PLC编程实用指南
-
1.1第2版前言
-
1.2第1版前言
-
1.3目录
-
1.4绪论
-
1.4.10.1 PLC的产生
-
1.4.1.10.1.1 继电控制电路
-
1.4.1.20.1.2 可接插逻辑控制器与顺序控制器
-
1.4.1.30.1.3 GM10条
-
1.4.1.40.1.4 PLC的诞生
-
1.4.20.2 PLC的原理
-
1.4.2.10.2.1 PLC实现控制的要点
-
1.4.2.20.2.2 PLC实现控制的过程
-
1.4.2.30.2.3 PLC实现控制的方式
-
1.4.2.40.2.4 PLC响应时间的计算
-
1.4.30.3 PLC的组成
-
1.4.3.10.3.1 从结构看
-
1.4.3.20.3.2 从功能看
-
1.4.40.4 PLC的类型
-
1.4.4.10.4.1 按控制规模分
-
1.4.4.20.4.2 按结构特点分
-
1.4.4.30.4.3 按生产厂商分
-
1.4.4.40.4.4 按其他特点划分
-
1.4.50.5 PLC的特点
-
1.4.5.10.5.1 功能丰富
-
1.4.5.20.5.2 使用方便
-
1.4.5.30.5.3 工作可靠
-
1.4.5.40.5.4 经济合算
-
1.4.60.6 PLC的性能
-
1.4.6.10.6.1 工作速度
-
1.4.6.20.6.2 控制规模
-
1.4.6.30.6.3 组成模块
-
1.4.6.40.6.4 内存容量
-
1.4.6.50.6.5 指令系统
-
1.4.6.60.6.6 支持软件
-
1.4.6.70.6.7 可靠措施
-
1.4.6.80.6.8 连网通信
-
1.4.6.90.6.9 经济指标
-
1.4.70.7 PLC的应用
-
1.4.7.10.7.1 PLC用于系统控制自动化
-
1.4.7.20.7.2 PLC用于系统控制网络化
-
1.4.7.30.7.3 PLC用于系统控制信息化
-
1.4.7.40.7.4 PLC用于系统控制智能化
-
1.4.80.8 PLC的使用
-
1.4.8.10.8.1 系统配置
-
1.4.8.20.8.2 程序设计
-
1.4.9结束语
-
1.4.10请想想:
-
1.5第1章 PLC编程技术基础
-
1.5.11.1 PLC程序概念
-
1.5.1.11.1.1 PLC指令
-
1.5.1.21.1.2 PLC功能(Function)
-
1.5.1.31.1.3 PLC功能块(Functionblock)
-
1.5.1.41.1.4 PLC程序块(POU)
-
1.5.1.51.1.5 PLC任务(Task)
-
1.5.1.61.1.6 PLC工程(Project)
-
1.5.21.2 PLC程序语言
-
1.5.2.11.2.1 指令表
-
1.5.2.21.2.2 结构化文本语言
-
1.5.2.31.2.3 梯形图
-
1.5.2.41.2.4 功能块图
