4.3 数控综合实训
实训任务一 FANUC 0i系统数控车床控制面板基本操作的综合实训
一、实训目的
(1)了解数控车床加工的安全操作规程及对操作者的有关要求。
(2)熟悉数控加工的生产环境。
(3)掌握数控车床的基本操作方法、步骤及加工中的基本操作技能。
(4)培养良好的职业道德。
二、实训的要求
(1)每个学生能独立完成数控车床的基本操作。
(2)按实训的顺序要求,进行每个模块的考核,只有在完成前面模块的基础上才允许进行后面模块的实训。
(3)在实训过程中,应遵守数控实训车间安全管理规定,遵守数控机床教学安全操作规程,有问题及时询问指导老师。
三、实训条件
实训条件:FANUC 0i数控系统车床,φ20 mm×150 mm的铝棒或尼龙棒。
四、实训的具体步骤与详细内容
1.数控车床的面板的功能
数控车床的面板的功能要求现场讲解及操作示范,详见4.1节和4.2节。
2.数控车床的基本操作
数控车床的基本操作要求现场讲解及操作示范,详见4.1节和4.2节。
(1)电源接通前的检查操作:在机床主电源开关接通之前,操作者必须做好有关的检查工作。
(2)电源接通后的检查操作:机床通电之后,操作者应做好相关的检查工作。
(3)机床运转后的检查:检查应无异常现象。
(4)停止机床的检查:停止机床前应做好各项检查。
(5)手动操作(现场操作):结合操作面板与控制面板进行操作示范,详见4.1节和4.2节。
①手动返回机床参考点(回零)。
②手动连续进给。
③手轮进给。
④主轴与切削液开关操作。
⑤手动换刀。
⑥手动尾座的操作(尾座体的移动和尾座套筒的移动)。
⑦机床的急停方式。
A.按下【急停】按钮
B.按下复位键【RESET】按键。
C.按下NC装置电源断开按钮【OFF】。
D.按下【进给保持】按键。
(6)MDI运行(现场操作)。MDI运行用于简单的测试(如检测对刀的正确性、工件坐标的位置)操作、对刀操作、主轴临时启动操作,详见4.2节内容。
(7)程序的编辑和管理(现场操作)。程序的编辑和管理主要包括如何新建程序和编辑程序,详见4.2节。将车床实训实例中的零件加工程序输入到数控车床中。
五、数控车床实训实例
