电子基础实训教程
-
1.1前 言
-
1.2理论篇——电子类基础知识
-
1.2.1第1章 专业基础实践
-
1.2.1.11.1 专业实践课程的作用、目的和要求
-
1.2.1.1.11.1.1 实践课的作用
-
1.2.1.1.21.1.2 实践课的目的
-
1.2.1.1.31.1.3 实践课的教学要求
-
1.2.1.21.2 实践课程的基本程序
-
1.2.1.2.11.2.1 课前准备
-
1.2.1.2.21.2.2 实践守则
-
1.2.1.2.31.2.3 实践课后的工作
-
1.2.1.31.3 实践报告的基本格式
-
1.2.1.41.4 实践的注意事项
-
1.2.1.4.11.4.1 人身安全操作规则
-
1.2.1.4.21.4.2 设备安全操作规则
-
1.2.2第2章 电子元件及其识别
-
1.2.2.12.1 电 阻
-
1.2.2.1.12.1.1 分类
-
1.2.2.1.22.1.2 主要性能指标
-
1.2.2.1.32.1.3 命名方法
-
1.2.2.1.42.1.4 选用常识
-
1.2.2.1.52.1.5 检测方法与经验
-
1.2.2.22.2 电容器
-
1.2.2.2.12.2.1 常用电容的结构和特点
-
1.2.2.2.22.2.2 主要性能指标
-
1.2.2.2.32.2.3 命名方法
-
1.2.2.2.42.2.4 电容器的选用常识
-
1.2.2.2.52.2.5 电容器检测的一般方法
-
1.2.2.32.3 电 感
-
1.2.2.3.12.3.1 电感基本知识
-
1.2.2.3.22.3.2 电感的主要特性参数
-
1.2.2.3.32.3.3 电感在电路中的作用
-
1.2.2.3.42.3.4 电感线圈的绕制方法
-
1.2.2.3.52.3.5 电感器的检测
-
1.2.2.3.62.3.6 电感器的选用
-
1.2.2.42.4 变压器
-
1.2.2.4.12.4.1 变压器的型号命名
-
1.2.2.4.22.4.2 变压器的分类
-
1.2.2.4.32.4.3 变压器的检测
-
1.2.2.52.5 实践:电阻电容电感的识别与测量
-
1.2.3第3章 电子器件及其识别
-
1.2.3.13.1 晶体二极管
-
1.2.3.1.13.1.1 晶体二极管型号的命名方法
-
1.2.3.1.23.1.2 晶体二极管的参数
-
1.2.3.1.33.1.3 晶体二极管的分类
-
1.2.3.1.43.1.4 二极管检测方法
-
1.2.3.23.2 晶体三极管
-
1.2.3.2.13.2.1 晶体三极管型号的命名方法
-
1.2.3.2.23.2.2 晶体三极管型号的结构
-
1.2.3.2.33.2.3 晶体三极管的主要参数
-
1.2.3.2.43.2.4 晶体三极管的识别
-
1.2.3.33.3 集成电路
-
1.2.3.3.13.3.1 集成电路的分类
-
1.2.3.3.23.3.2 集成电路的引脚识别
-
1.2.3.3.33.3.3 集成电路的选用和使用注意事项
-
1.2.3.43.4 实践:电位器、二极管和三极管的识别与测量
-
1.2.4第4章 其他电子器件
-
1.2.4.14.1 场效应管
-
1.2.4.1.14.1.1 场效应管的分类、结构与命名
-
1.2.4.1.24.1.2 场效应管的特点与作用
-
1.2.4.1.34.1.3 场效应管的主要参数与作用
-
1.2.4.1.44.1.4 效应管的判别与测量
-
1.2.4.24.2 晶闸管
-
1.2.4.2.14.2.1 单向晶闸管
-
1.2.4.2.24.2.2 单向晶闸管测量
-
1.2.4.2.34.2.3 双向晶闸管
-
1.2.4.2.44.2.4 单向晶闸管测量
-
1.2.4.34.3 触发二极管
-
1.2.4.3.14.3.1 触发二极管分类
-
1.2.4.3.24.3.2 触发二极管的检测
-
1.2.4.44.4 常用开关
-
1.2.4.4.14.4.1 常用开关的种类
-
1.2.4.4.24.4.2 开关的主要参数
-
1.2.4.54.5 继电器
-
1.2.4.5.14.5.1 继电器的电符号和触点形式