-
1.5.2.51.2.5 连续功能图
-
1.5.2.61.2.6 顺序功能图
-
1.5.2.71.2.7 系统流程语言
-
1.5.2.81.2.8 SAMA图及G编程语言
-
1.5.31.3 PLC程序数据
-
1.5.3.11.3.1 地址
-
1.5.3.21.3.2 变量
-
1.5.3.31.3.3 常量
-
1.5.3.41.3.4 其他操作数
-
1.5.41.4 PLC指令系统
-
1.5.4.11.4.1 基本逻辑类指令
-
1.5.4.21.4.2 定时、计数指令
-
1.5.4.31.4.3 应用指令
-
1.5.4.41.4.4 功能、功能块
-
1.5.51.5 PLC编程软件
-
1.5.5.11.5.1 概述
-
1.5.5.21.5.2 组成
-
1.5.5.31.5.3 操作
-
1.5.5.41.5.4 安装
-
1.5.5.51.5.5 使用
-
1.5.5.61.5.6 帮助及其他
-
1.5.61.6 PLC典型程序
-
1.5.6.11.6.1 控制输出程序
-
1.5.6.21.6.2 起停程序
-
1.5.6.31.6.3 状态转换程序
-
1.5.6.41.6.4 定时控制程序
-
1.5.6.51.6.5 动作控制程序
-
1.5.6.61.6.6 步进程序
-
1.5.6.71.6.7 转换程序
-
1.5.6.81.6.8 数据存储程序
-
1.5.6.91.6.9 联锁、互锁程序
-
1.5.6.101.6.10 求公因数程序
-
1.5.7结束语
-
1.5.8请想想:
-
1.5.9请试试:
-
1.6第2章 PLC顺序控制程序设计
-
1.6.12.1 PLC顺序控制概述
-
1.6.1.12.1.1 顺序控制类型
-
1.6.1.22.1.2 顺序控制编程方法
-
1.6.1.32.1.3 顺序控制输入器件
-
1.6.1.42.1.4 顺序控制执行器
-
1.6.22.2 组合逻辑编程
-
1.6.2.12.2.1 组合逻辑表达式与真值表
-
1.6.2.22.2.2 组合逻辑分析
-
1.6.2.32.2.3 组合逻辑综合
-
1.6.2.42.2.4 组合逻辑综合实例
-
1.6.32.3 异步时序逻辑编程
-
1.6.3.12.3.1 异步时序逻辑表达式与通电表
-
1.6.3.22.3.2 异步时序逻辑分析
-
1.6.3.32.3.3 异步时序逻辑综合
-
1.6.3.42.3.4 异步时序逻辑综合举例
-
1.6.42.4 同步时序逻辑编程
-
1.6.4.12.4.1 异步时序逻辑同步化
-
1.6.4.22.4.2 同步时序逻辑表达式与状态图
-
1.6.4.32.4.3 同步时序逻辑分析
-
1.6.4.42.4.4 同步时序逻辑综合
-
1.6.4.52.4.5 同步时序逻辑综合实例
-
1.6.52.5 标志值法编程
-
1.6.5.12.5.1 基本思路
-
