机械制图
-
1.1前 言
-
1.2绪 论
-
1.2.1三级目录
-
1.2.1.1一、图样的内容和作用
-
1.2.1.2二、本课程的性质、任务和内容
-
1.2.1.3三、本课程的学习方法及要求
-
1.2.1.4四、工程图的历史与发展
-
1.3第1章 机械制图基本知识
-
1.3.1§1-1 绘图工具及其使用
-
1.3.1.1一、绘图工具
-
1.3.1.2二、绘图仪器
-
1.3.1.3三、绘图用品
-
1.3.2§1-2 制图国家标准基本规定
-
1.3.2.1一、图纸幅面和格式(GB/T14689-1993)
-
1.3.2.2二、比例(GB/T14690-1993)
-
1.3.2.3三、字体(GB/T14691-1993)
-
1.3.2.4四、图线(GB/T4457.4-1984)
-
1.3.2.5五、尺寸注法(GB/T4458.4-84)
-
1.3.3§1-3 几何作图
-
1.3.3.1一、等分线段
-
1.3.3.2二、等分圆周
-
1.3.3.3三、斜度和锥度
-
1.3.3.4四、圆弧连接
-
1.3.3.5五、椭圆的画法
-
1.3.4§1-4 平面图形的画法
-
1.3.5§1-5 尺规绘图的基本方法与步骤
-
1.3.5.1一、绘制仪器图
-
1.3.5.2二、徒手绘图
-
1.3.5.3习 题
-
1.4第2章 点、直线和平面的投影
-
1.4.1§2-1 投影的基本知识
-
1.4.1.1一、投影的基本概念
-
1.4.1.2二、投影的方法和分类
-
1.4.1.3三、工程上常用的投影图
-
1.4.1.4四、正投影的基本性质
-
1.4.2§2-2 三视图的形成及其投影规律
-
1.4.2.1一、三投影体系的建成
-
1.4.2.2二、三视图的形成
-
1.4.2.3三、三视图的投影规律
-
1.4.2.4四、三视图与物体方位的对应关系
-
1.4.2.5五、三视图的绘制
-
1.4.3§2-3 点的投影
-
1.4.3.1一、点的投影及其标记
-
1.4.3.2二、点在三投影面体系中的投影
-
1.4.3.3三、特殊位置点的投影(如表2-2所示)
-
1.4.3.4四、两点间的相对位置
-