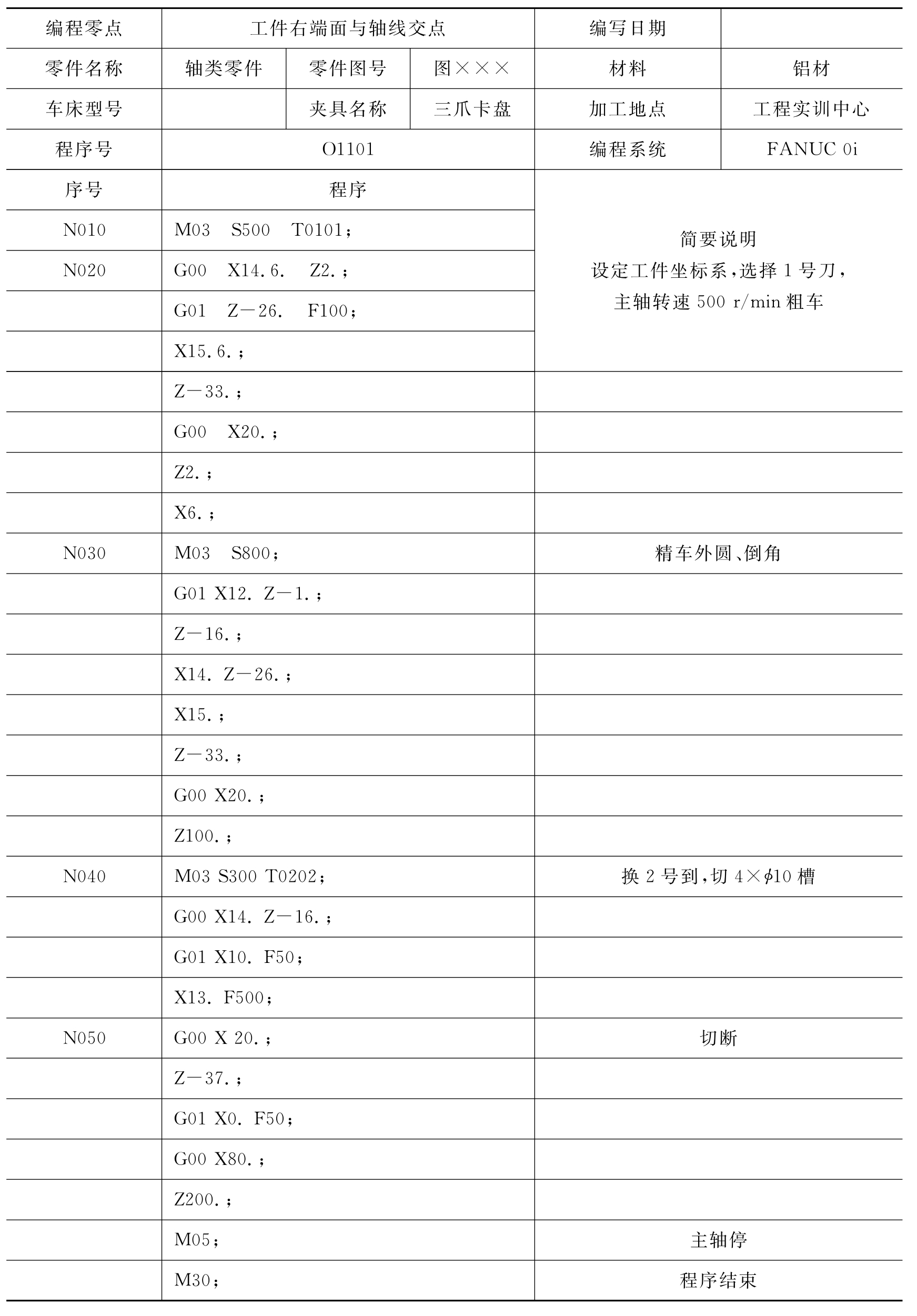
下面是图4-11所示零件的加工工艺(见表4-3和表4-4)和加工程序(见表4-5),参考4.2.5~4.2.8小节程序编辑和管理的操作步骤,将加工程序输入到数控车床中,理解零件的加工工艺和加工程序内容。
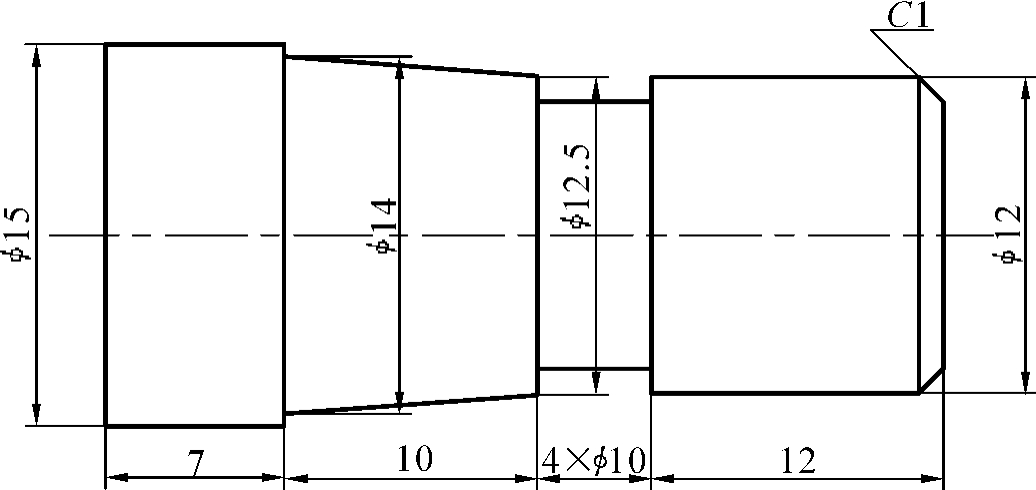
图4-11 加工零件
表4-3 刀具卡

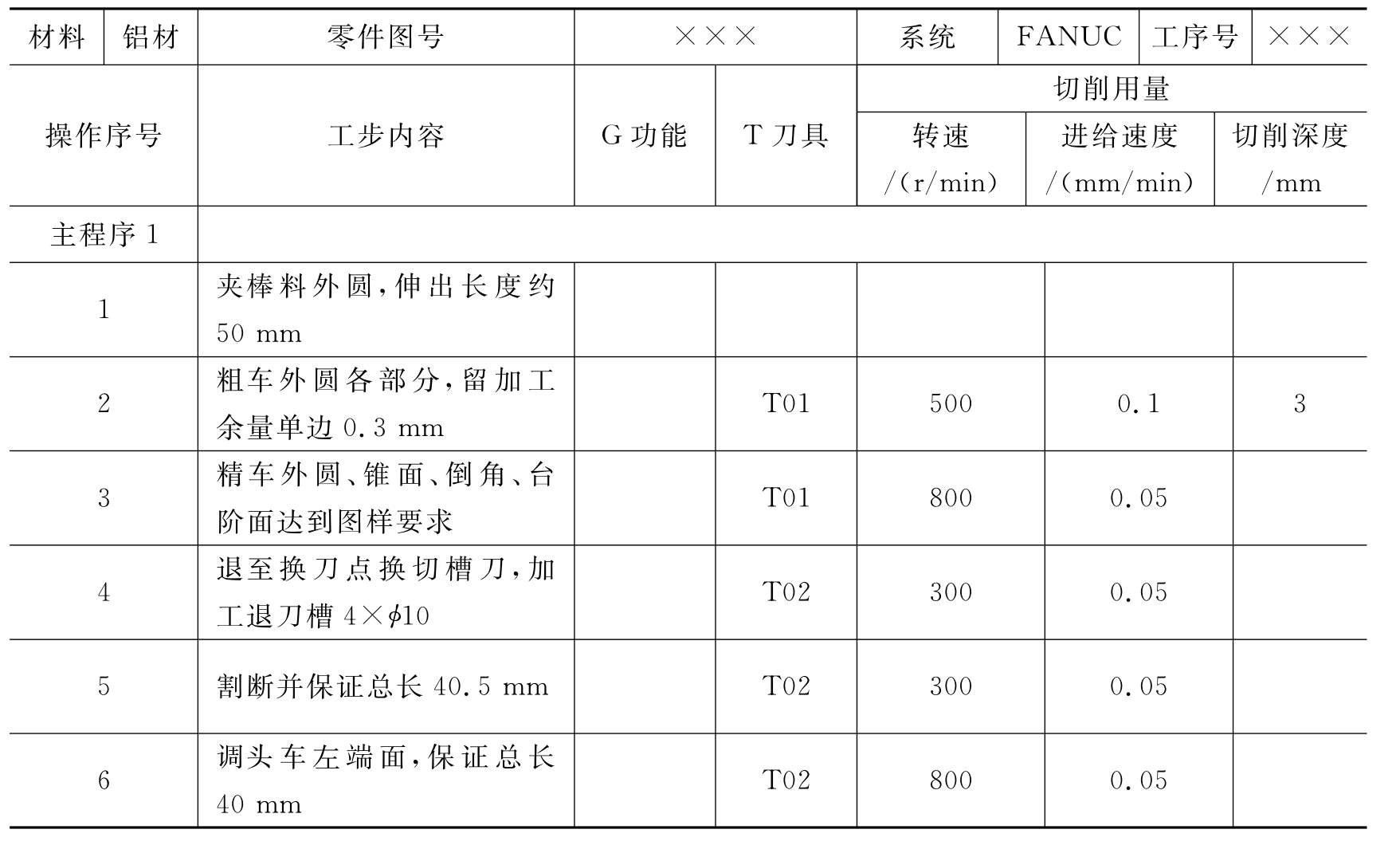
表4-5 程序卡
实训任务二 FANUC 0i系统数控铣床控制面板基本操作的综合实训
一、实训目的
(1)了解数控铣床加工的安全操作规程及对操作者的有关要求。
(2)熟悉数控加工的生产环境。
(3)掌握数控铣床的基本操作方法、步骤及加工中的基本操作技能。
(4)培养良好的职业道德。
二、实训要求
(1)每个学生能独立完成数控铣床的基本操作。
(2)按实训的顺序要求,进行每个模块的考核,只有在完成前面模块的基础上才允许进行后面模块的实训。
(3)在实训过程中,应遵守数控实训车间安全管理规定,遵守数控机床教学安全操作规程,有问题及时询问指导老师。
三、实训条件
实训条件:FANUC 0i数控系统铣床,φ8~φ12铣刀,100 mm×100 mm×50 mm的铝材方料。
四、实训的具体步骤与详细内容
数控铣床具体操作步骤如下。
1.开启空压机、开电源
开启空压机开关,接通数控机床电源,按下控制面板上的电源【ON】按钮,恢复【急停】键。
2.机床回参考零点
机床回参考零点操作时建立机床坐标系的过程也是开机床电源后首先要做的操作。机床回参考零点操作步骤具体如下:将【方式选择】旋钮旋至【参考点】,Z轴回零,按下【+Z】按键,等CRT上机床坐标Z轴坐标值变为0,则Z轴回零完毕。X轴回零,按下【+X】按键。Y轴回零,按下【+Y】按键。回零操作完成后,在CRT中,【机床坐标】坐标系中的X、Y、Z坐标值都为0。
3.准备刀具,并安装刀具
准备刀具(铣刀),测量刀具半径及刀具长度,将刀具安装至刀架上。
4.主轴转动初始化(主轴启动)
