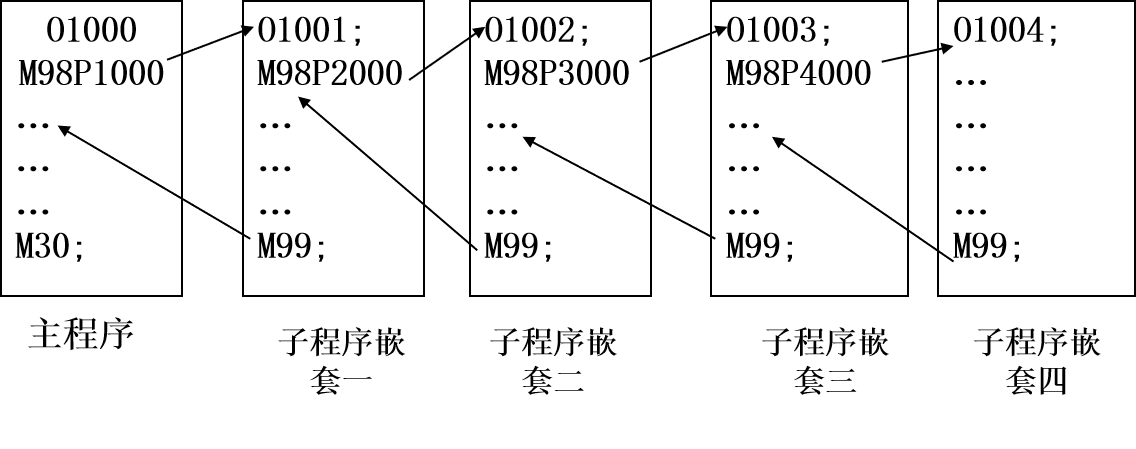
在调用时请注意:
1、子程序不能单独执行;
2、子程序与主程序同等地位单独输入。
五、子程序执行
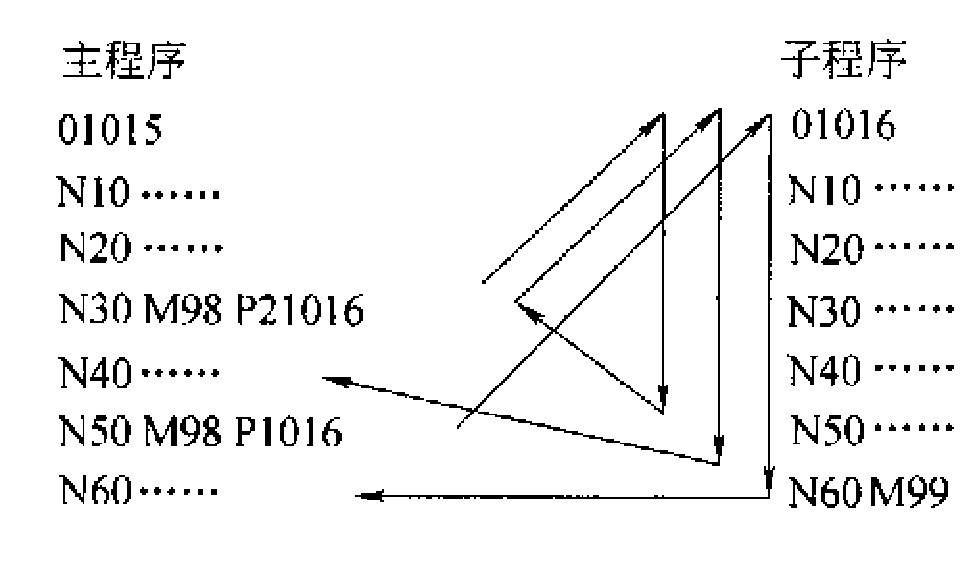
例在主程序o1015主程序中调用o1016子程序,执行情况如下:
六、子程序应用
子程序应用在以下几个方面:
