工程材料与热加工
-
1.1前 言
-
1.2模块1 金属学及热处理
-
1.2.1项目1 金属材料的性能
-
1.2.1.1任务1 金属材料的力学性能
-
1.2.1.2任务2 金属材料的工艺性能
-
1.2.2项目2 金属与合金的结构与结晶
-
1.2.2.1任务1 金属的晶体结构
-
1.2.2.2任务2 实际金属的晶体结构
-
1.2.2.3任务3 金属的结晶
-
1.2.2.4任务4 合金中的相
-
1.2.2.5任务5 二元合金状态图
-
1.2.3项目3 金属的塑性变形与再结晶
-
1.2.3.1任务1 金属的塑性变形
-
1.2.3.2任务2 塑性变形对金属组织和性能的影响
-
1.2.3.3任务3 金属的热加工
-
1.2.4项目4 铁碳合金状态图
-
1.2.4.1任务1 铁碳合金的基本相
-
1.2.4.2任务2 铁碳合金状态图的分析
-
1.2.4.3任务3 铁碳合金的性能与组织、成分间的关系及其状态图的应用
-
1.2.5项目5 钢的热处理
-
1.2.5.1任务1 钢在加热时的转变
-
1.2.5.2任务2 钢在冷却时的转变
-
1.2.5.3任务3 钢的退火与正火
-
1.2.5.4任务4 钢的淬火
-
1.2.5.5任务5 钢的回火
-
1.2.5.6任务6 钢的淬透性
-
1.2.5.7任务7 钢的表面淬火
-
1.2.5.8任务8 钢的化学热处理
-
1.3模块2 工程材料
-
1.3.1项目6 碳钢及合金钢
-
1.3.1.1任务1 钢的分类和编号
-
1.3.1.2任务2 碳、杂质及合金元素在钢中的作用
-
1.3.1.3任务3 结构钢
-
1.3.1.4任务4 工具钢
-
1.3.1.5任务5 特殊性能钢
-
1.3.2项目7 铸 铁
-
1.3.2.1任务1 铸铁的分类与铸铁的石墨化
-
1.3.2.2任务常用铸铁
-
1.3.2.3任务3 合金铸铁简介
-
1.3.3项目8 非铁金属及其合金
-
1.3.3.1任务1 铝及其合金
-
