天工开物
-
1.1出版说明
-
1.2自序
-
1.3目录
-
1.4上卷
-
1.4.1乃粒第一
-
1.4.1.1宋子曰
-
1.4.1.2总名
-
1.4.1.3稻
-
1.4.1.4稻宜
-
1.4.1.5稻工
-
1.4.1.6稻灾
-
1.4.1.7水利
-
1.4.1.8麦
-
1.4.1.9麦工
-
1.4.1.10麦灾
-
1.4.1.11黍稷、粱粟
-
1.4.1.12麻
-
1.4.1.13菽
-
1.4.2乃服第二
-
1.4.2.1宋子曰
-
1.4.2.2蚕种
-
1.4.2.3蚕浴
-
1.4.2.4种忌
-
1.4.2.5种类
-
1.4.2.6抱养
-
1.4.2.7养忌
-
1.4.2.8叶料
-
1.4.2.9食忌
-
1.4.2.10病症
-
1.4.2.11老足
-
1.4.2.12结茧
-
1.4.2.13取茧
-
1.4.2.14物害
-
1.4.2.15择茧
-
1.4.2.16造绵
-
1.4.2.17治丝
-
1.4.2.18调丝
-
1.4.2.19纬络
-
1.4.2.20经具
-
1.4.2.21过糊
-
1.4.2.22边维
-
1.4.2.23经数
-
1.4.2.24花机式
-
1.4.2.25腰机式
-
1.4.2.26结花本
-
1.4.2.27穿经
-
1.4.2.28分名
-
1.4.2.29熟练
-
1.4.2.30龙袍
-
1.4.2.31倭缎
-
1.4.2.32布衣
-
1.4.2.33枲著
-
1.4.2.34夏服
-
1.4.2.35裘
-
1.4.2.36褐毡
-
1.4.3彰施第三
-
1.4.3.1宋子曰
-
1.4.3.2诸色质料
-
1.4.3.3蓝淀
-
1.4.3.4红花
-
1.4.3.5造红花饼法
-
1.4.3.6附:燕脂
-
1.4.3.7槐花
-
1.4.4粹精第四
-
1.4.4.1宋子曰
-
1.4.4.2攻稻
-
1.4.4.3攻麦
-
1.4.4.4攻黍、稷、粟、粱、麻、菽
-
1.4.5作咸第五
-
1.4.5.1宋子曰
-
1.4.5.2盐产
-
1.4.5.3海水盐
-
1.4.5.4池盐
-
1.4.5.5井盐
-
1.4.5.6末盐
-
1.4.5.7崖盐
-
1.4.6甘嗜第六
-
1.4.6.1宋子曰
-
1.4.6.2蔗种
-
1.4.6.3蔗品
-
1.4.6.4造糖
-
1.4.6.5造白糖
-
1.4.6.6饴饧
-
1.4.6.7蜂蜜
-
1.4.6.8附:造兽糖
-
1.5中卷
-
1.5.1陶埏第七
-
1.5.1.1宋子曰
-
1.5.1.2瓦
-
1.5.1.3砖
-
