焊接技能实训
-
1.1前 言
-
1.2绪论
-
1.2.1子任务一 焊接操作安全技术
-
1.2.2子任务二 焊接缺陷产生的原因、危害及其预防
-
1.3任务一 焊条电弧焊
-
1.3.1子任务一 引弧及平焊
-
1.3.2子任务二 平角焊
-
1.3.3子任务三 对接平焊
-
1.3.4子任务四 对接立焊
-
1.3.5子任务五 立角焊
-
1.3.6子任务六 对接横焊
-
1.3.7子任务七 对接仰焊
-
1.3.8子任务八 仰角焊
-
1.3.9子任务九 垂直固定管焊
-
1.3.10子任务十 水平固定管焊
-
1.3.11子任务十一 垂直固定俯位管板焊
-
1.3.12子任务十二 水平固定管板焊
-
1.3.13子任务十三 垂直固定仰位管板焊
-
1.3.14子任务十四 倾斜45°固定管焊
-
1.3.15子任务十五 水平固定管加障碍焊
-
1.3.16子任务十六 垂直固定管加障碍焊
-
1.4任务二 气焊与气割
-
1.4.1子任务一 中厚板气割
-
1.4.2子任务二 薄板气焊
-
1.4.3子任务三 管接头火焰钎焊
-
1.5任务三 二氧化碳气体保护焊
-
1.5.1子任务一 板对接二氧化碳气体保护焊
-
1.5.2子任务二 水平固定管二氧化碳气体保护焊
-
1.6任务四 氩弧焊接操作
-
1.6.1子任务一 铝板对接钨极氩弧焊
-
1.6.2子任务二 纯铜固定管钨极氩弧焊
-
1.6.3子任务三 钛板对接钨极氩弧焊
-
1.6.4子任务四 板对接钨极氩弧焊
-
1.6.5子任务五 固定管钨极氩弧焊
-
