液压与气压传动
-
1.1编 委 会
-
1.2鸣谢学校名单
-
1.3总序
-
1.4前言
-
1.5第1章 液压传动与控制概述
-
1.5.11.1 液压传动系统的定义及工作原理
-
1.5.21.2 液压传动系统的组成和表示方法
-
1.5.31.3 液压系统的优缺点
-
1.5.41.4 液压传动的应用
-
1.5.51.5 液压与气压传动的发展前景
-
1.5.6习 题 1
-
1.6第2章 液压传动流体力学基础
-
1.6.12.1 液压传动的工作介质
-
1.6.22.2 液压油的污染及其控制
-
1.6.32.3 液体静力学
-
1.6.42.4 液体动力学
-
1.6.52.5 管道中液流的特性
-
1.6.62.6 液体流经小孔和缝隙的流量压力特性
-
1.6.72.7 液压冲击和气蚀现象
-
1.6.8习 题 2
-
1.7第3章 液压动力元件
-
1.7.13.1 液压动力元件概述
-
1.7.23.2 齿轮泵
-
1.7.33.3 叶片泵
-
1.7.43.4 柱塞泵
-
1.7.53.5 液压泵性能比较和选用
-
1.7.6习 题 3
-
1.8第4章 液压执行元件
-
1.8.14.1 液压马达
-
1.8.24.2 液压缸