1.3.3.2任务2 铜及其合金
-
1.3.3.3任务3 钛合金
-
1.3.3.4任务4 滑动轴承合金
-
1.3.3.5任务5 粉末冶金与硬质合金
-
1.3.3.6任务6 高分子材料
-
1.3.3.7任务7 陶 瓷
-
1.3.3.8任务8 复合材料
-
1.3.4项目9 典型零件的选材及热处理工艺的应用
-
1.3.4.1任务1 概 述
-
1.3.4.2任务2 零件的失效分析简介
-
1.3.4.3任务3 热处理技术条件标注和工序位置
-
1.3.4.4任务4 制定热处理工艺的原则及热处理结构工艺性
-
1.3.4.5任务5 典型零件(或工具)的选材及热处理
-
1.4模块3 热加工基础
-
1.4.1项目10 铸 造
-
1.4.1.1任务1 砂型铸造
-
1.4.1.2任务2 常用合金的铸造性能
-
1.4.1.3任务3 铸件的结构工艺性
-
1.4.1.4任务4 特种铸造
-
1.4.2项目11 锻 压
-
1.4.2.1任务1 概 述
-
1.4.2.2任务2 自由锻
-
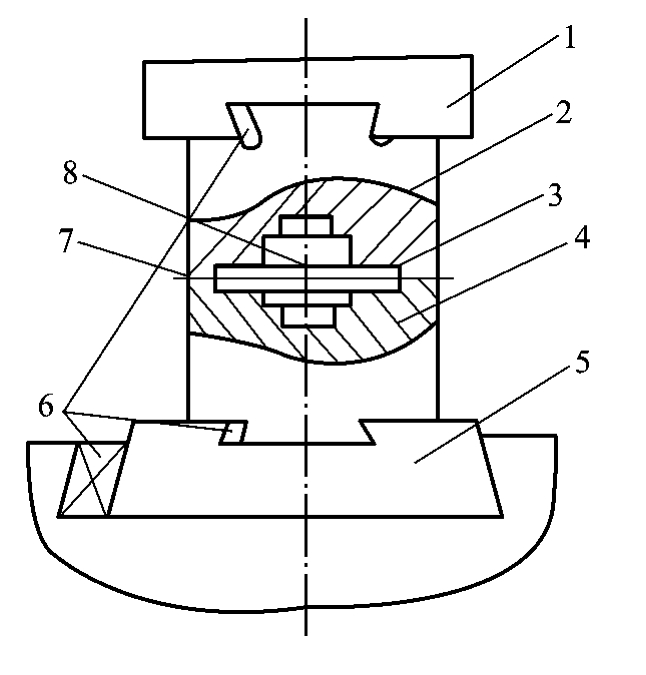
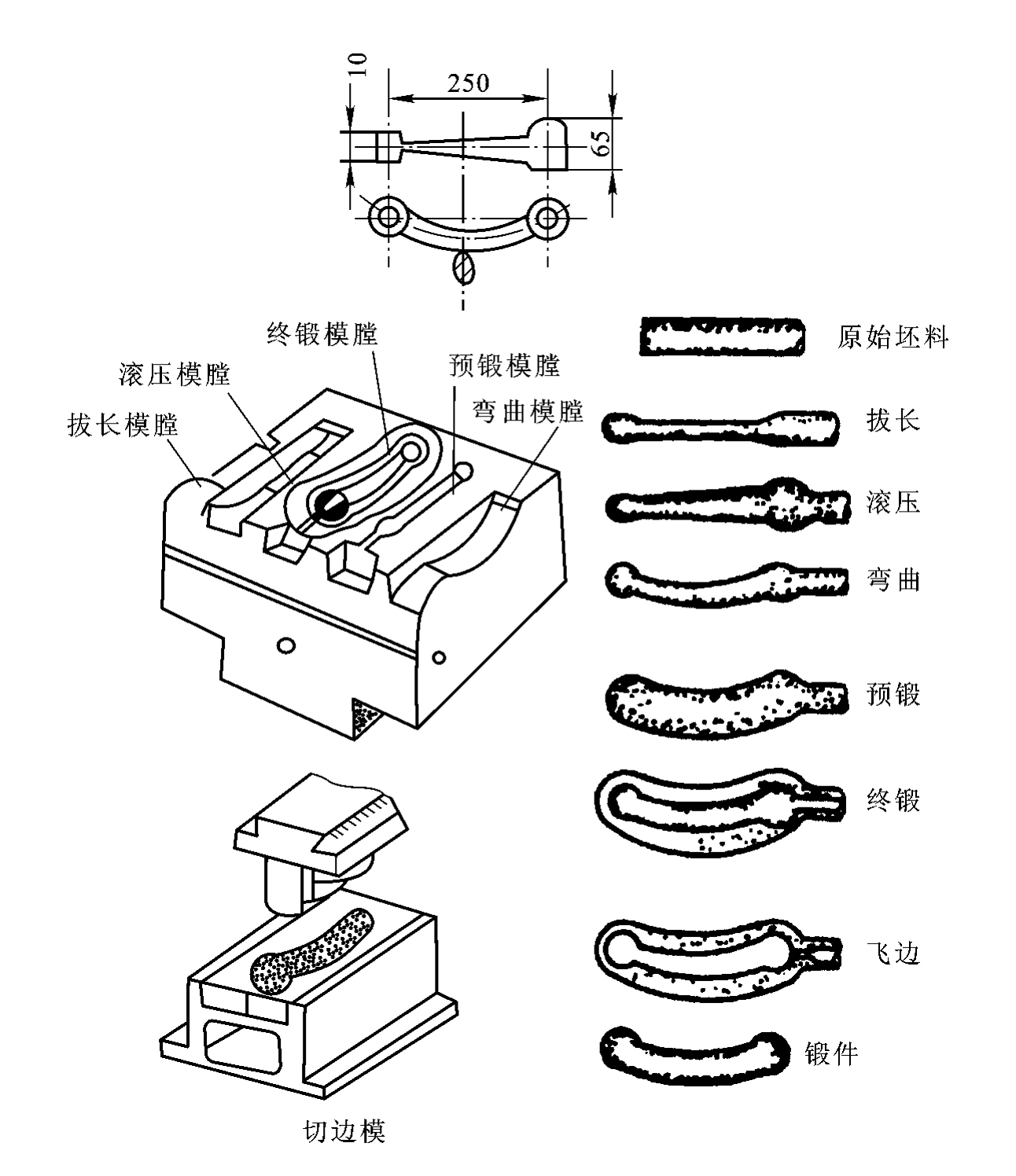
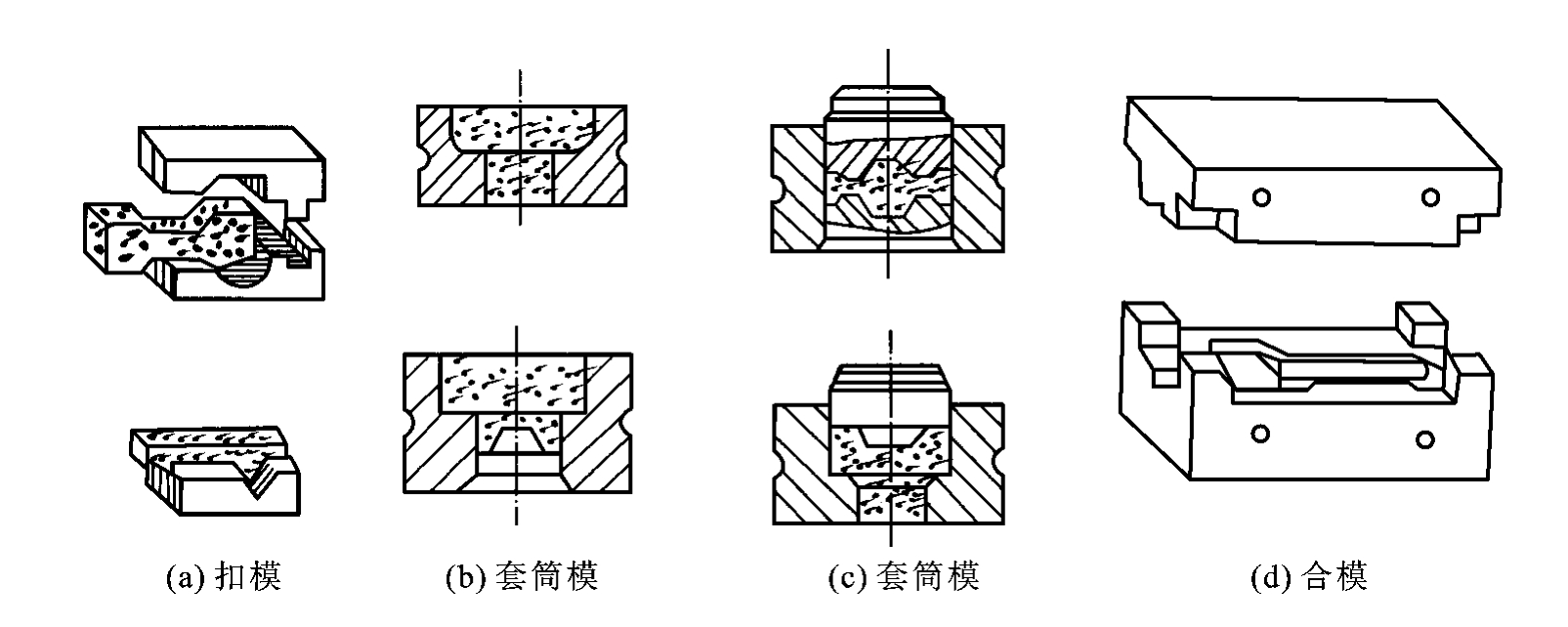
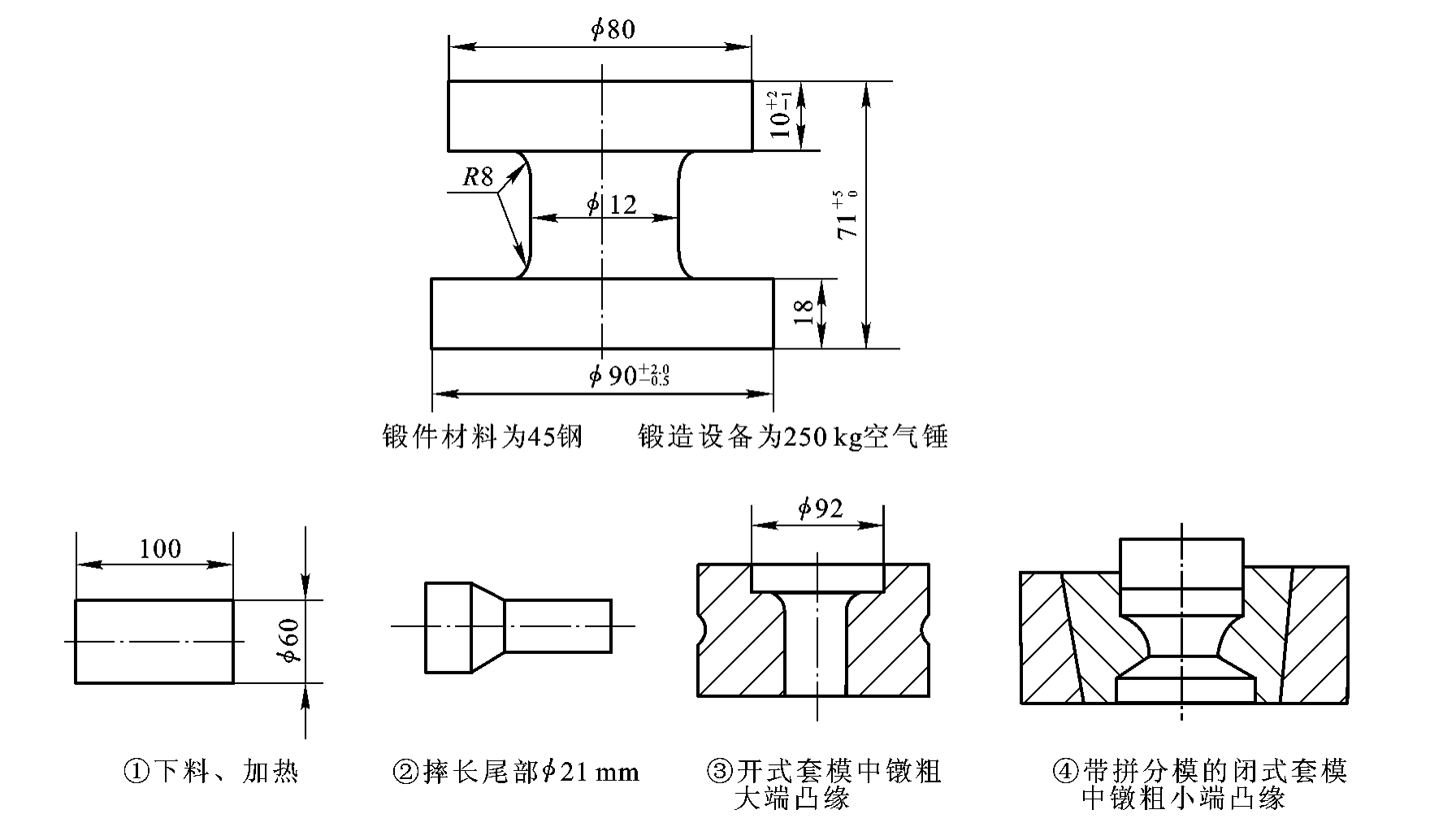
1.4.2.3任务3 模 锻
-
1.4.2.4任务4 板料冲压
-
1.4.2.5任务5 压力加工先进工艺简介
-
1.4.3项目12 焊 接
-
1.4.3.1任务1 熔化焊
-
1.4.3.2任务2 其他焊接方法
-
1.4.3.3任务3 常用金属材料的焊接
-
1.4.3.4任务4 焊件质量分析
-
1.4.3.5任务5 焊接件的结构工艺性
-
1.4.4项目13 材料和毛坯的选择
-
1.4.4.1任务1 材料的选择
-
1.4.4.2任务2 毛坯的选择
-
1.4.5参考文献