1.6.6子任务六 固定管钨极氩弧焊打底、焊条电弧焊盖面焊
-
1.7任务五 埋弧焊
-
1.7.1子任务一 板对接埋弧焊
-
1.8任务六 其他焊接方法
-
1.8.1子任务一 等离子弧焊接
-
1.8.2子任务二 等离子弧切割
-
1.8.3子任务三 电阻点焊
-
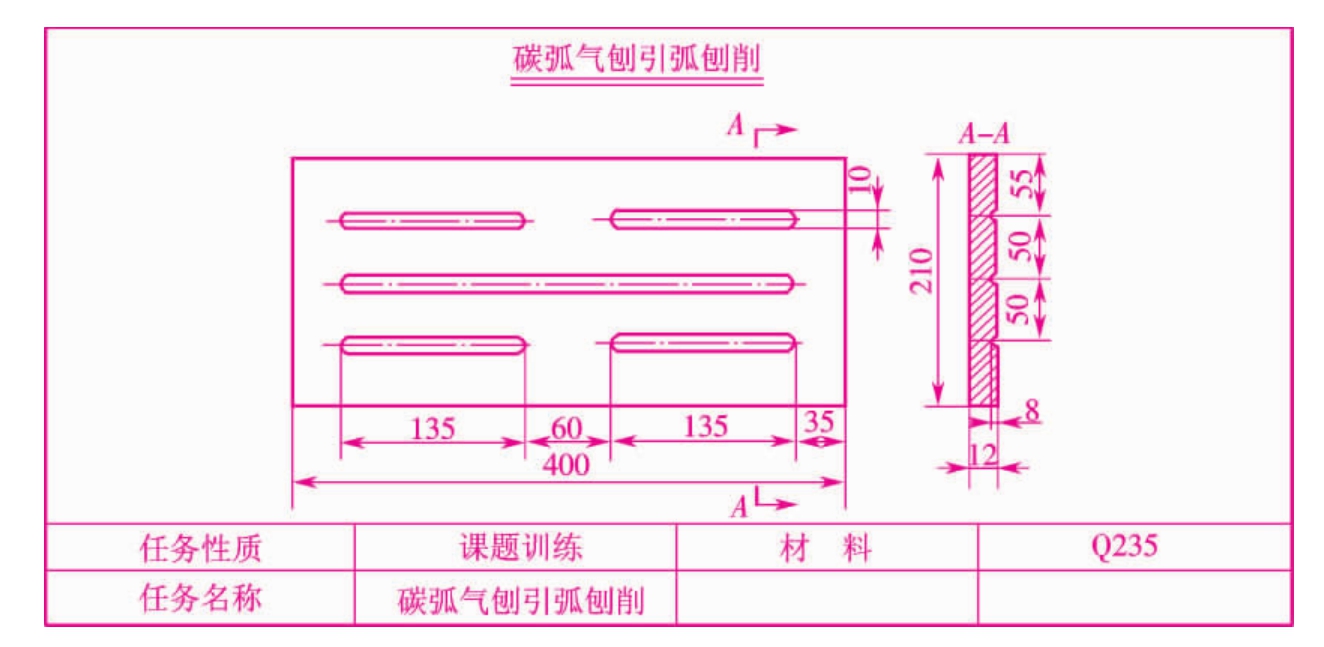
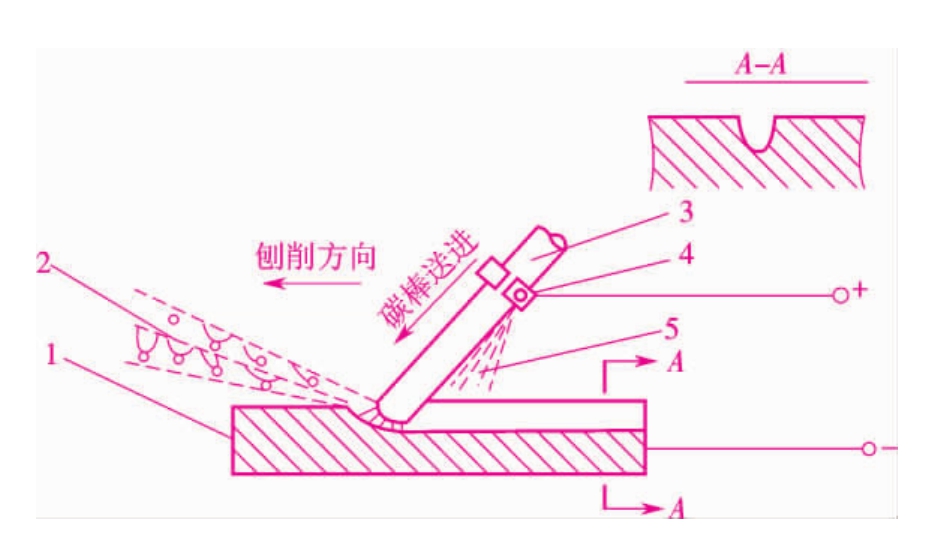
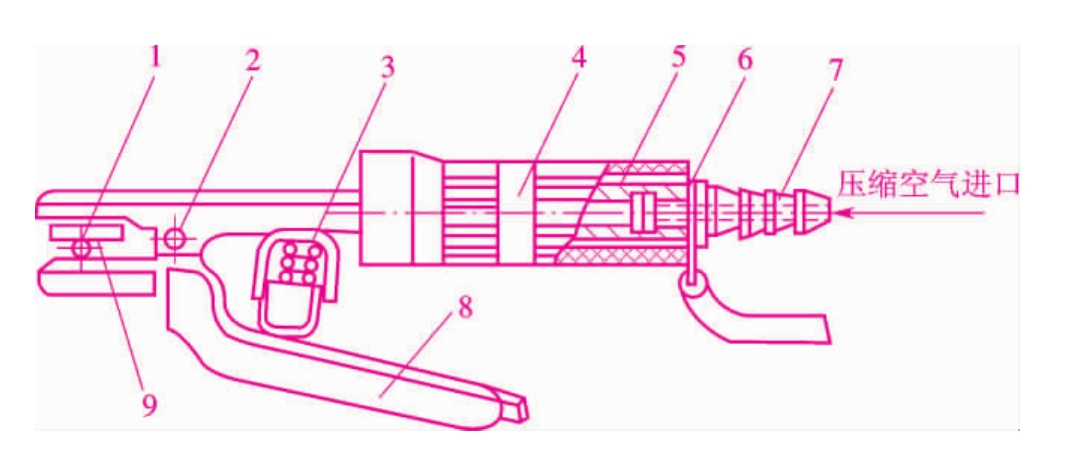