1.4.3.5五、点的三面投影与空间直角坐标的关系
-
1.4.4§2-4 直线的投影
-
1.4.4.1一、直线的投影图
-
1.4.4.2二、各种位置直线的投影特性
-
1.4.4.3三、直线上点的投影
-
1.4.4.4四、两直线的相对位置
-
1.4.5§2-5 平面的投影
-
1.4.6§2-6 各种位置平面的投影
-
1.4.6.1一、一般位置平面
-
1.4.6.2二、特殊位置平面
-
1.4.6.3三、平面上的点
-
1.4.6.4四、平面上的直线
-
1.4.6.5五、平面上的投影面平行线
-
1.4.6.6习 题
-
1.5第3章 基本几何体及其表面交线
-
1.5.1§3-1 基本几何体及其投影
-
1.5.1.1一、棱柱
-
1.5.1.2二、棱锥
-
1.5.1.3三、圆柱
-
1.5.1.4四、圆锥
-
1.5.1.5五、球
-
1.5.1.6六、基本几何体的尺寸标注
-
1.5.2§3-2 截交线
-
1.5.2.1一、圆柱的截交线
-
1.5.2.2二、圆锥的截交线
-
1.5.2.3三、球的截交线
-
1.5.3§3-3 相贯线
-
1.5.3.1一、相贯线的画法
-
1.5.3.2二、相贯性的特殊情况
-
1.5.3.3习 题
-
1.6第4章 轴测图
-
1.6.1§4-1 轴测图的基本知识
-
1.6.1.1一、轴测图的形成
-
1.6.1.2二、轴间角和轴向伸缩系数
-
1.6.1.3三、常用的轴测图
-
1.6.1.4四、轴测投影的基本特征
-
1.6.2§4-2 正等轴测图及其画法
-
1.6.2.1一、正等轴测图的轴间角、轴向伸缩系数
-
1.6.2.2二、正等轴测图的画法
-
1.6.3§4-3 斜二轴测图及其画法
-
1.6.3.1一、斜二轴测图的轴间角、轴向伸缩系数
-
1.6.3.2二、斜二轴测图的画法
-
1.6.4§4-4 轴测草图的画法
-
1.6.4.1习 题
-
1.7第5章 组合体
-
1.7.1§5-1 组合体的组成形式
-
1.7.1.1一、叠加
-
1.7.1.2二、切割
-
1.7.1.3三、综合
-
1.7.2§5-2 组合体三视图的画法
-
1.7.2.1一、画图步骤
-
1.7.2.2二、画图示例
-