FANUC 0i数控机床开机后,在【手动】或【自动】状态下,按下【主轴正转】或【主轴反转】按键,主轴不会转动,每次开机必须初始化主轴转动。具体操作步骤如下。
(1)将【方式选择】旋钮旋至【MDI】(或按【MDI】按键)。
(2)按下【PROG】按键。
(3)按下【MDI】软键盘。
(4)输入M03 S500。
(5)按【EOB】按键,接着按【INSERT】键。
(6)按【循环启动】按钮。
此时主轴转动起来,转速为500 r/min。
(7)装夹工件、找正。
1)虎钳找正步骤
(1)将工作台与虎钳底面擦拭干净。
(2)将虎钳放到工作台上。
(3)用百分表测量虎钳固定钳口与机床Y轴(或X轴)之间的平行度,用木榔头敲击进行调整,平行度误差为0.01 mm内即合格。
(4)拧紧螺栓使虎钳紧固在工作台上。
(5)再用百分表校验一下平行度是否有变化。
2)装夹工件步骤
(1)根据所夹工件尺寸,调整钳口夹紧范围。
(2)根据工件厚度选择尺寸合适的垫铁,垫在工件下面。工件被加工部分要高出钳口,避免刀具与钳口发生干涉。
(3)旋紧手柄,用木榔头敲击工件上表面,使之工件底面与垫铁贴合,然后移开垫铁。
(4)确定工件坐标系零点,建立工件坐标系(G54)。
具体操作步骤详见4.2.4节内容。
(5)输入程序
程序输入的具体步骤如下。
①按【PROG】按键。
②将【方式选择】旋钮旋至【编辑】(或按【编辑】按键)。
输入以O开头的程序名,程序名只能以4位数字来命名,如O1011。
③按【INSERT】按键,程序O1011被建立。
④在地址栏依次输入程序代码,末段代码输完,按【EOB】按键,再按【INSERT】按键。
(6)试运行(调试程序)。
试运行操作的具体步骤如下。
①将进给速率修调值转到适当的位置,一般在100%。
②按下【机床锁定】按键,锁住进给轴。
③按下【空运行】按键。
④将【方式选择】旋钮旋至【自动】(或按【自动】按键)。
⑤按下【循环启动】按键,执行程序。
注意:在“锁住”有效的情况下,程序运行、调试完成后,机床坐标零点会发生改变,在加工零件时,要注意重新定义机床相对坐标的零点。
5.自动加工
将【方式选择】旋钮旋至【自动】(或按【自动】按键),按下操作面板上的【循环启动】绿色按钮,进入了自动加工状态。