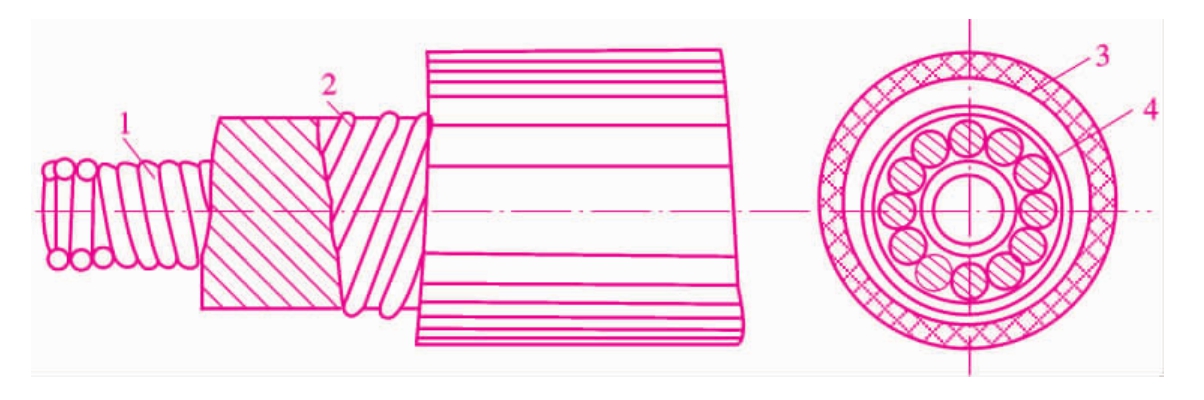
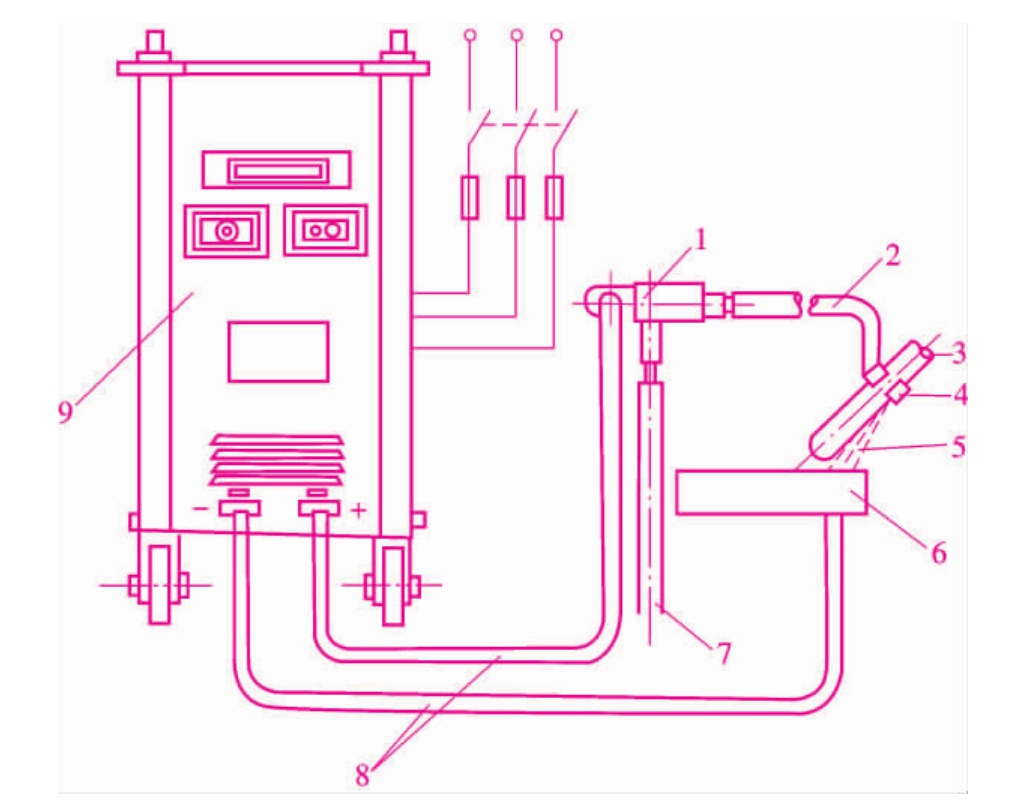
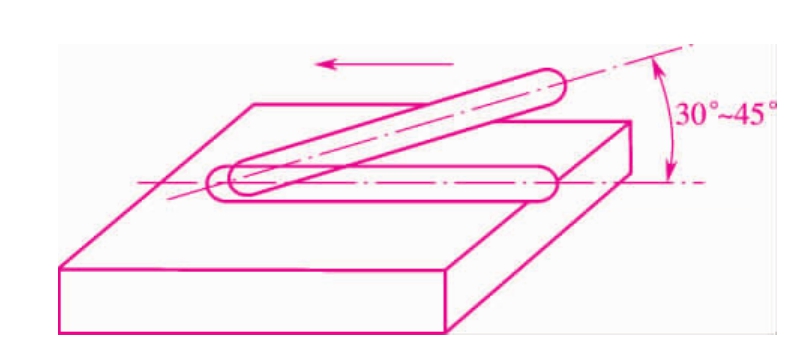
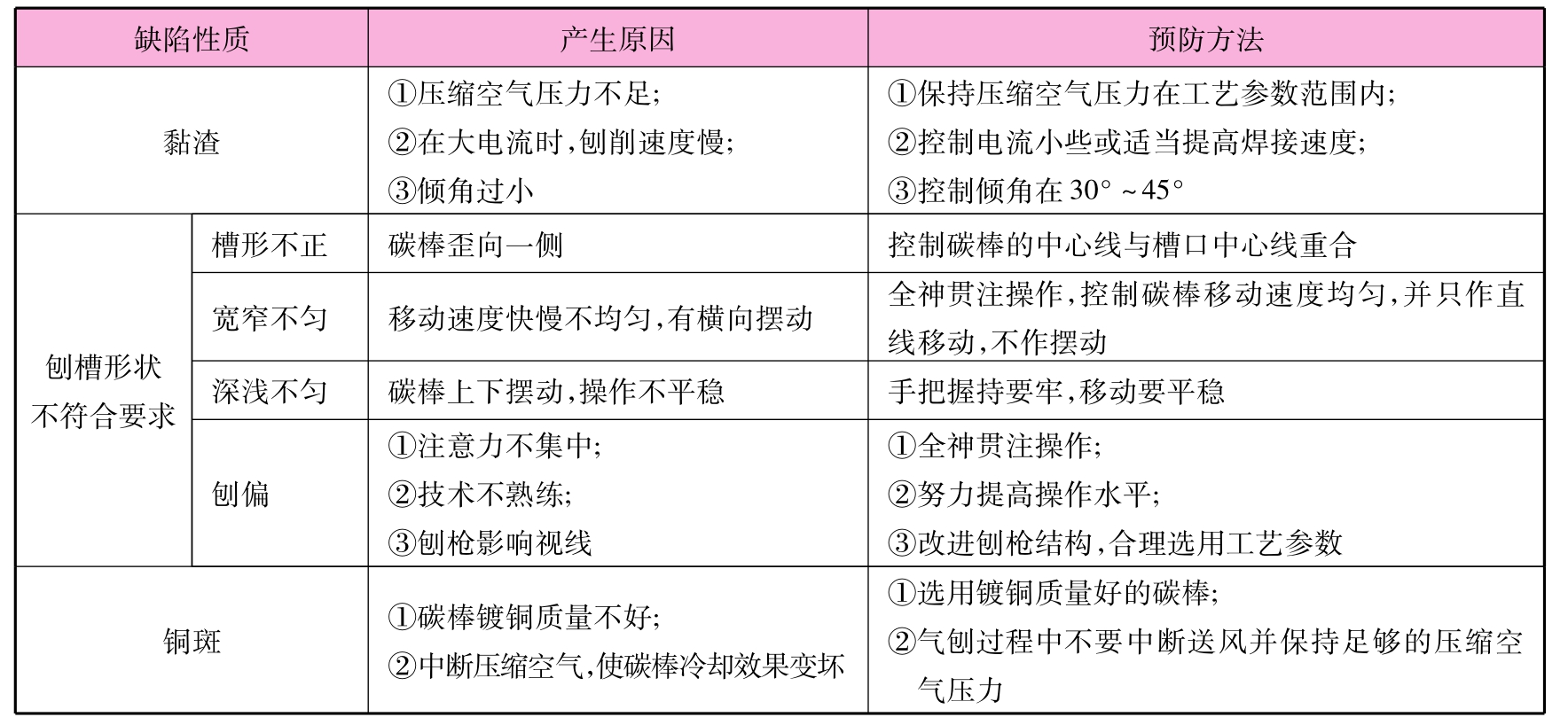
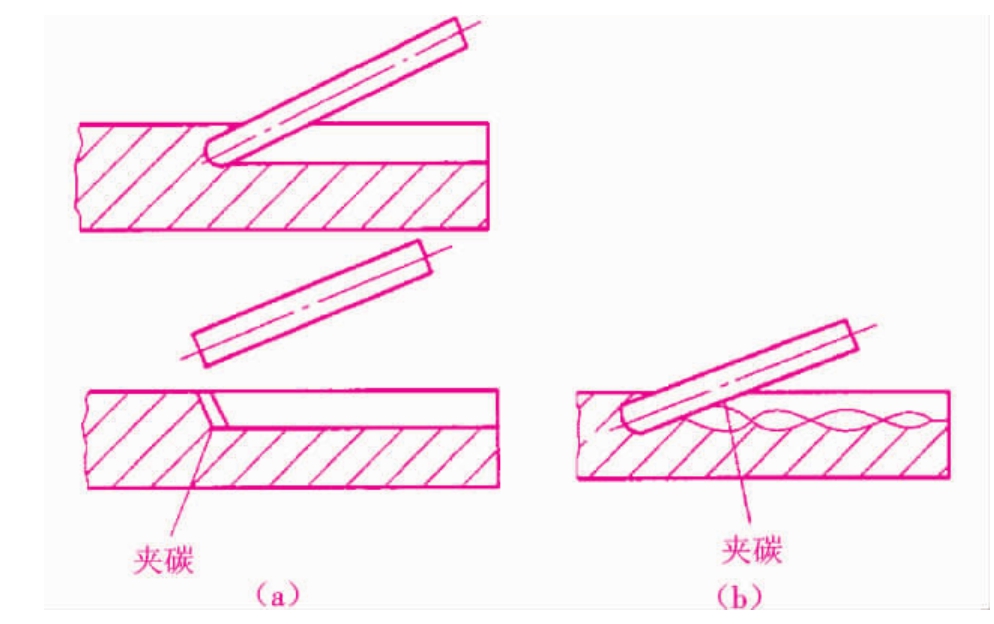