1、零件若干处具有相同的轮廓形状时,可以只编写一个轮廓形状的子程序,然后用主程序来调用该子程序。
2、需要刀具在某一区域分层或分行走刀,采用子程序比较方便。
3、加工中心编写的程序往往包含许多独立的工序,把每一个独立的工序编成一个子程序,主程序中只有换刀和调用子程序等指令。
例:试用子程序编制“奥运五环”(切深5 mm)。
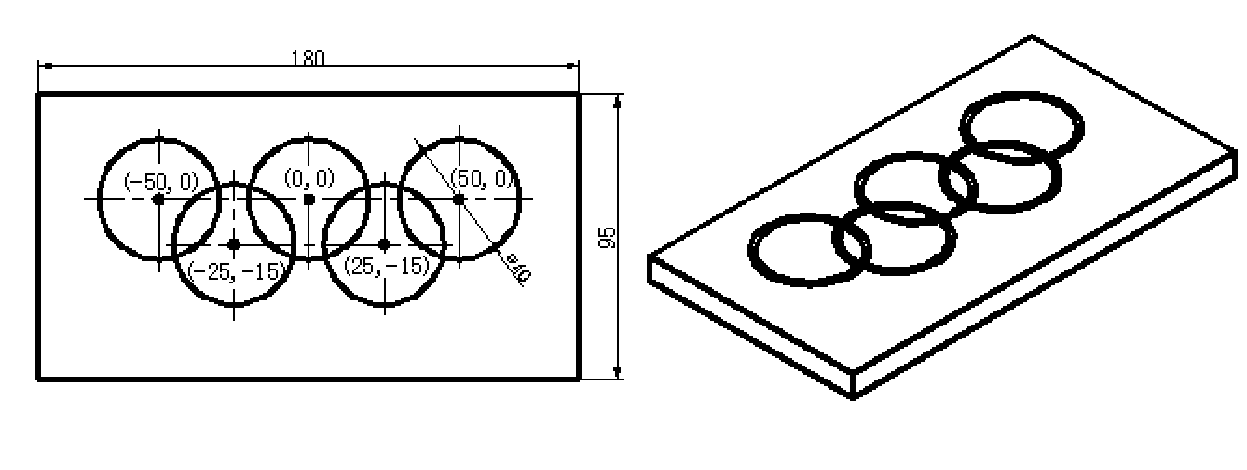