1.7.3§5-3 组合体的尺寸标注
-
1.7.3.1一、基本要求
-
1.7.3.2二、尺寸种类
-
1.7.3.3三、基本方法
-
1.7.3.4四、尺寸基准
-
1.7.3.5五、尺寸布置
-
1.7.3.6六、标注步骤
-
1.7.4§5-4 组合体的识图方法
-
1.7.4.1一、形体分析法
-
1.7.4.2二、线面分析法
-
1.7.4.3习 题
-
1.8第6章 机件的基本表达法
-
1.8.1§6-1 机件外部形状的表达——视图
-
1.8.1.1一、基本视图
-
1.8.1.2二、向视图
-
1.8.1.3三、局部视图
-
1.8.1.4四、斜视图
-
1.8.2§6-2 机件内部形状的表达——剖视图
-
1.8.2.1一、剖视图的形成
-
1.8.2.2二、剖视图的画法
-
1.8.2.3三、剖视图的种类
-
1.8.2.4四、剖切面的种类
-
1.8.3§6-3 机件断面形状的表达——断面图
-
1.8.3.1一、断面的形成
-
1.8.3.2二、断面的分类
-
1.8.4§6-4 机件局部细小结构的表达——局部放大图
-
1.8.4.1一、局部放大图的概念
-
1.8.4.2二、局部放大图的画法及标注
-
1.8.4.3三、局部放大图的标注
-
1.8.5§6-5 常用简化画法
-
1.8.6§6-6 机件表达法的应用举列
-
1.8.6.1一、机件表达法的选用原则
-
1.8.6.2二、综合运用举例
-
1.8.6.3习 题
-
1.9第7章 标准件与常用件的规定表示法
-
1.9.1§7-1 螺纹及螺纹紧固件
-
1.9.1.1一、螺纹的形成和基本要素
-
1.9.1.2二、螺纹的分类
-
1.9.1.3三、螺纹的规定画法
-
1.9.1.4四、螺纹牙型的表示法
-
1.9.1.5五、螺纹的标注方法
-
1.9.1.6六、常用螺纹紧固件
-
1.9.2§7-2 键和销
-
1.9.2.1一、键连接
-
1.9.2.2二、销连接
-
1.9.3§7-3 齿 轮
-
1.9.3.1一、圆柱齿轮
-
1.9.3.2二、圆锥齿轮
-
1.9.3.3三、涡杆、涡轮的啮合画法如图7-28所示
-
1.9.4§7-4 滚动轴承
-
1.9.4.1一、滚动轴承的结构和类型