-
1.2.4.5.24.5.2 继电器的主要技术参数
-
1.2.4.5.34.5.3 继电器测试
-
1.2.4.5.44.5.4 继电器的选用
-
1.2.5第5章 常用仪表仪器介绍
-
1.2.5.15.1 万用表
-
1.2.5.1.15.1.1 模拟万用表
-
1.2.5.1.25.1.2 数字万用表
-
1.2.5.25.2 直流稳压电源
-
1.2.5.2.15.2.1 概述
-
1.2.5.2.25.2.2 面板说明
-
1.2.5.2.35.2.3 双路可调电源独立使用
-
1.2.5.2.45.2.4 双路可调电源串联使用
-
1.2.5.2.55.2.5 双路可调电源并联使用
-
1.2.5.2.65.2.6 注意事项
-
1.2.5.35.3 毫伏表
-
1.2.5.3.15.3.1 DA-16型毫伏表的主要性能指标
-
1.2.5.3.25.3.2 DA-16型毫伏表的面板功能
-
1.2.5.3.35.3.3 DA-16型毫伏表的使用方法
-
1.2.5.45.4 信号发生器
-
1.2.5.4.15.4.1 ZN1060型高频信号发生器的主要性能指标
-
1.2.5.4.25.4.2 ZN1060型高频信号发生器的面板结构
-
1.2.5.4.35.4.3 ZN1060型高频信号发生器的功能
-
1.2.5.4.45.4.4 ZN1060型高频信号发生器的使用方法
-
1.2.5.55.5 示波器
-
1.2.5.5.15.5.1 YB4320双踪示波器主要技术指标
-
1.2.5.5.25.5.2 YB4320双踪示波器面板图及控制键功能
-
1.2.5.5.35.5.3 基本操作方法
-
1.2.5.65.6 频率特性测试仪
-
1.2.5.6.15.6.1 BT3CA型频率特性测试仪的主要性能指标
-
1.2.5.6.25.6.2 BT3CA型频率特性测试仪的面板结构及部件功能
-
1.2.5.6.35.6.3 BT3CA型频率特性测试仪的使用方法
-
1.3实践篇——专业实践训练
-
1.3.1第6章 焊接技术及实践
-
1.3.1.16.1 焊接材料
-
1.3.1.1.16.1.1 焊料
-
1.3.1.1.26.1.2 助焊剂
-
1.3.1.1.36.1.3 阻焊剂
-
1.3.1.26.2 焊接的分类
-
1.3.1.36.3 焊接的方法
-
1.3.1.46.4 焊接工具
-
1.3.1.56.5 手工焊接技术
-
1.3.1.5.16.5.1 焊接操作姿势与注意事项
-
1.3.1.5.26.5.2 手工焊接的要求
-
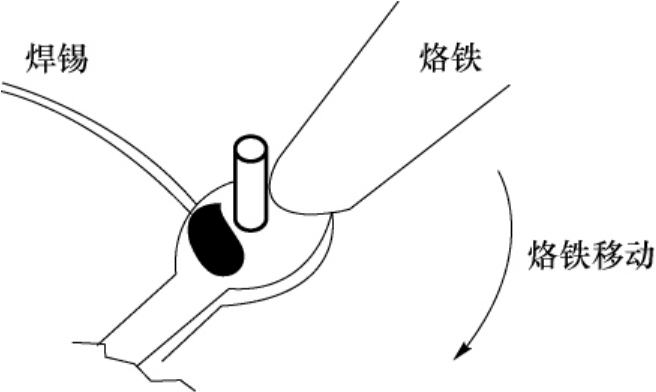
1.3.1.5.36.5.3 五步操作法
-
1.3.1.5.46.5.4 焊接的操作要领
-
1.3.1.66.6 实用焊接技术
-
1.3.1.6.16.6.1 印制电路板的焊接
-
1.3.1.6.26.6.2 导线的焊接
-
1.3.1.6.36.6.3 易损元器件的焊接
-
1.3.1.76.7 焊接质量的检查
-
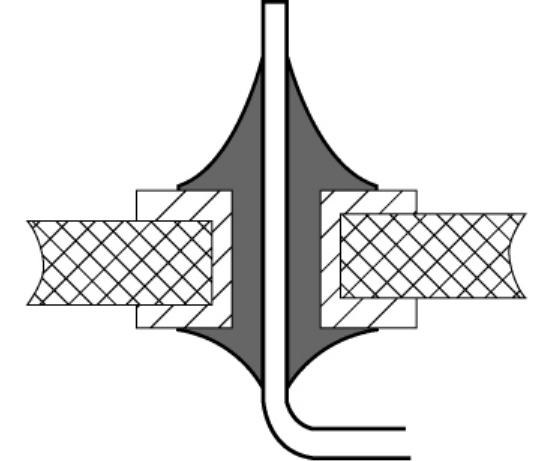
1.3.1.7.16.7.1 焊点缺陷及质量分析
-
1.3.1.7.26.7.2 目视检查
-
1.3.1.7.36.7.3 手触检查
-
1.3.1.7.46.7.4 通电检查
-
1.3.1.86.8 拆 焊
-
1.3.1.96.9 贴片元件焊接
-
1.3.1.106.10 实践:手工焊接
-
1.3.2第7章 直流稳压电源设计
-
1.3.2.17.1 单相整流滤波电路
-
1.3.2.1.17.1.1 单相整流电路
-
1.3.2.1.27.1.2 滤波电路
-
1.3.2.27.2 线性集成稳压器
-
1.3.2.2.17.2.1 串联型稳压电路的工作原理
-
1.3.2.2.27.2.2 三端固定输出集成稳压器
-
1.3.2.2.37.2.3 三端可调输出集成稳压器
-
1.3.2.37.3 开关集成稳压电源
-
1.3.2.3.17.3.1 开关电源的基本工作原理
-
1.3.2.3.27.3.2 集成开关稳压器及其应用
-
