

[项目导入]
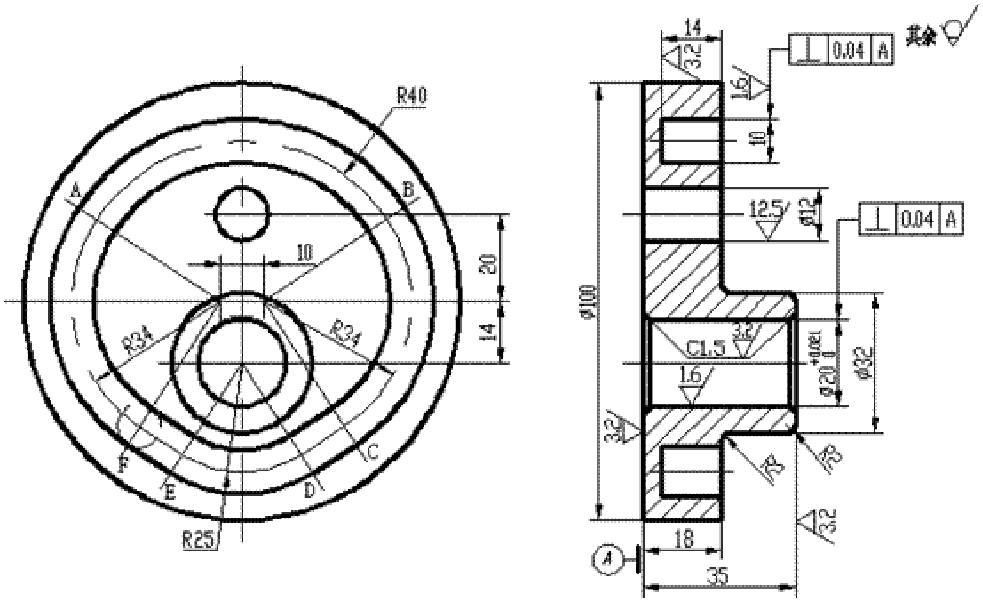
2019年9月,学院承接了某公司一批槽形凸轮零件样板件的外协加工订单,生产类型为单件。其外轮廓已经由前道工序加工,本工序的任务就是加工凸轮槽与Φ12mm和Φ20mm的两个孔。
材料:HT200
要求:分析其数控铣削加工工艺,编制数控加工工艺过程卡、工序卡、刀具卡等工艺规程。
[学习目标]
1、知识目标:掌握数控机床铣床类型及加工对象
2、情感目标:培养爱岗敬业的工匠精神
3、能力目标:培养独立分析问题和解决问题的能力
[理论知识]
一、数控铣床的用途
铣床的加工表面形状一般是由直线、圆弧或其他曲线所组成。其加工工艺类型主要包括铣内外轮廓、槽、球面、非圆曲面、成形面、钻孔、镗孔、铰孔、螺纹等。
二、数控铣床类型和主要加工对象
1、数控铣床的分类
(1)按铣床主轴的位置分类
1)卧式数控铣床。其铣床主轴主轴轴线垂直于水平面,如图1所示。
2)立式数控铣床。其铣床主轴主轴轴线平行于水平面,如图2所示。
3)卧、立式数控铣床。立、卧两用数控铣床指一台机床上有立式和卧式2个主轴,或者主轴可作90°旋转的数控铣床,如图3所示。主要用于箱体类零件以及各类模具的加工。
4)龙门数控铣床。是对称的双立柱结构的大尺寸的数控铣床,如图4所示,机床的整体刚性和强度较大。该铣床主要用于大型机械零件及大型模具的加工。

 图1 卧式数控铣床 图2 立式数控铣床
图1 卧式数控铣床 图2 立式数控铣床


图3 卧、立式两用数控铣床 图4 龙门数控铣床
(2)按数控系统的功能分类
1)经济型数控铣床。一般可以实现3轴联动。该类数控铣床成本较低,功能简单,精度不高,适合一般零件的加工。
2)全功能型数控铣床。一般采用闭环或半闭环控制,数控系统功能完善,一般可以实现3轴以上联动,如加工螺旋槽、叶片等空间零件,加工适应性强,精度较高。
3)高速铣削数控铣床。一般把主轴转速在8000~40000r/min的数控铣床称为高速铣削数控铣床,其进给速度可达10~30m/min。这种数控铣床采用全新的机床结构(主体结构及材料变化)、功能部件(电主轴、直线电机驱动进给)和功能强大的数控系统,并配以加工性能优越的刀具系统,可对曲面进行高效率、高质量的加工。
2、加工中心的特点与类型
加工中心与数控铣床类似,但配备有刀库,能自动更换刀具,可以实现3轴以上联动,对工件进行多工序加工,加工效率高、精度高。
3、数控铣床主要加工对象
数控铣床主要加工对象:主要用于平面轮廓零件、空间曲面零件和孔类零件等的加工。
(1)平面轮廓类零件。平面轮廓类零件是指零件的各个加工单元面均为平面,或可展开为平面,如图5所示。一般只用数控铣床的两坐标联动就可以加工出来。
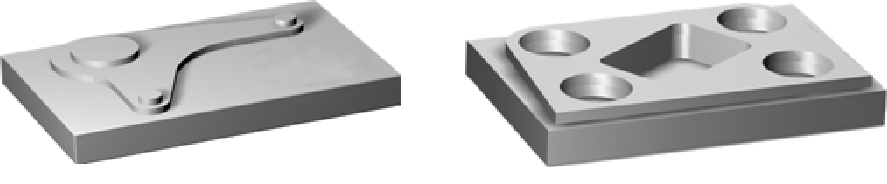
图5 平面轮廓类零件
(2)变斜角类零件。变斜角类零件其加工面与水平面的夹角呈连续变化,加工面不能展开为平面。一般要采用多坐标联动的数控铣床加工,也可以两轴半联动近似加工,但精度差。如图6。
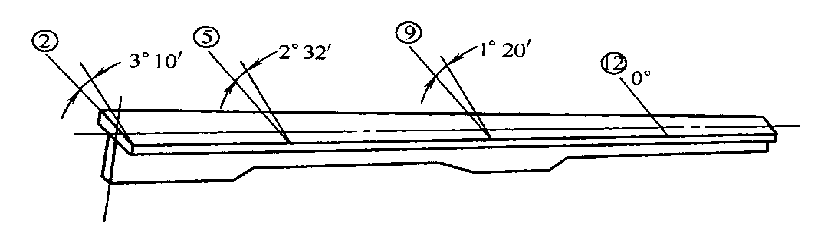
图6 变斜角零件
(3)空间曲面类零件。加工空间曲面的零件,如图7所示,通常利用3坐标数控铣床通过两轴联动、第3轴周期性移动的方式来加工。若用3坐标联动数控铣床,还能加工形状更加复杂的空间曲面。

图7 空间曲面零件
(4)孔类零件。孔类零件一般都有多组不同类型的孔,如图8所示。加工中心更适合精密、复杂零件加工,周期性重复投产零件加工,多工位、多工序集中的零件加工,具有适当批量的零件加工等。

图8 孔类零件
[章节测验]