1.6.5.22.5.2 实现方法
-
1.6.5.32.5.3 实际应用
-
1.6.62.6 高级指令编程
-
1.6.6.12.6.1 用字逻辑指令处理
-
1.6.6.22.6.2 用子程序处理
-
1.6.6.32.6.3 用宏处理
-
1.6.6.42.6.4 用功能块处理
-
1.6.72.7 图解法编程
-
1.6.7.12.7.1 时序图法编程
-
1.6.7.22.7.2 流程图法编程
-
1.6.7.32.7.3 Petri网法编程
-
1.6.82.8 工程法编程
-
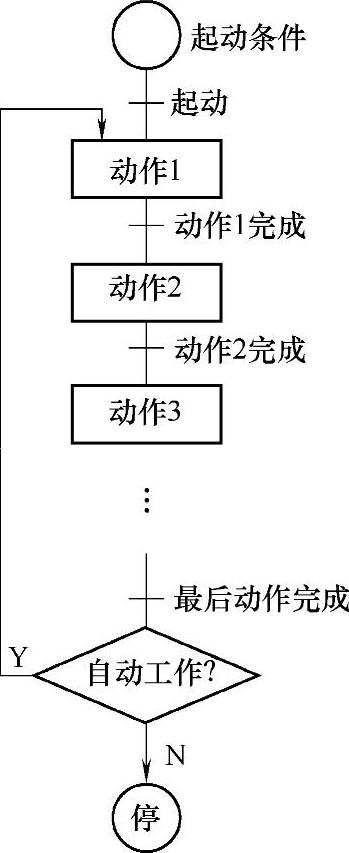
1.6.8.12.8.1 分散控制及其应用
-
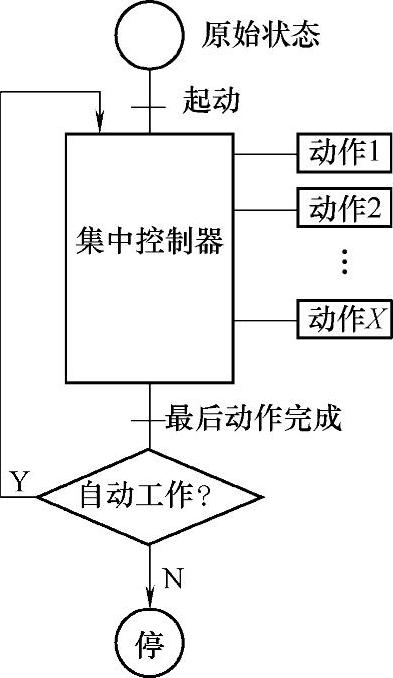
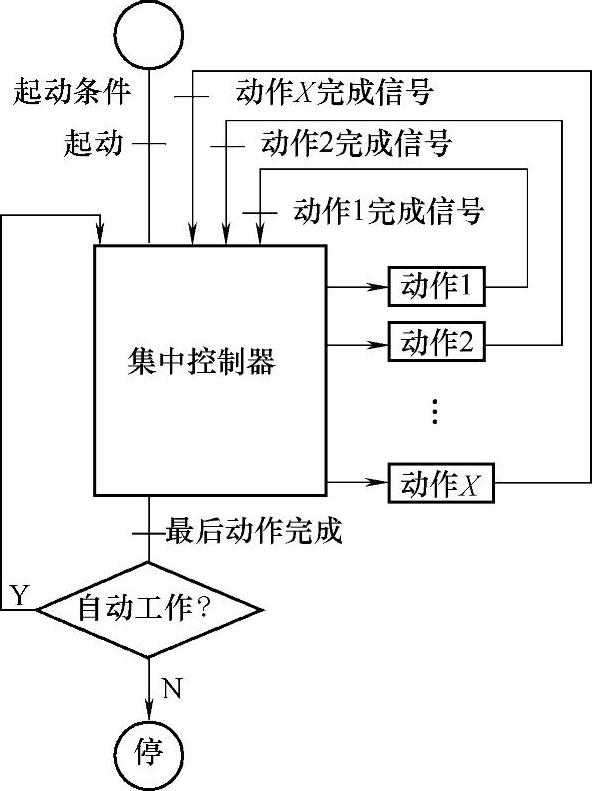
1.6.8.22.8.2 集中控制及其应用
-
1.6.8.32.8.3 混合控制及其应用
-
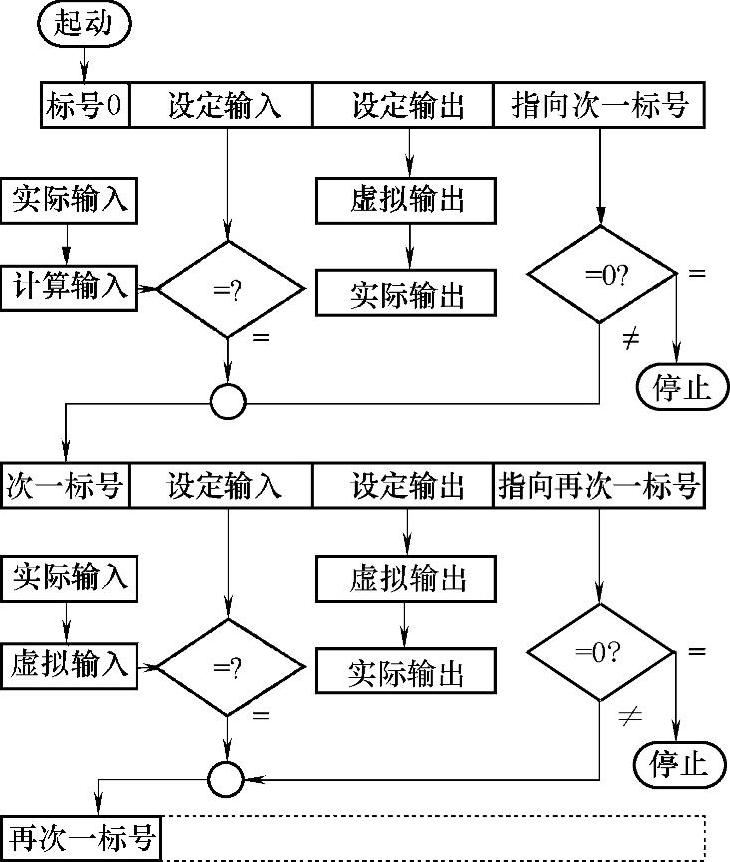
1.6.8.42.8.4 线性链表控制
-
1.6.8.52.8.5 工程法编程再思考
-
1.6.9结束语
-
1.6.10请想想:
-
1.6.11请试试:
-
1.7第3章 模拟量控制程序设计
-
1.7.13.1 模拟量控制概述
-
1.7.1.13.1.1 PLC模拟量控制过程
-
1.7.1.23.1.2 PLC模拟量控制目的
-
1.7.1.33.1.3 PLC模拟量控制类型
-
1.7.1.43.1.4 PLC模拟量控制特点
-
1.7.1.53.1.5 PLC模拟量控制要求及性能指标
-
1.7.23.2 PLC模拟量输入及输出
-
1.7.2.13.2.1 模拟量传感器
-
1.7.2.23.2.2 模拟量输入
-
1.7.2.33.2.3 PLC模拟量输出方法
-
1.7.2.43.2.4 模拟量模块访问与数据处理
-
1.7.2.53.2.5 模拟量执行器
-
1.7.33.3 模拟量开环控制
-
1.7.3.13.3.1 开环特性
-
1.7.3.23.3.2 开环控制
-
1.7.43.4 模拟量闭环基本控制
-
1.7.4.13.4.1 ON/OFF闭环控制
-
1.7.4.23.4.2 负反馈控制
-
1.7.4.33.4.3 偏差控制
-
1.7.4.43.4.4 无静差控制
-
1.7.53.5 模拟量一般PID控制
-
1.7.5.13.5.1 PID控制基本公式
-
1.7.5.23.5.2 PID控制输出及参数
-
1.7.5.33.5.3 PID控制程序实现
-
1.7.5.43.5.4 PID控制改进算法
-
1.7.5.53.5.5 PID控制参数整定
-
1.7.5.63.5.6 PID控制应用
-
1.7.63.6 欧姆龙PLC用PID指令实现PID控制
-
1.7.6.13.6.1 PID指令说明
