数控加工编程与操作综合实训教程
-
1.1总 序
-
1.2前 言
-
1.3第1章 数控综合实训概述
-
1.3.11.1 数控综合实训目的与意义
-
1.3.21.2 数控机床的安全操作规程与日常维护保养
-
1.3.31.3 数控机床中级操作工国家职业技能鉴定标准
-
1.3.41.4 数控综合实训
-
1.4第2章 数控加工工艺基础综合实训
-
1.4.12.1 数控加工工艺基础知识
-
1.4.22.2 数控机床常用对刀仪的使用
-
1.4.32.3 数控综合实训
-
1.5第3章 华中数控世纪星HNC-21系统数控机床操作综合实训
-
1.5.13.1 华中数控世纪星HNC-21系统数控机床面板
-
1.5.23.2 华中数控世纪星HNC-21系统数控机床基本操作
-
1.5.33.3 数控综合实训
-
1.6第4章 FANUC Oi系统数控机床操作综合实训
-
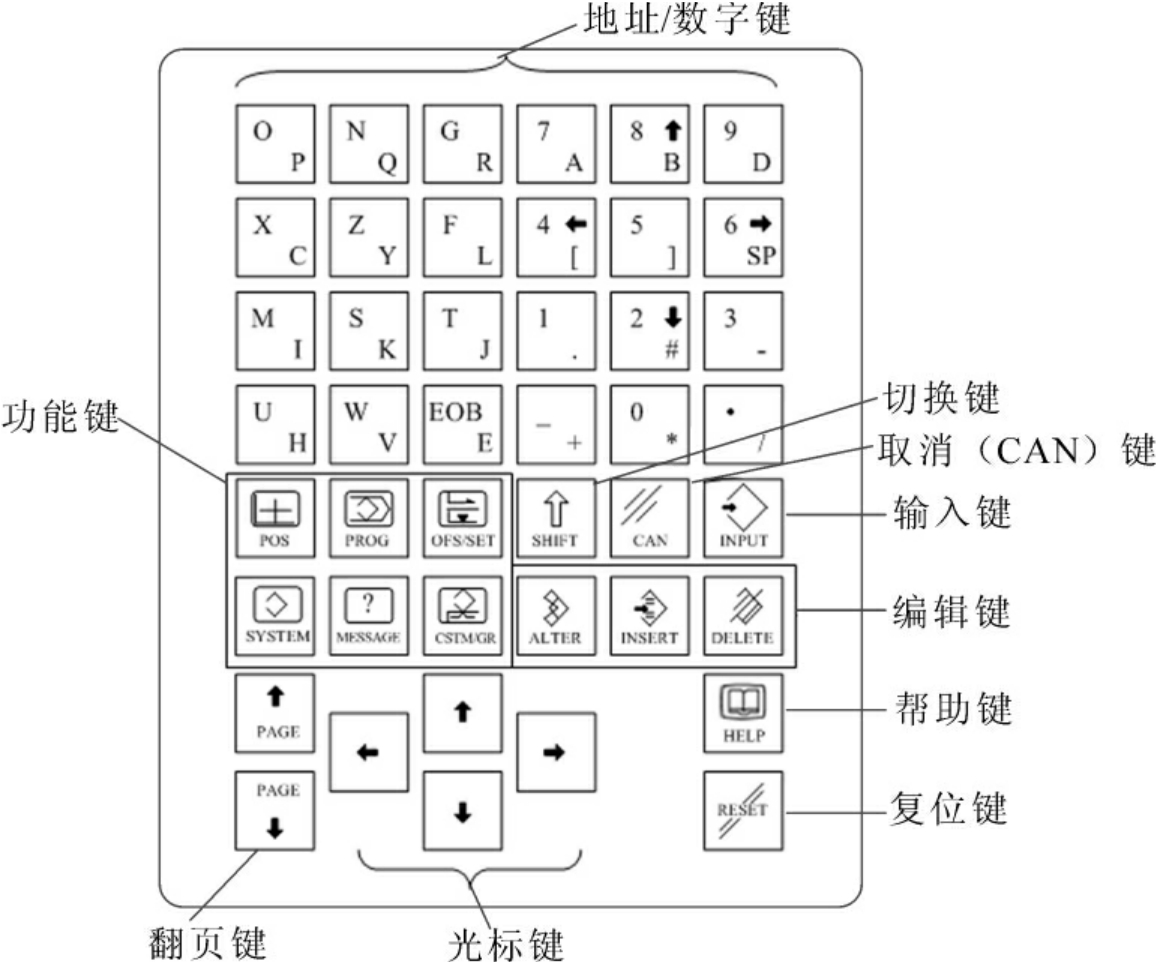
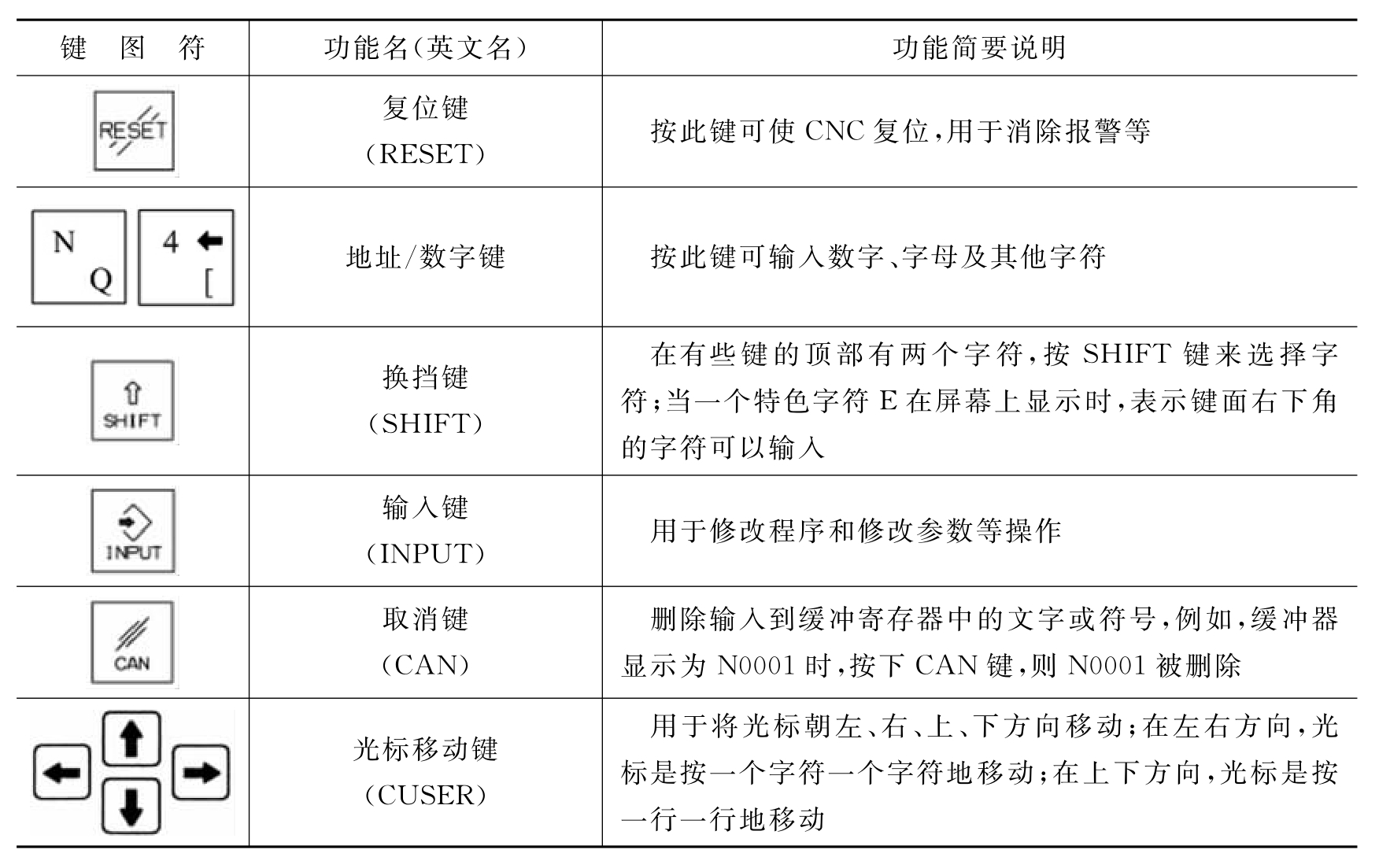