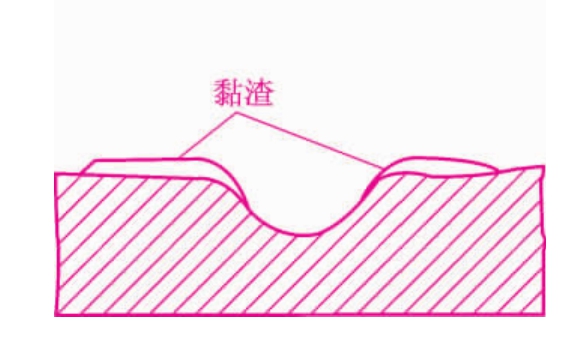
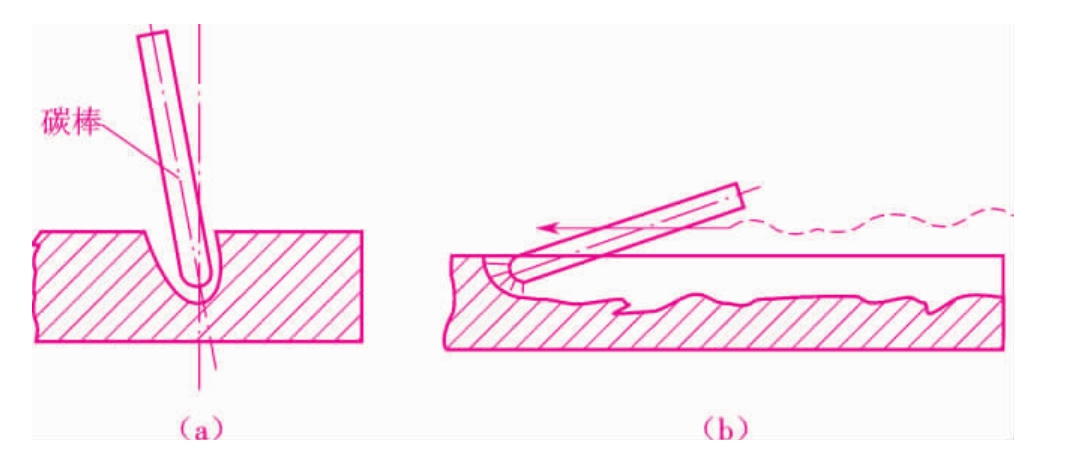
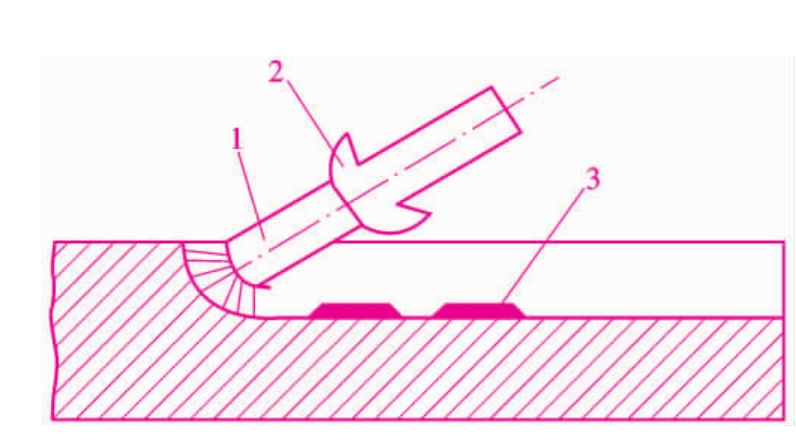
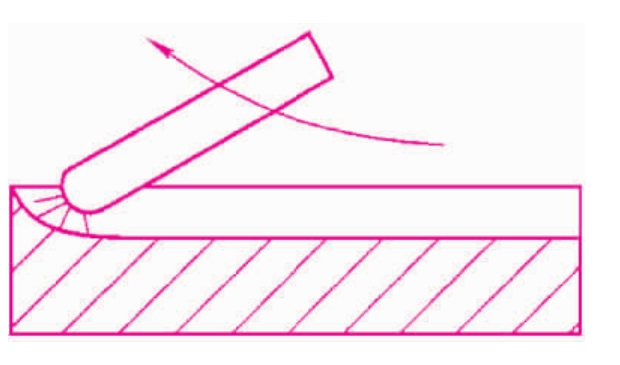
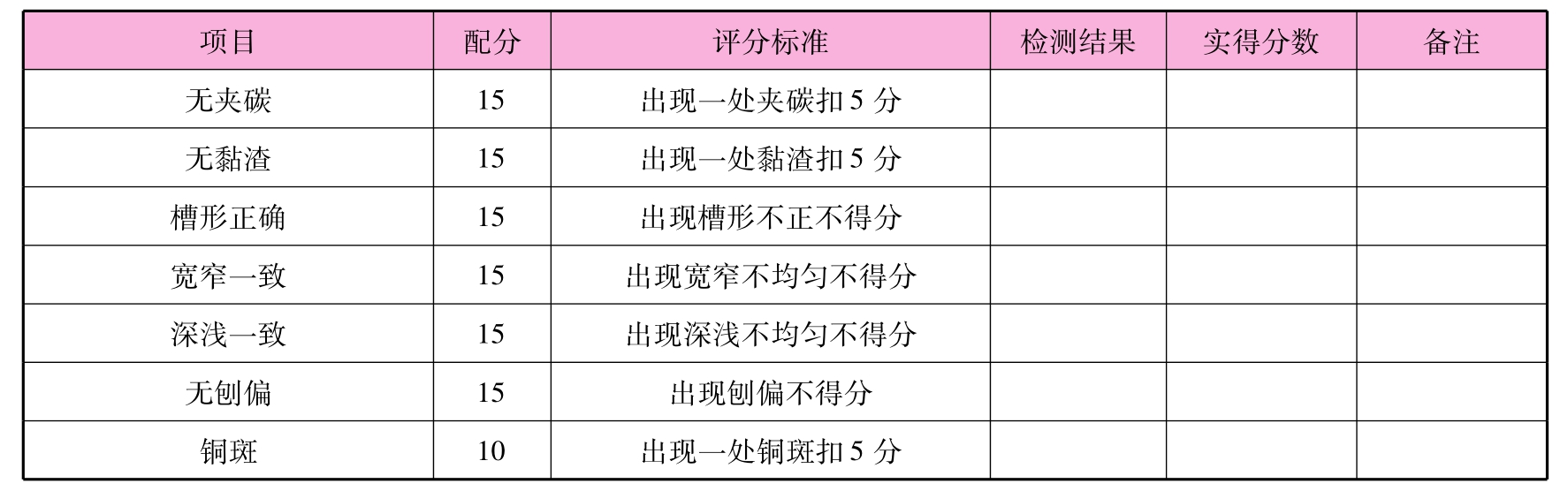
1.8.4子任务四 碳弧气刨
-
1.9任务七 异种金属材料焊接操作
-
1.9.1子任务一 低碳钢与低合金钢对接焊条电弧焊
-
1.9.2子任务二 耐热钢管与不锈钢管氩弧焊打底焊条电弧焊盖面焊
-
1.9.3子任务三 不锈复合钢板对接焊条电弧焊
-
1.10任务八 焊件焊补与堆焊
-
1.10.1子任务一 铸件焊补
-
1.10.2子任务二 热锻模具堆焊
-
1.11任务九 典型焊接结构焊接操作
-
1.11.1子任务一 压力容器筒体环缝的焊接
-
1.11.2子任务二 支撑柱的焊接
-
1.12参考文献