6.清扫、整理机床
将加工的切削清扫干净,将加工好的工件取出,将工具整理好。加工完毕以后,关闭机床电源,关闭空压机。
五、数控铣床基本操作实训实例
表4-6是图4-12所示零件的加工程序卡,参考4.2.5~4.2.8小节的程序编辑和管理内容,将加工程序输入到数控铣床中,理解零件的加工程序内容。加工槽深为1 mm。
表4-6 程序卡
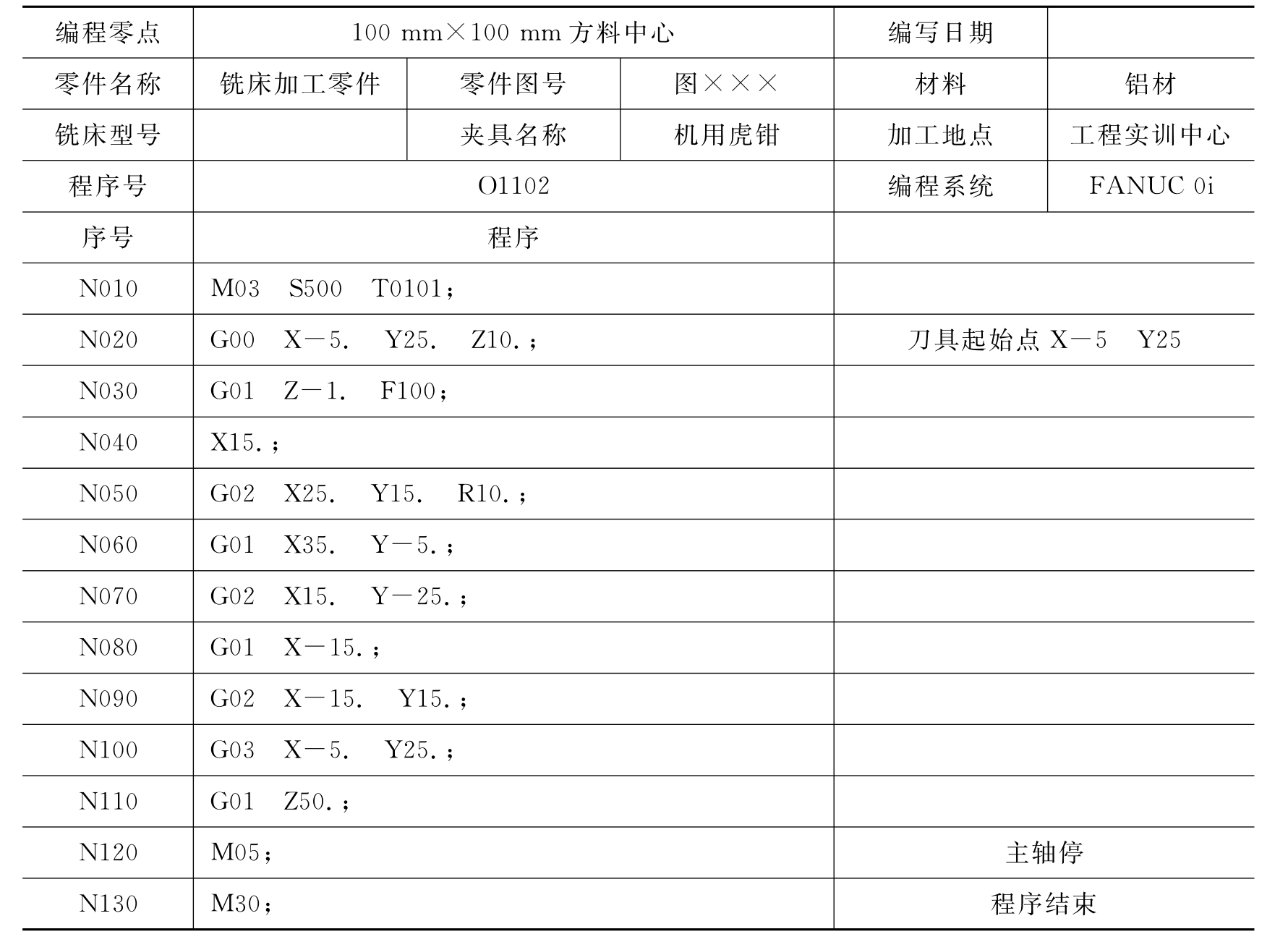
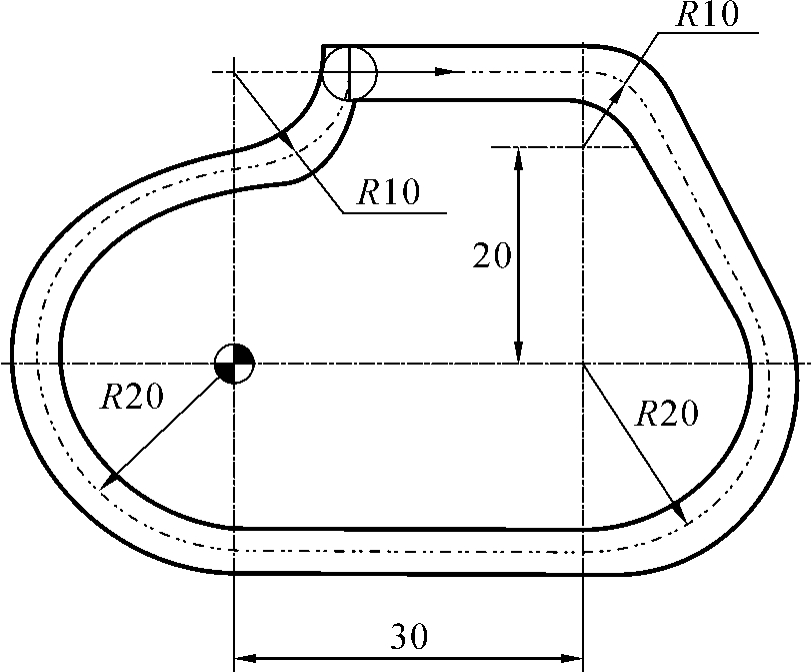
图4-12 数控铣床加工零件
实训任务三 FANUC 0i系统数控车床试切对刀基本操作的综合实训
一、实训目的
熟悉工件在数控车床上的装夹、找正、数控车床对刀、参数设定及自动加工的步骤,提高操作数控车床的专业技术能力。
二、实训要求
(1)每个学生能独立完成数控车床的对刀操作。
(2)按实训的顺序要求,进行每个模块的考核,只有在完成前面模块的基础上才允许进行后面模块的实训。
(3)在实训过程中,应遵守数控实训车间安全管理规定,遵守数控机床教学安全操作规程,有问题及时询问指导老师。
三、实训条件
实训条件:FANUC 0i数控系统车床,φ20 mm×150 mm的铝棒或尼龙棒。
四、实训的具体步骤与详细内容
1.工件装夹与找正(现场操作)
根据装加工件的形状、尺寸,选择卡爪、夹紧方向及夹紧力。根据加工工件的形状及精度要求,进行找正。
2.刀具的选择与安装(现场操作)
3.数控车床的对刀及参数设定(现场操作)
程序中所用的每把刀都必须进行对刀操作,以保证每把刀具刀尖相互重合。在对刀的同时,将有关参数输入到设定的坐标系中,建立工件坐标系。
FANUC 0i数控车床试切对刀及刀偏量直接输入的具体步骤如下。
1)T01外圆刀对刀
(1)开机后,机床各轴先回参考点。
(2)将刀具转换位置1转到加工刀位上。
(3)启动主轴,按【主轴正转】或【主轴反转】按键,主轴转动。
在试切对刀的时候,如发现通过机床面板上的【主轴正转】或【主轴反转】按键不能使主轴启动的情况,就必须在MDI模式下编程指令启动主轴,操作过程如下:
按控制面板上的【MDI】模式→按【PROG】按键→按【MDI】软键→按【EOB】按键→【按【INSERT】按键→输入“M03 S500”→按【EOB】按键→【INSERT】按键,程序被输入→按【循环启动】按键,主轴转动。
(4)试切端面,Z轴对刀。
按【手动模式】按键→按下【+X】或【-Z】按键的同时按下【快速移动】按键,使刀具快速移动到试切端面的初始位置→按下【-X】切削端面,一直切到工件端面中心→Z轴方向刀具不移动,沿X轴方向退刀→按【OFS/SET】按键→进入参数输入界面,如图4-13所示。
按【补正】软键→按【形状】软键→输入Z0→按【测量】软键,刀具Z轴对刀完毕。
(5)试切外圆,X轴对刀。
按【手动模式】按键→按下【+X】或【-Z】按键,同时按下【快速移动】按键使刀具快速移动到试切外圆的初始位置→按【-Z】按键切削外圆20 mm左右→X方向刀具不移动,沿Z正方向退刀,将刀具退出离工件100 mm左右的距离→按【主轴停】按键→用游标卡尺测量切削后工件的直径(假设为φ33.6 mm)→按【OFS/SET】按键进入参数输入界面→按【补正】软键→按【形状】软键→输入测得的直径X33.6→按【测量】软键(如图4-13所示),刀具X方向对刀完毕。
2)T02切槽刀对刀
(1)按【刀位选择】按键,选择2号刀位,按【刀位转换】键,将2号刀转到加工刀具位置上。
(2)Z轴对刀。
按【手轮】按键或【手动】按键,使刀具碰到工件端面→刀具Z方向不动,沿X方向退刀→按【OFS/SET】进入参数输入界面→按【补正】软键→按【形状】软键→光标移到2号刀补→输入Z0→按【测量】软键→T02刀Z轴对刀完毕。
(3)X轴对刀。
按【手轮】按键或【手动】按键,移动刀具使刀位点碰到T01试切后的工件外圆表面→X方向刀具不动,沿Z正方向退刀100 mm左右→按【OFS/SET】软键进入参数输入界面,按【补正】软键→按【形状】软键→光标移动到2号刀补,输入X33.6→按【测量】软键→T02刀X方向对刀完毕。
T03以后刀具对刀方式跟T02一样。

图4-13 对刀参数形状补正画面