-
1.7.6.23.6.2 两个自由度PID控制
-
1.7.6.33.6.3 PID参数整定
-
1.7.6.43.6.4 PID指令执行
-
1.7.6.53.6.5 使用PID指令有关细节
-
1.7.73.7 三菱PLC用PID指令实现PID控制
-
1.7.7.13.7.1 FX机PID指令格式
-
1.7.7.23.7.2 FX机PID指令要点
-
1.7.7.33.7.3 FX机PID指令应用
-
1.7.7.43.7.4 三菱中、大型机PID指令
-
1.7.83.8 西门子用PLC PID指令、函数块实现PID控制
-
1.7.8.13.8.1 S7-200 PID指令格式
-
1.7.8.23.8.2 S7-200 PID指令要点
-
1.7.8.33.8.3 S7-200 PID指令使用
-
1.7.8.43.8.4 PID功能块
-
1.7.8.53.8.5 PID功能块应用
-
1.7.8.63.8.6 PID模块化控制
-
1.7.93.9 和利时PLC LM机PID控制
-
1.7.9.13.9.1 运用高等数学功能块实现PID控制
-
1.7.9.23.9.2 运用PID功能块实现PID控制
-
1.7.103.10 PID控制高级应用
-
1.7.10.13.10.1 串级PID控制
-
1.7.10.23.10.2 串级双辅助回路PID比例控制
-
1.7.10.33.10.3 串级比例并交叉限幅双辅回路PID控制
-
1.7.10.43.10.4 前馈与PID混合控制
-
1.7.113.11 模拟量模糊控制程序设计
-
1.7.11.13.11.1 模糊控制原理
-
1.7.11.23.11.2 模糊控制算法
-
1.7.11.33.11.3 模糊算法实现
-
1.7.123.12 模拟量控制其他高级算法
-
1.7.12.13.12.1 最优控制
-
1.7.12.23.12.2 适应控制
-
1.7.12.33.12.3 预测控制
-
1.7.12.43.12.4 学习控制
-
1.7.12.53.12.5 专家控制
-
1.7.133.13 模拟量硬件模块控制
-
1.7.13.13.13.1 专用控制模块
-
1.7.13.23.13.2 回路控制模块
-
1.7.13.33.13.3 过程控制CPU
-
1.7.14结束语
-
1.7.15请想想:
-
1.7.16请试试:
-
1.8第4章 脉冲量控制程序设计
-
1.8.14.1 脉冲量控制概述
-
1.8.1.14.1.1 脉冲量控制的类型
-
1.8.1.24.1.2 脉冲量控制的目的
-
1.8.1.34.1.3 脉冲量控制的特点
-
1.8.24.2 脉冲量控制硬件基础
-
1.8.2.14.2.1 脉冲信号生成
-
1.8.2.24.2.2 脉冲信号采集
-
1.8.2.34.2.3 脉冲信号输出
-
1.8.2.44.2.4 脉冲信号执行
-