1.3.2.47.4 实践1:分立器件型直流稳压电源制作
-
1.3.2.4.17.4.1 电路原理图
-
1.3.2.4.27.4.2 主要元器件清单
-
1.3.2.4.37.4.3 电路安装与调试
-
1.3.2.57.5 实践2:78系列集成稳压电源制作
-
1.3.2.5.17.5.1 电路原理
-
1.3.2.5.27.5.2 主要元器件清单
-
1.3.2.5.37.5.3 电路焊接、组装
-
1.3.2.67.6 实践3:LM系列集成稳压电源制作
-
1.3.2.6.17.6.1 电路工作原理
-
1.3.2.6.27.6.2 元件选择
-
1.3.2.6.37.6.3 制作过程
-
1.3.2.6.47.6.4 扩展应用
-
1.3.3第8章 印刷板及其电路设计与制作
-
1.3.3.18.1 印制板的定义、特点和分类
-
1.3.3.1.18.1.1 印制板的定义
-
1.3.3.1.28.1.2 印制板的特点
-
1.3.3.1.38.1.3 印制线路的分类
-
1.3.3.1.48.1.4 印制电路板的应用领域
-
1.3.3.28.2 印制电路板的制造工艺
-
1.3.3.2.18.2.1 印制电路板制造工艺过程
-
1.3.3.2.28.2.2 印制电路技术的发展趋势
-
1.3.3.38.3 覆铜箔基本知识介绍
-
1.3.3.3.18.3.1 覆铜箔的分类
-
1.3.3.3.28.3.2 覆铜箔板产品型号的表示方法(GB/T 4721-92)
-
1.3.3.3.38.3.3 基板材料的UL标准与UL认证
-
1.3.3.3.48.3.4 覆铜箔板在使用、储存时应注意的问题
-
1.3.3.48.4 印制电路板的设计
-
1.3.3.4.18.4.1 元器件的布局原则
-
1.3.3.4.28.4.2 印制导线的布线原则
-
1.3.3.4.38.4.3 Protel实现印制电路设计
-
1.3.3.4.48.4.4 工业印制电路板的制作
-
1.3.3.4.58.4.5 手工制作印制电路板的方法
-
1.3.3.4.68.4.6 手工制作印制电路板的详细过程
-
1.3.3.58.5 印制电路板的抗干扰设计
-
1.3.3.5.18.5.1 地线干扰
-
1.3.3.5.28.5.2 电源的干扰
-
1.3.3.5.38.5.3 电磁干扰
-
1.3.3.5.48.5.4 热干扰
-
1.3.3.68.6 实践1:电子抢答器的制作
-
1.3.3.6.18.6.1 电路原理
-
1.3.3.6.28.6.2 主要元器件清单
-
1.3.3.6.38.6.3 电路焊接和组装
-
1.3.3.6.48.6.4 电路调试
-
1.3.3.78.7 实践2:增强型无线话筒
-
1.3.3.7.18.7.1 性能参数
-
1.3.3.7.28.7.2 无线发射器开发潜能
-
1.3.3.7.38.7.3 电路参考图
-
1.3.3.7.48.7.4 工作原理
-
1.3.3.7.58.7.5 PCB板图
-
1.3.3.7.68.7.6 装配说明
-
1.3.3.7.78.7.7 装好的成品板
-
1.3.3.88.8 实践3:小型无线话筒的制作
-
1.3.3.8.18.8.1 电路说明
-
1.3.3.8.28.8.2 元件选择和制作
-
1.3.3.8.38.8.3 调试
-
1.3.4第9章 单片机最小系统板设计与制作
-
1.3.4.19.1 单片机系统介绍
-
1.3.4.29.2 单片机最小系统板设计制作
-
1.3.4.2.19.2.1 单片机最小系统电路板硬件设计
-
1.3.4.2.29.2.2 最小系统电路PCB印制板电路图
-
1.3.4.39.3 单片机最小系统电路板测试程序设计
-
1.3.4.49.4 实践:单片机最小系统板焊接
-
1.3.4.4.19.4.1 准备工作
-
1.3.4.4.29.4.2 元器件的焊接
-
1.3.4.4.39.4.3 修整及检查
-
1.4附录1 贴片式电子元件识别与检测技术
-
1.5附录2 升压模块的设计与制作
-
1.6附录3 基于AD9850信号发生器的设计与制作
-
1.7附录4 常用数字集成电路引脚图
-
1.8参考文献