注意:如何进行刀偏量的修改,不论采用哪种对刀法,都存在一定的对刀误差。当试切后,发现工件尺寸不符合要求时,可根据工件的实测尺寸进行刀偏量的修改。如测得工件外圆尺寸偏大0.4 mm,可在刀具补正画面的形状补正中,将对应刀具号的X方向刀偏量改小0.2 mm。利用【输入】软键重新输入数据,或者利用【+输入】软键修改原参数。
4.数控车床的自动加工(现场操作)
常见的自动加工方式有全自动循环、机床锁住循环、倍率开关控制循环、机床空运转循环、单段执行循环等。对于初学者,应多使用单段执行循环,并将倍率开关打到最低处,便于边加工边分析,以避免某些错误。
加工前必须完成机床回零、程序输入、工件装夹、对刀的操作及进行图形模拟加工和程序试运行。
5.图形模拟加工
图形模拟加工前,必须设定图形坐标,设定值和坐标的对应关系如图4-14所示。
(1)按【CSTM/GR】功能键,显示绘图参数画面,如图4-14所示(如果不显示该画面,按【参数】软键)。
(2)将光标移动到所需设定的参数处。
(3)输入数据,然后按【INPUT】按键。
(4)重复上述两步,直到设定完所有需要的参数。
(5)将【方式选择】旋至【自动循环】。
(6)按下【图形】软键,再按【EXEC】软键,此时机床开始图形模拟加工,并且在显示屏上绘出刀具的运动轨迹。图形可整体放大和局部放大。
(7)为使原来图形消失,可按【ERASE】按键。
6.自动加工
1)选择存储器中程序自动运行操作方式
(1)将【方式选择】旋至【自动】(或按【自动】按键)。

图4-14 图形坐标系的设定
(2)从存储的程序中选择一个程序,可按下面步骤进行选择:
①按【PROG】按键;
②输入O;
③用数字键输入程序号,如1101;
④按【O检索】软键。
(3)按机床操作面板上【循环启动】绿色按钮,自动运行启动,而且循环启动灯(LED)会点亮。当自动运行结束时,循环启动灯灭。
2)机床锁住循环
机床锁住循环时,数控系统工作时,显示屏动态显示机床的运行情况,但不执行主轴进给、换刀、冷却液开关等动作。此功能可用于全自动循环加工前的程序调试。
3)机床空运转循环
自动加工前,不要将工件或刀具装上机床,先进行机床空运转,以检查程序的正确性。空运转时的进给速度与程序无关,为系统设定值。