-
1.9.4.2二、滚动轴承的代号
-
1.9.4.3三、滚动轴承的画法
-
1.9.4.4习 题
-
1.10第8章 零件图
-
1.10.1§8-1 零件图的概述
-
1.10.1.1一、零件图与装配图的关系
-
1.10.1.2二、零件图的作用
-
1.10.1.3三、零件图的内容
-
1.10.2§8-2 零件图的视图选择
-
1.10.2.1一、主视图的选择
-
1.10.2.2二、其他视图的选择
-
1.10.2.3三、各类典型零件的表达方法
-
1.10.3§8-3 零件图的尺寸标注
-
1.10.3.1一、尺寸基准的选择
-
1.10.3.2二、合理标注尺寸的原则
-
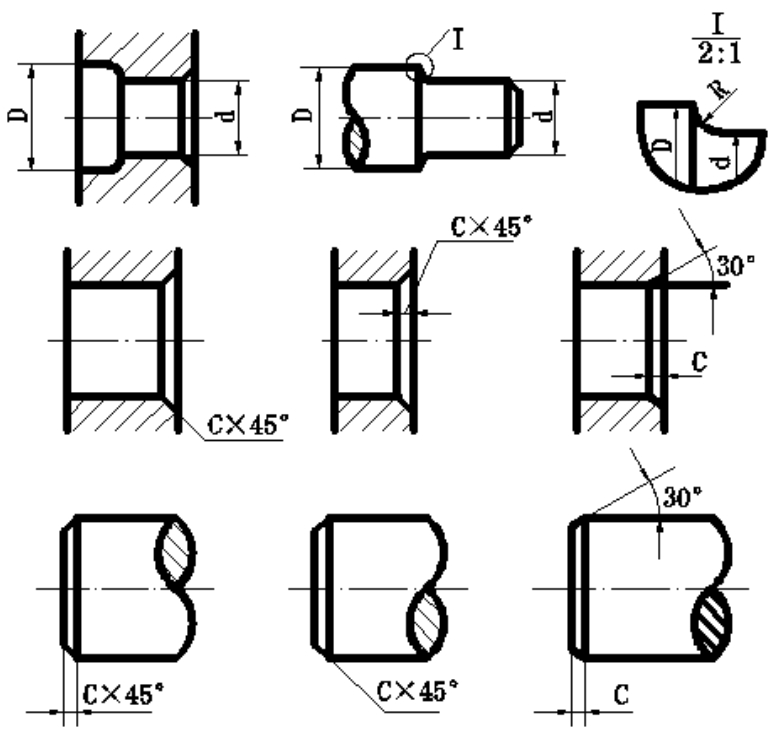
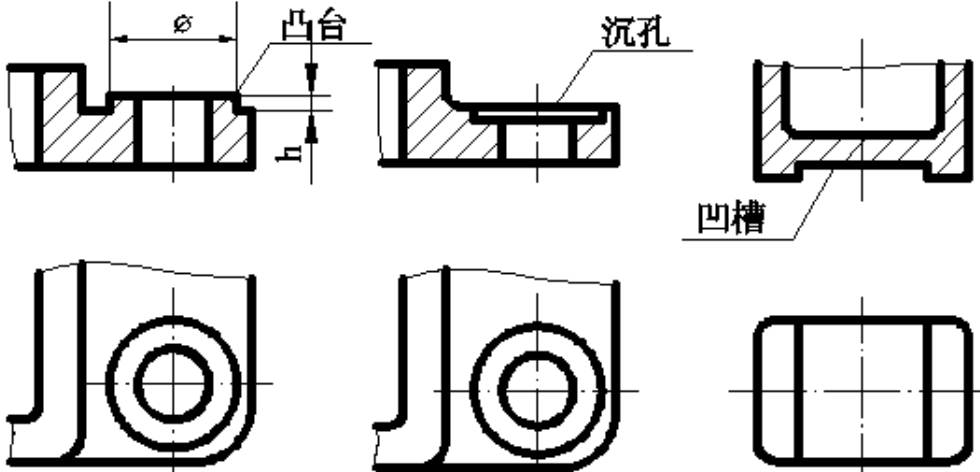
1.10.3.3三、零件上常见结构的尺寸标注
-
1.10.4§8-4 零件图上的技术要求
-
1.10.4.1一、表面粗糙度
-
1.10.4.2二、极限与配合
-
1.10.4.3三、表面形状和位置公差
-
1.10.4.4四、表面处理及热处理
-
1.10.5§8-5 零件图上的工艺结构
-
1.10.5.1一、铸造零件的工艺结构
-
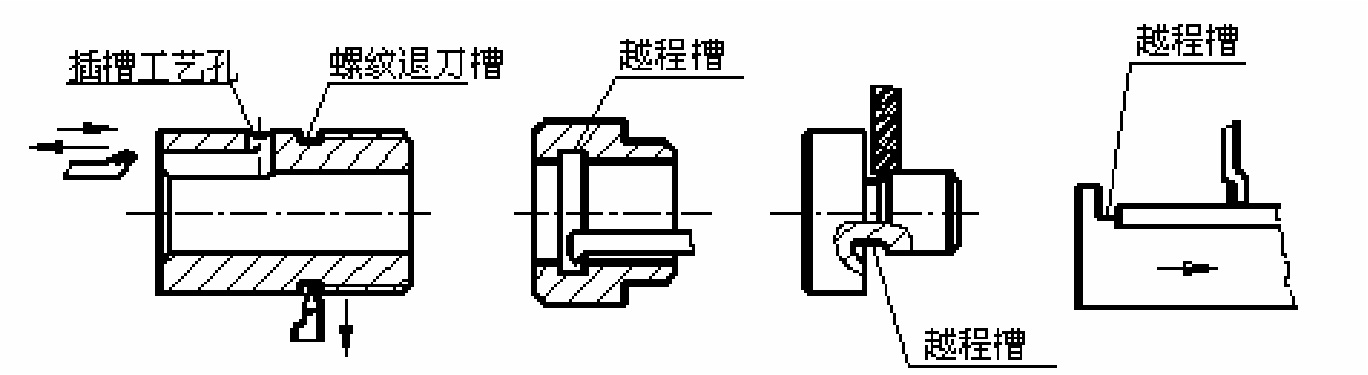
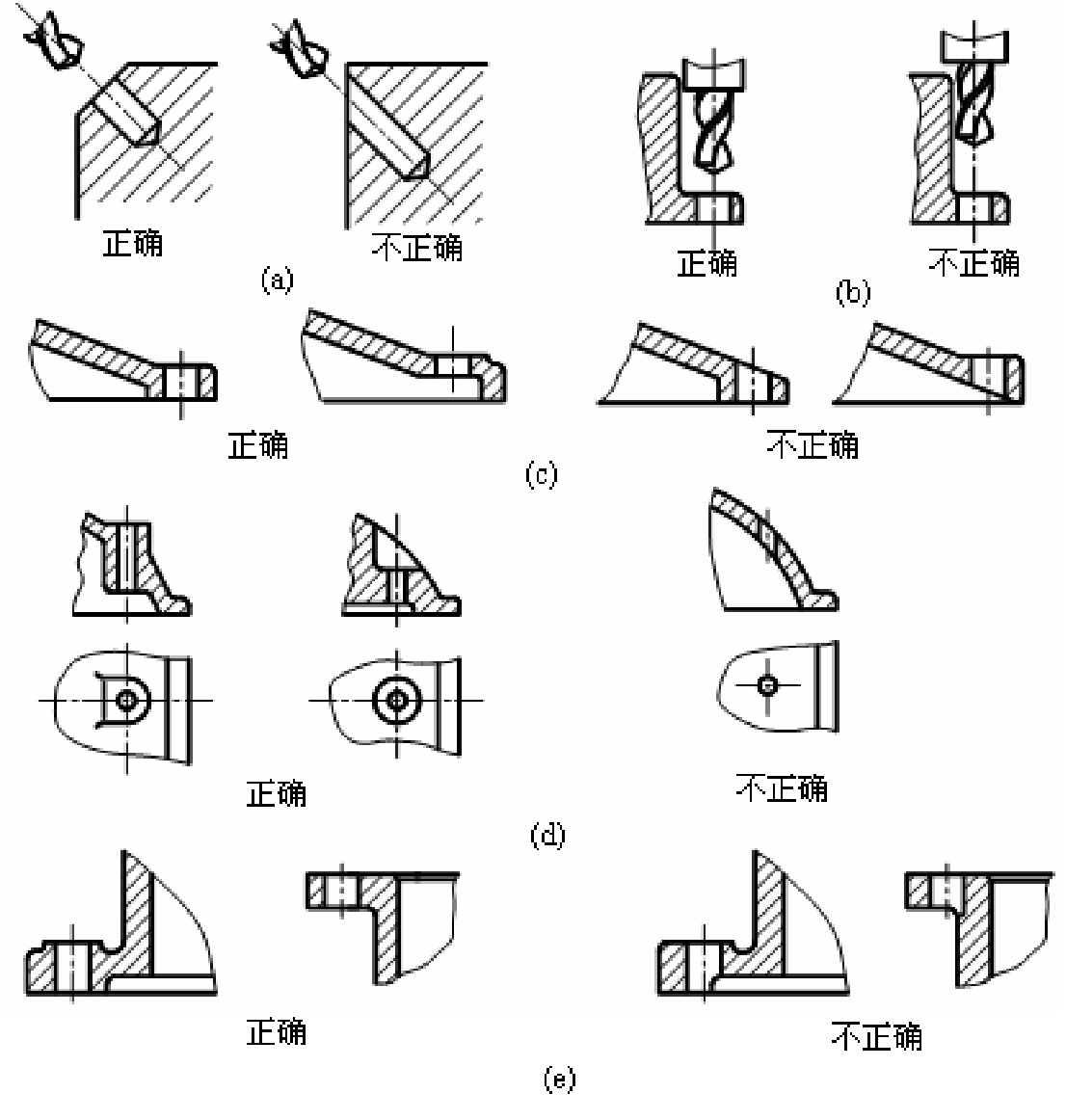
1.10.5.2二、机械加工工艺结构
-
1.10.6§8-6 阅读零件图的一般步骤
-
1.10.6.1一、读零件图的基本要求
-
1.10.6.2二、读零件图的方法和步骤
-
1.10.7§8-7 零件测绘
-
1.10.7.1一、画零件草图
-
1.10.7.2二、画零件工作图
-
1.10.7.3三、测量工具及零件尺寸的测量
-
1.10.7.4四、测绘注意事项
-
1.10.7.5习 题
-
1.11第9章 装配图
-
1.11.1§9-1 装配图的作用与内容
-
1.11.1.1一、装配图的作用
-
1.11.1.2二、装配图的内容
-
1.11.2§9-2 装配图的表达方式
-
1.11.2.1一、装配图的视图