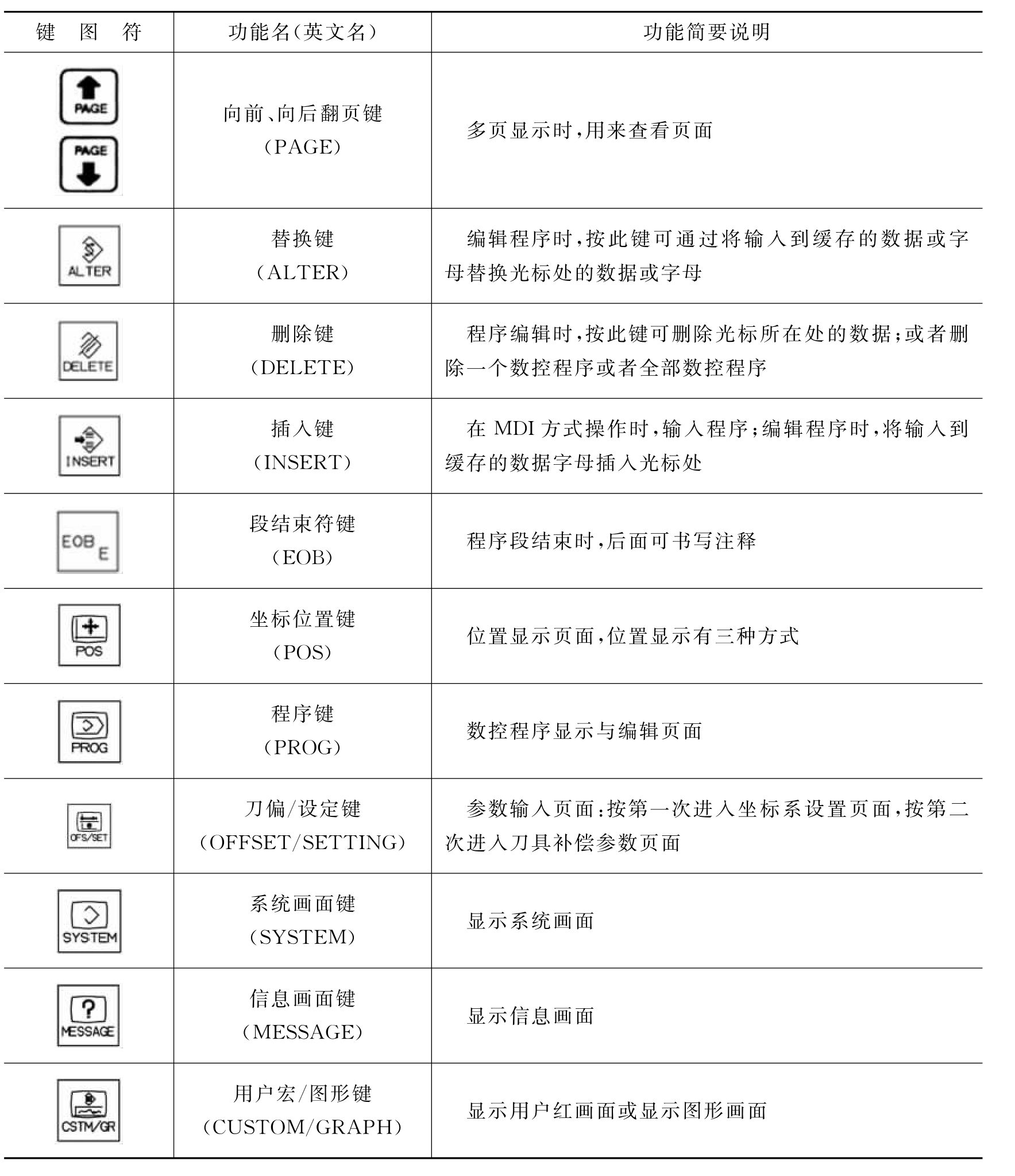
1.6.14.1 FANUC 0i系统数控机床面板及功能
-
1.6.24.2 FANUC 0i系统数控机床基本操作过程
-
1.6.34.3 数控综合实训
-
1.7第5章 数控车床手工编程综合实训
-
1.7.15.1 华中数控HNC-21T系统编程指令代码及编程格式
-
1.7.25.2 FANUC 0i-T系统编程指令代码及编程格式
-
1.7.35.3 数控综合实训
-
1.8第6章 数控铣床手工编程综合实训
-
1.8.16.1 华中数控HNC-21M及加工中心编程指令代码及编程格式
-
1.8.26.2 FANUC 0i-M及加工中心编程指令代码及编程格式
-
1.8.36.3 数控综合实训
-
1.9第7章 数控加工中心手工编程综合实训
-
1.9.17.1 数控加工中心的基本指令
-
1.9.27.2 数控加工中心的刀库装刀步骤
-
1.9.37.3 数控综合实训
-
1.10第8章 数控电火花机床编程与操作综合实训