空运转操作步骤如下。
(1)将【方式选择】旋至【自动】(或按【自动】按键)。
(2)按机床控制面板上的【空运行】按键,机床快速移动,速度大小可用快速移动开关来改变。
4)单段执行循环
在试切时,出于安全考虑,可选择单段方式执行加工程序。
单段运行程序步骤如下。
(1)将【方式选择】旋至【单段运行】(或按【单段】按键),当前程序段被执行之后机床会停止移动。
(2)按【循环启动】绿色按钮,执行下一个程序段,程序段执行完后机床停止移动。
(3)直至加工程序结束或取消单程序段运行方式。
五、数控车床试切对刀加工实例
数控车床试切对刀加工实例如图4-11所示零件。
1.数控机床的开机
机床在开机前,应先进行机床开机的检查。确认刀架、刀具、导轨、卡爪等没有问题后,先打开机床总电源,然后打开控制系统(NC)电源,此时显示屏上应出现机床的初始位置坐标。
2.数控机床的回零操作
将【方式选择】旋至【参考点】(或按【会参考点】按键)。按【+X】按键,刀架沿X轴回到机床的机械零点;接着按【+Z】按键,刀架沿Z轴回到机床的机械零点。显示屏上的机械零点会出现零点标志,参考零点指示灯亮,表示机床已回到机床零点位置。
3.安装刀具
根据加工程序需要,选定各有关刀具的刀具号,并将刀具装入刀架相应的刀槽内。1号刀位为外圆刀,2号刀位为切槽刀。
4.装夹工件
用三爪卡盘夹紧工件,检查工件是否被夹紧,旋转时有无跳动。如没有夹紧或有跳动应重新装夹,直到符合要求为止。
5.加工程序的输入与编辑
将【方式选择】旋至【编辑】(或按【编辑】按键)。按操作面板上【PROG】按键,将加工程序输入机床数控系统内,同时对程序进行编辑和修改。
6.对刀及工件坐标系的建立
按操作面板上【OFS/SET】按键,进入参数设置状态。利用试切对刀法,将两把刀具的刀偏量X、Z依据工件坐标系的有关尺寸,输入到对应刀具号的【形状】补正画面中。
7.图形模拟加工
(1)按操作面板上【CRST/GR】按键,进入图形模拟加工状态。
(2)在参数设置里,输入零件的有关参数,调整好图形的显示范围、倍率大小。
(3)按【图形】软键,再按【EXEC】按键进行模拟加工。