-
1.11.2.2二、装配图的特有表达方法
-
1.11.3§9-3 装配图的尺寸标注和技术要求
-
1.11.3.1一、装配图的尺寸标注
-
1.11.3.2二、装配图上的技术要求
-
1.11.4§9-4 装配图中的零件序号和明细栏
-
1.11.4.1一、装配图中的零件序号
-
1.11.4.2二、明细栏
-
1.11.5§9-5 装配工艺结构简介
-
1.11.5.1一、接触面的结构
-
1.11.5.2二、几种典型的装配工艺结构和装置
-
1.11.6§9-6 绘制装配图的方法与步骤
-
1.11.6.1一、测绘准备工作
-
1.11.6.2二、研究测绘对象
-
1.11.6.3三、绘制装配示意图和拆卸零件
-
1.11.6.4四、画零件草图及工作图
-
1.11.6.5五、画装配图
-
1.11.7§9-7 读装配图及拆画零件图
-
1.11.7.1一、读装配图
-
1.11.7.2二、拆画零件图
-
1.11.7.3习 题
-
1.12第10章 计算机辅助绘图基础
-
1.12.1§10-1 AutoCAD 2006使用的基础知识
-
1.12.1.1一、AutoCAD 2006的启动
-
1.12.1.2二、AutoCAD 2006的界面介绍
-
1.12.1.3三、坐标输入方式
-
1.12.1.4四、文件操作
-
1.12.1.5五、图层管理
-
1.12.2§10-2 常用绘图命令
-
1.12.2.1一、直线的绘制
-
1.12.2.2二、圆和圆弧的绘制
-
1.12.2.3三、矩形的绘制
-
1.12.2.4四、正多边形的绘制
-
1.12.3§10-3 图形编辑命令
-
1.12.3.1一、删除
-
1.12.3.2二、复制
-
1.12.3.3三、移动
-
1.12.3.4四、修剪命令
-
1.12.4§10-4 图形显示控制与精确绘图
-
1.12.4.1一、显示控制
-
1.12.4.2二、精确绘图
-
1.12.5§10-5 尺寸标注及文本编辑
-
1.12.5.1一、尺寸标注的组成
-
1.12.5.2二、【标注】工具栏
-
1.12.5.3三、标注实例
-
1.12.5.4四、文字编辑
-
1.12.5.5习 题