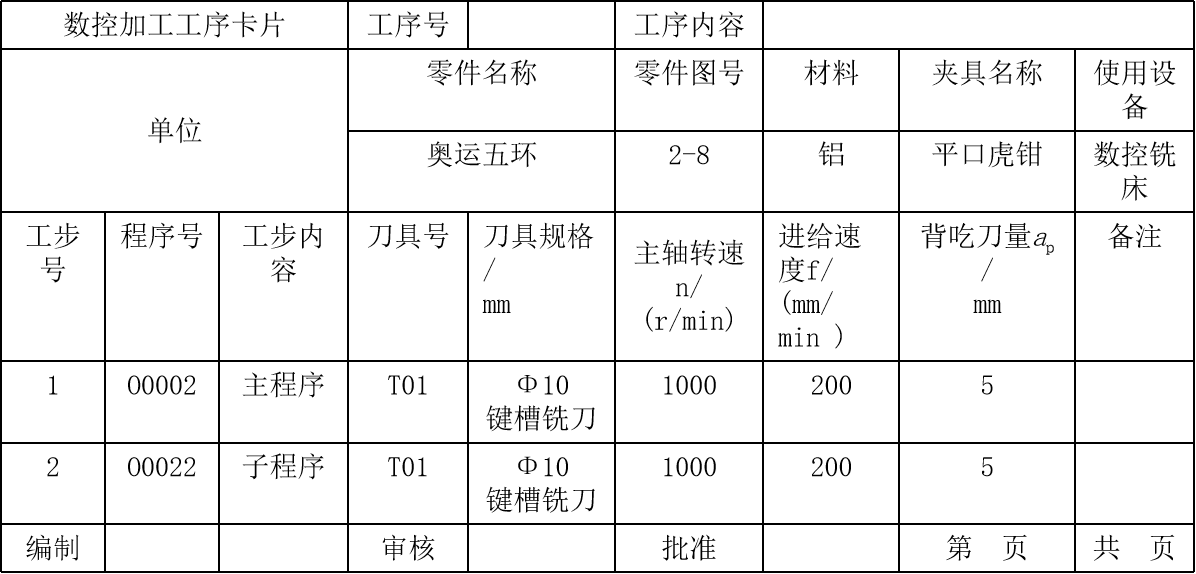
通过零件图,确定“奥运五环”零件数控加工工序卡:
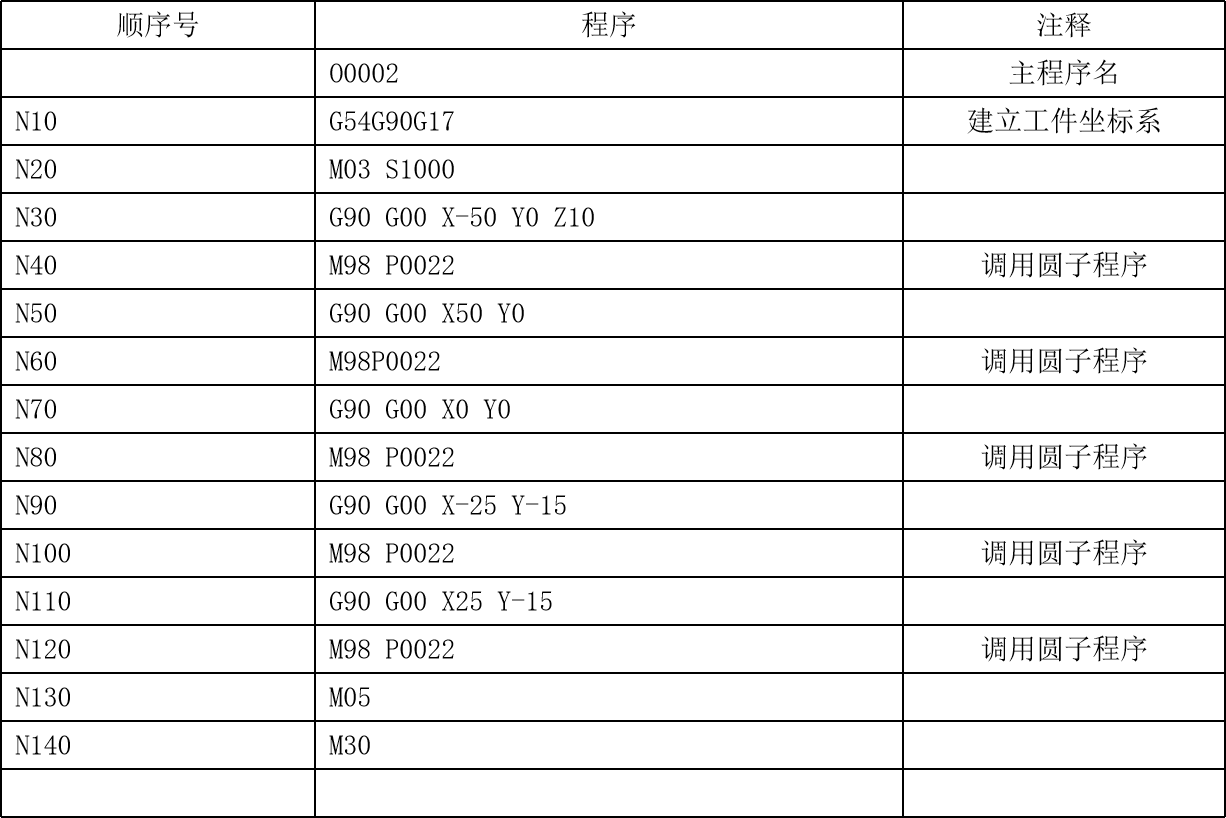
根据工艺分析,编制加工主程序:
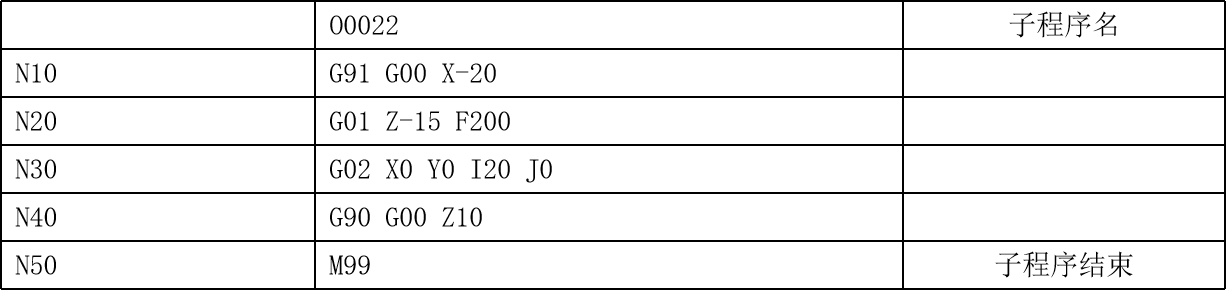
子程序:
[章节测验]

