

[学习目标]
1、知识目标:掌握阶梯轴工艺结构特点;加工工序安排;刀具选用;走刀路线等相关理论知识
2、情感目标:培养严谨细致、认真钻研、创新等工匠精神
3、能力目标:能制订轴类零件的数控加工工艺;能具备编制中等复杂轴类零件的数控加工程序的能力;能正确选择和安装加工轴类零件的刀具。
[理论知识]
一、阶梯轴的结构工艺特点
轴零件的类型很多,常见轴的结构形状如图1所示:
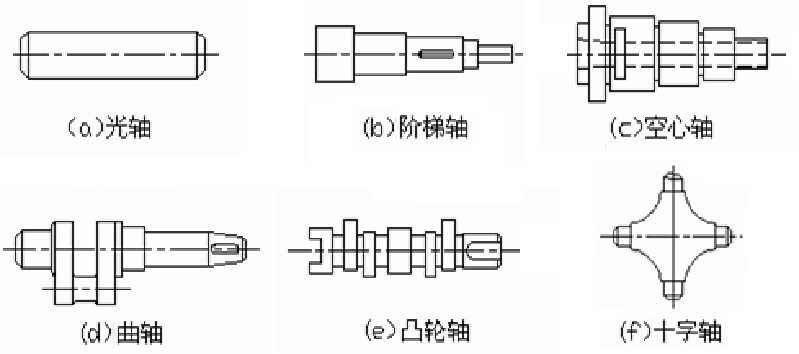
图1 轴的结构
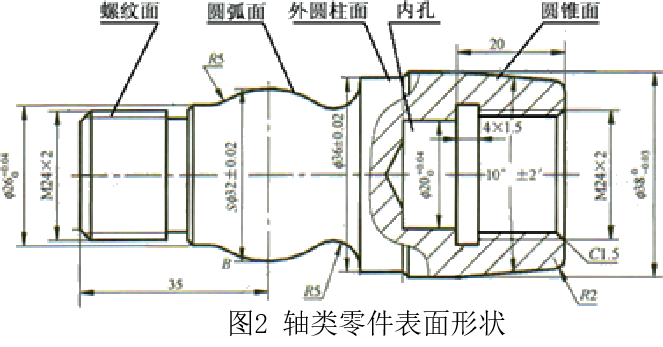
轴类零件可由车床加工成型的的表面形状有:外圆柱面、内孔、圆锥面、螺纹面、圆弧面等,如图2所示:
二、阶梯轴加工阶段的划分和加工顺序的安排
一般把加工阶段划分为毛坯处理、粗加工、半精加工、精加工四个阶段。
1、毛坯处理
毛坯备料、锻造和正火
2、粗加工阶段
粗加工:锯去多余部分,车端面、钻中心孔和荒车外圆等。
3、半精加工阶段
半精加工前热处理:对于45钢一般采用调质处理以达到220~240HBS;
半精加工:半精车外圆、端面和钻、车内孔,车工艺锥面(定位锥孔)等。
4、精加工阶段
对于轴表面硬度要求不高,精车就可满足要求的阶梯轴,可直接精车;对于轴表面硬度、精度和粗糙度要求较高的轴或轴段,要做磨削加工。
零件加工用的粗、精基准选定后,总是先加工定位基准面,为后面的工序做好准备。
二、阶梯轴零件加工的刀具选择
阶梯轴零件的数控车削主要有车外圆、端面、沟槽和切断。常用的刀具有外圆车刀和外圆切刀,如图3所示:
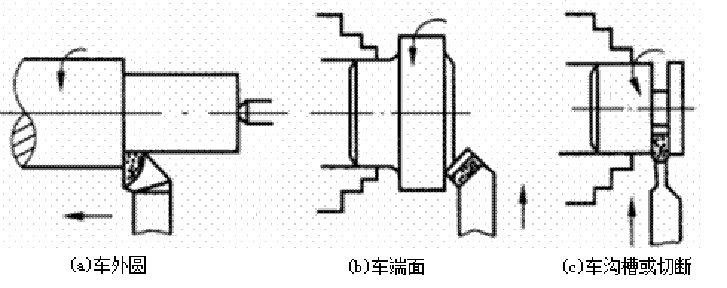
图3 车削用刀具
1、外圆车刀的选择
粗车削加工阶段应选强度大、排屑好的车刀。一般应选主偏角90°、93°、95°,副偏角较小,前角和后角较小,刃倾角较小,排屑槽排屑顺畅的车刀。
精车加工阶段应选用刀刃锋利、带有修光刃的车刀,并且排屑槽必须使切屑排向工件待加工表面方向。一般应选择主偏角95°、107°、117°,副偏角较小,前角和后角较大,刃倾角较大的车刀。
2、切断刀的选择
根据所切槽宽选择切断刀的宽度;切削刃长度要大于槽深。
3、切刀的装夹
(1)切刀伸出刀架不宜过长,刀头中心线必须装得与工件轴线垂直。
(2)切断实心工件时,切刀刀尖必须装得与工件轴线等高。
四、阶梯轴的车削走刀路线
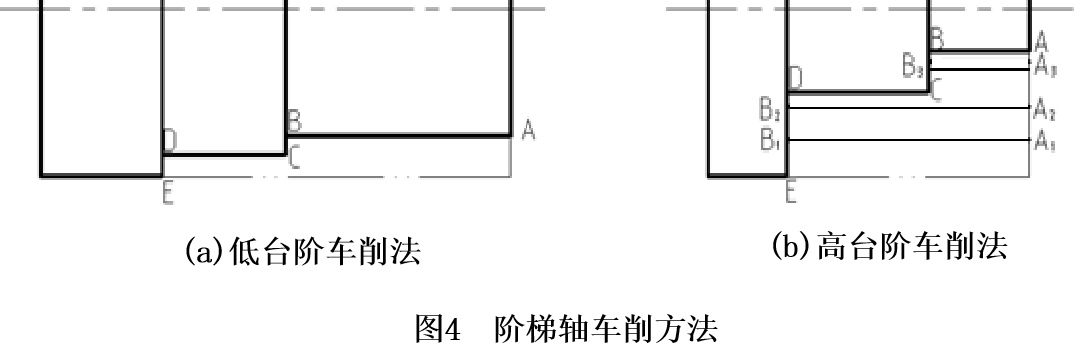
1、低台阶车削
相邻两圆柱体直径差较小,可用车刀一次切出。加工路线为A→B→C→D→E。如图4a所示。
2、高台阶车削
相邻两圆柱体直径差较大,采用分层切削,粗加工路线依次为A1→B1、A2→B2、A3→B3精加工路线为A→B→C→D→E。如图4b所示。
[章节测验]