1.5.1.4罂、瓮
-
1.5.1.5白瓷,附:青瓷
-
1.5.1.6附:窑变、回青
-
1.5.2冶铸第八
-
1.5.2.1宋子曰
-
1.5.2.2鼎
-
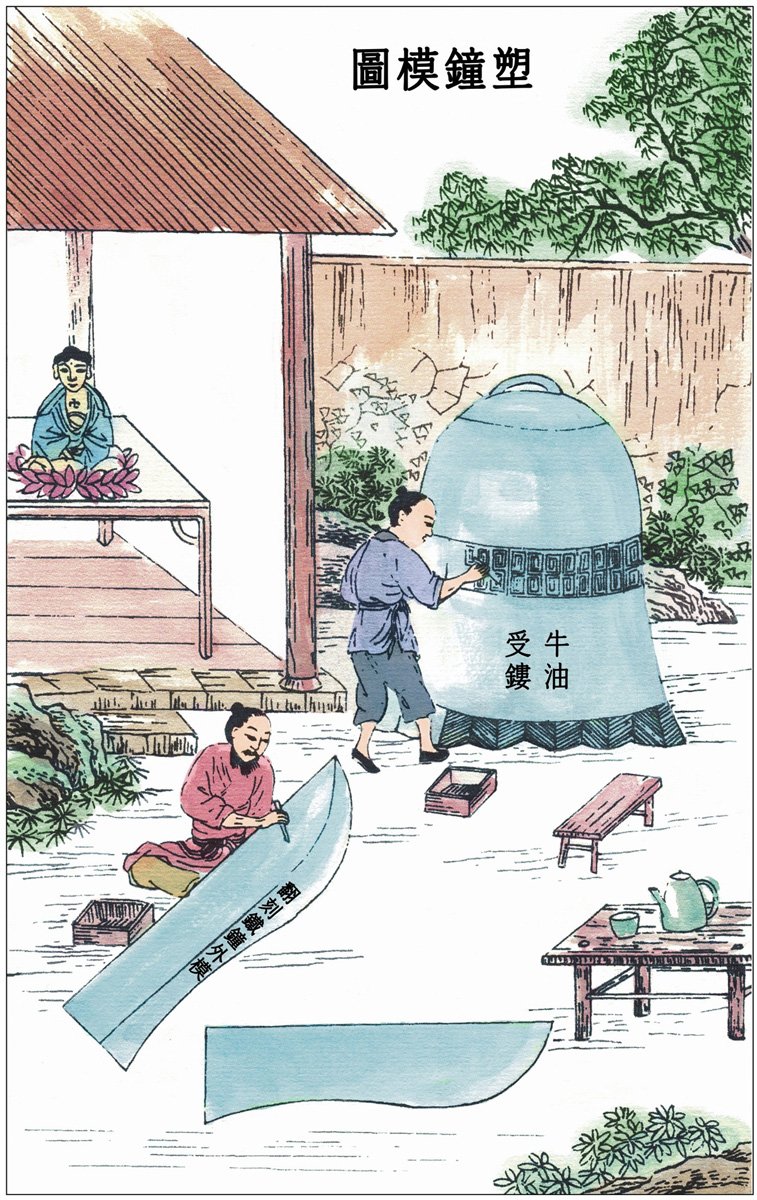
1.5.2.3钟
-
1.5.2.4釜
-
1.5.2.5像
-
1.5.2.6炮
-
1.5.2.7镜
-
1.5.2.8钱
-
1.5.2.9附:铁钱
-
1.5.3舟车第九
-
1.5.3.1宋子曰
-
1.5.3.2舟
-
1.5.3.3漕舫
-
1.5.3.4海舟
-
1.5.3.5杂舟
-
1.5.3.6车
-
1.5.4锤锻第十
-
1.5.4.1宋子曰
-
1.5.4.2冶铁
-
1.5.4.3斤斧
-
1.5.4.4锄、镈
-
1.5.4.5锉
-
1.5.4.6锥
-
1.5.4.7锯
-
1.5.4.8刨
-
1.5.4.9凿
-
1.5.4.10锚
-
1.5.4.11针
-
1.5.4.12冶铜
-
1.5.5燔石第十一
-
1.5.5.1宋子曰
-
1.5.5.2石灰
-
1.5.5.3蛎灰
-
1.5.5.4煤炭
-
1.5.5.5矾石、白矾
-
1.5.5.6青矾、红矾、黄矾、胆矾
-
1.5.5.7硫黄
-
1.5.5.8砒石
-
1.5.6膏液第十二
-
1.5.6.1宋子曰
-
1.5.6.2油品
-
1.5.6.3法具
-
1.5.6.4皮油
-
1.5.7杀青第十三
-
1.5.7.1宋子曰
-
1.5.7.2纸料
-
1.5.7.3造竹纸
-
1.5.7.4造皮纸
-
1.6下卷
-
1.6.1五金第十四
-
1.6.1.1宋子曰
-
1.6.1.2黄金
-
1.6.1.3银
-
1.6.1.4附:朱砂银
-
1.6.1.5铜
-
1.6.1.6附:倭铅
-
1.6.1.7铁
-
1.6.1.8锡
-
1.6.1.9铅
-
1.6.1.10附:胡粉
-
1.6.1.11附:黄丹
-
1.6.2佳兵第十五
-
1.6.2.1宋子曰
-
1.6.2.2弧、矢
-
1.6.2.3弩
-
1.6.2.4干
-
1.6.2.5火药料
-
1.6.2.6硝石
-
1.6.2.7硫黄
-
1.6.2.8火器
-
1.6.3丹青第十六
-
1.6.3.1宋子曰
-
1.6.3.2朱
-
1.6.3.3墨
-
1.6.3.4附
-
1.6.4曲糵第十七
-
1.6.4.1宋子曰
-
1.6.4.2酒母
-
1.6.4.3神曲
-
1.6.4.4丹曲
-
1.6.5珠玉第十八
-
1.6.5.1宋子曰
-
1.6.5.2珠
-
1.6.5.3宝
-
1.6.5.4玉