-
1.8.3习 题 4
-
1.9第5章 液压控制阀
-
1.9.15.1 液压控制阀的概述
-
1.9.25.2 压力控制阀
-
1.9.35.3 流量控制阀
-
1.9.45.4 方向控制阀
-
1.9.55.5 插装阀、叠加阀、数字阀
-
1.9.6习 题 5
-
1.10第6章 液压辅助元件
-
1.10.16.1 液压辅助元件概述
-
1.10.26.2 滤油器
-
1.10.36.3 蓄能器
-
1.10.46.4 油箱
-
1.10.56.5 密封装置
-
1.10.66.6 管道与管接头
-
1.10.76.7 热交换器
-
1.10.8习 题 6
-
1.11第7章 液压基本回路
-
1.11.17.1 压力控制回路
-
1.11.27.2 速度控制回路
-
1.11.37.3 方向控制回路
-
1.11.47.4 多缸工作控制回路
-
1.11.5习 题 7
-
1.12第8章 典型液压系统
-
1.12.18.1 组合机床动力滑台液压系统
-
1.12.28.2 3150kN通用压力机液压系统
-
1.12.38.3 注塑机液压系统
-
1.12.48.4 汽车起重机液压系统
-
1.12.58.5 车床液压系统
-
1.12.6习 题 8
-
1.13第9章 液压系统的设计和计算
-
1.13.19.1 明确液压系统的设计要求
-
1.13.29.2 工况分析和确定液压系统的主要参数
-
1.13.39.3 液压系统原理图的拟定
-
1.13.49.4 液压元件的计算和选择
-
1.13.59.5 液压系统的性能验算
-
1.13.69.6 绘制正式工作图和编写技术文件
-
1.13.79.7 液压系统的设计计算举例
-
1.13.8习 题 9
-
1.14第10章 气压传动
-
1.14.110.1 气压传动概述
-
1.14.210.2 气源装置及辅助元件
-
1.14.310.3 气动执行元件
-
1.14.410.4 气动控制元件
-
1.14.510.5 气动基本回路
-
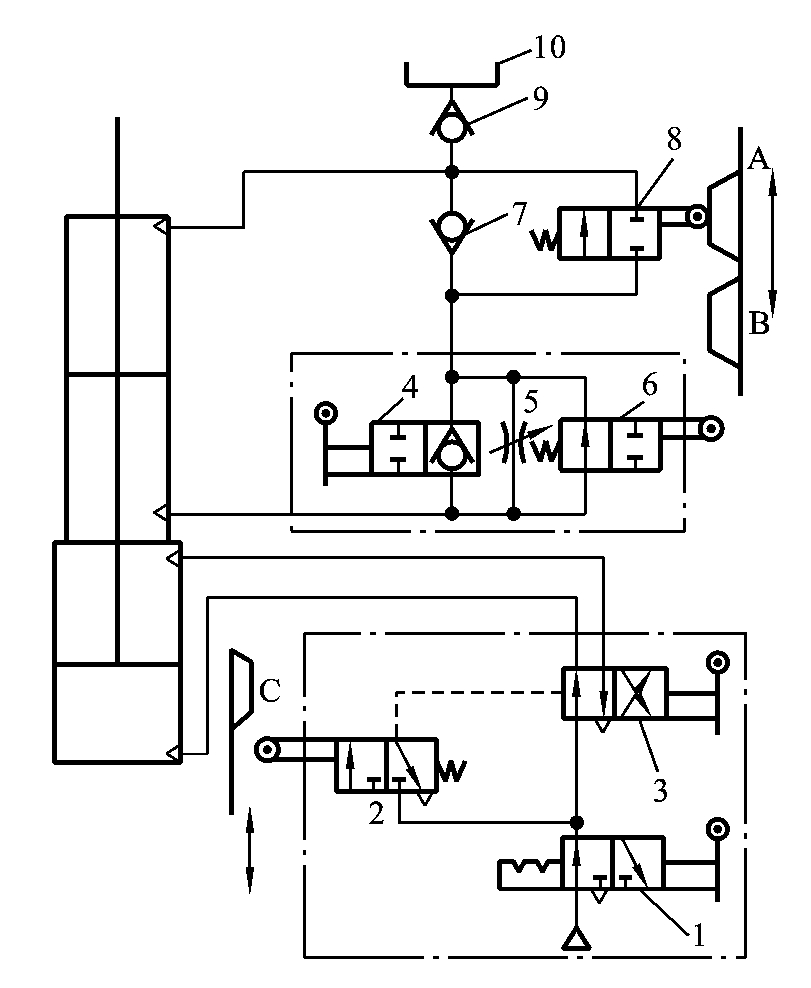
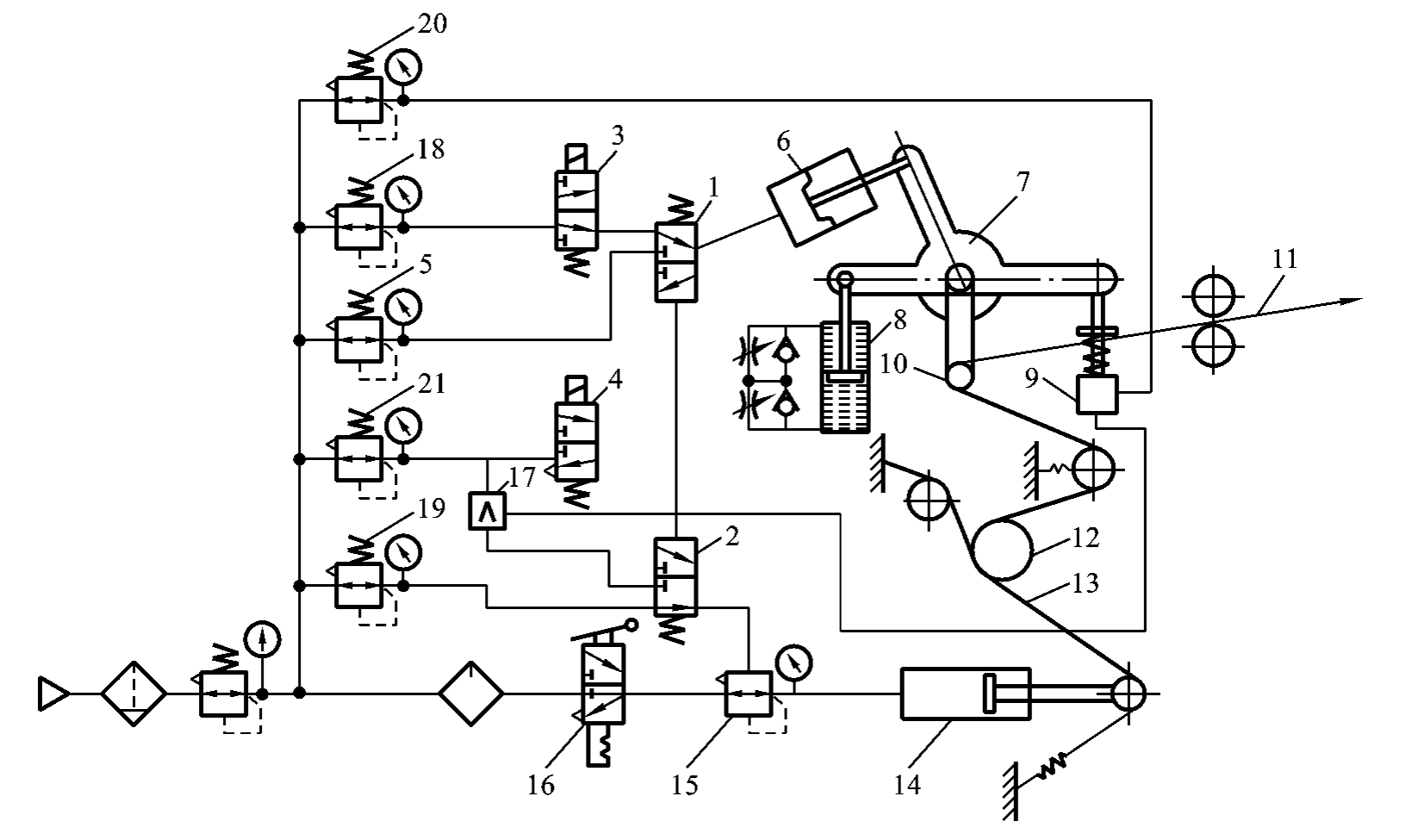
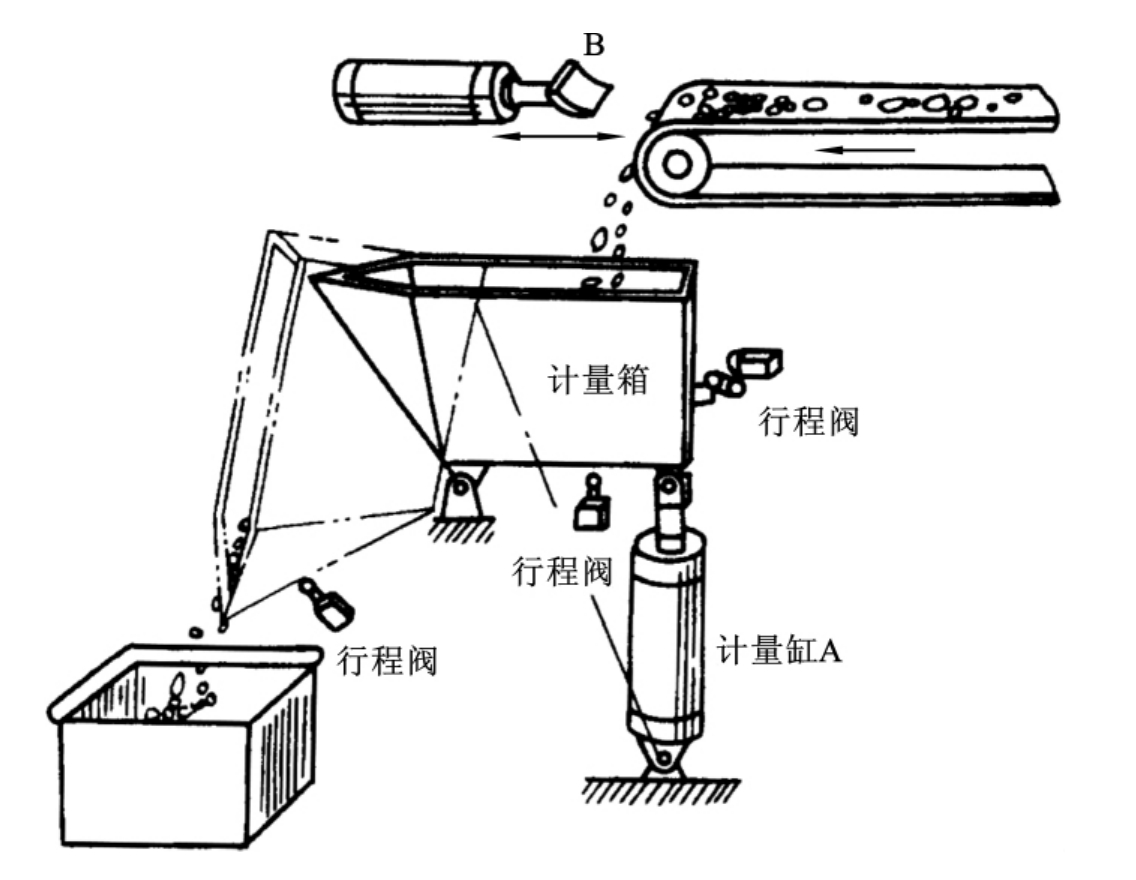
1.14.610.6 气动系统实例
-
1.14.7习 题 10
-
1.15附录 液压与气动图形符号
-
1.16参考文献