如果加工路线有错,则回到加工程序编辑状态进行修改。修改后,再进行模拟加工,直到完全正确为止。
8.自动加工
(1)选择要执行的零件程序并指向程序头(光标在程序第一条语句)。
(2)将【方式选择】旋至【自动】(或按【自动】按键),按下【循环启动】绿色按钮,使其自动运行。
(3)在自动加工中,如遇突发事件,应立即按下【EMERGERY STOP】急停按钮。
9.工件加工完毕
工件加工完毕后,程序结束,主轴停止转动。取下工件并擦洗干净,然后对工件进行全面检验,看是否符合图样要求;否则应修改程序及有关参数。
实训任务四 FANUC 0i系统数控铣床试切对刀基本操作的综合实训
一、实训目的
熟悉工件在数控铣床上的装夹、找正、数控铣床对刀、参数设定及自动加工的步骤,提高操作数控铣床的专业技术能力。
二、实训要求
(1)每个学生能独立完成数控铣床的对刀操作。
(2)按实训的顺序要求,进行每个模块的考核,只有在完成前面模块的基础上才允许进行后面模块的实训。
(3)在实训过程中,应遵守数控实训车间安全管理规定,遵守数控机床教学安全操作规程,有问题及时询问指导老师。
三、实训条件
实训条件:FANUC 0i数控系统铣床,φ8~φ12铣刀,100 mm×100 mm×50 mm的铝材方料。
四、实训的具体步骤与详细内容
对如图4-12所示零件进行对刀,对刀点为100 mm×100 mm方料中心点,零件上表面为Z0点。具体对刀步骤如下。
(1)开机后,机床各轴先回零。
(2)安装刀具、工件,启动主轴(若是刚开启机床,需要通过MDI方式。具体方法见“FANUC 0i系统数控铣床控制面板基本操作的综合实训”实训的具体步骤与详细内容的第4步。若主轴初始化过,只需要按【主轴正转】或者【主轴反转】即可)。
(3)将【方式选择】旋钮旋至【手轮】,在进行手轮操作时,必须同时按住手轮控制器左侧边的红色键,这样手轮手柄转动才有效。
(4)利用手轮进行试切对刀,详见4.2.4。
【思考题】
4-1 机床的开启、运行、停止有哪些注意事项?
4-2 急停机床主要有哪些方法?
4-3 机床回零的主要作用是什么?
4-4 MDI运行的作用主要有哪些?怎样进行操作?
4-5 简述数控车、铣加工的步骤。