-
1.10.18.1 数控电火花加工机床知识
-
1.10.28.2 数控电火花线切割机床操作与编程
-
1.10.38.3 数控综合实训
-
1.10.4参考文献




 :程序编辑模式。
:程序编辑模式。 :手动数据、程序输入。
:手动数据、程序输入。 :程序自动加工模式。
:程序自动加工模式。 :程序单段加工模式。
:程序单段加工模式。 :手摇工作方式。按下此键,手轮手柄旋转有效。
:手摇工作方式。按下此键,手轮手柄旋转有效。 :手动工作方式。按下此键,控制面板上的【+X】、【-X】、【+Z】等移动轴键有效。
:手动工作方式。按下此键,控制面板上的【+X】、【-X】、【+Z】等移动轴键有效。 :回参考点。按下此键,再按【+X】、【+Z】或【+Y】键,刀架或导轨自动回到机床零点。
:回参考点。按下此键,再按【+X】、【+Z】或【+Y】键,刀架或导轨自动回到机床零点。 :旋钮上白色方向箭头指向哪种方式,哪种方式即有效。
:旋钮上白色方向箭头指向哪种方式,哪种方式即有效。 :程序运行开始;模式选择旋钮在“自动”和“MDI”位置时按下有效,其余时间按下无效。
:程序运行开始;模式选择旋钮在“自动”和“MDI”位置时按下有效,其余时间按下无效。 :程序编辑锁定开关,置于
:程序编辑锁定开关,置于 位置时可编辑或修改程序。
位置时可编辑或修改程序。 :主轴正转。
:主轴正转。 :主轴反转。
:主轴反转。 :主轴停止。
:主轴停止。 :机床锁定开关,在自动运行开始前,按下【机床锁定】键,再按【循环启动】键,系统继续执行程序,显示屏上的坐标轴位置信息变化,但不输出伺服轴的移动指令,因此机床停止不动,用于校验程序。
:机床锁定开关,在自动运行开始前,按下【机床锁定】键,再按【循环启动】键,系统继续执行程序,显示屏上的坐标轴位置信息变化,但不输出伺服轴的移动指令,因此机床停止不动,用于校验程序。 :紧急停止旋钮,机床运行时,在危险或紧急情况下按下【急停】键,CNC进入急停状态,进给及主轴运动立即停止工作。
:紧急停止旋钮,机床运行时,在危险或紧急情况下按下【急停】键,CNC进入急停状态,进给及主轴运动立即停止工作。 :进给倍率修调开关。
:进给倍率修调开关。