1.8.34.3 高速计数比较控制
-
1.8.3.14.3.1 内置高速计数器比较控制
-
1.8.3.24.3.2 高速计数模块比较控制
-
1.8.44.4 脉冲量闭环控制编程
-
1.8.4.14.4.1 脉冲量入模拟量出闭环控制
-
1.8.4.24.4.2 模拟量入脉冲量出闭环控制
-
1.8.4.34.4.3 脉冲量入脉冲量出闭环控制
-
1.8.54.5 脉冲量开环控制编程
-
1.8.5.14.5.1 独立运动控制
-
1.8.5.24.5.2 两轴协调运动控制
-
1.8.5.34.5.3 多轴协调运动控制
-
1.8.5.44.5.4 运动控制细节处理
-
1.8.64.6 同步运动控制编程
-
1.8.6.14.6.1 开环同步控制
-
1.8.6.24.6.2 闭环同步控制
-
1.8.6.34.6.3 和利时LM机同步控制
-
1.8.74.7 硬件模块实现运动控制
-
1.8.7.14.7.1 用位置控制、运动控制模块实现
-
1.8.7.24.7.2 用运动控制CPU实现运动控制
-
1.8.7.34.7.3 专用于运动控制PLC网络
-
1.8.8结束语
-
1.8.9请想想:
-
1.8.10请试试:
-
1.9第5章 PLC数据处理程序设计
-
1.9.15.1 数据终端是PLC的新角色
-
1.9.1.15.1.1 专职数据终端实例
-
1.9.1.25.1.2 兼职数据终端实例
-
1.9.25.2 数据终端条件及其使用
-
1.9.2.15.2.1 欧姆龙PLC DM、EM区及对其访问
-
1.9.2.25.2.2 西门子的V区、DB块及对其访问
-
1.9.2.35.2.3 三菱的D区及对其访问
-
1.9.2.45.2.4 新型PLC数据区及对其访问
-
1.9.35.3 数据采集程序设计
-
1.9.3.15.3.1 实时时钟
-
1.9.3.25.3.2 开关量采集
-
1.9.3.35.3.3 模拟量采集
-
1.9.3.45.3.4 脉冲量采集
-
1.9.3.55.3.5 脉冲选通采集
-
1.9.45.4 数据录入程序设计
-
1.9.4.15.4.1 录入数据设备
-
1.9.4.25.4.2 用通用指令录入
-
1.9.4.35.4.3 用特殊指令录入
-
1.9.4.45.4.4 用编码键盘录入
-
1.9.4.55.4.5 用模拟方法录入
-
1.9.55.5 数据存储程序设计
-
1.9.5.15.5.1 记录存储
-
1.9.5.25.5.2 压缩存储
-
1.9.5.35.5.3 安全存储
-
1.9.65.6 数据显示程序设计
-
1.9.6.15.6.1 数据数码管显示
-
1.9.6.25.6.2 数据动态显示
-
1.9.6.35.6.3 数据脉冲选通显示
-
1.9.6.45.6.4 高档数据显示设施
-
1.9.75.7 PLC数据传送
-
1.9.85.8 数表处理程序设计
-
1.9.8.15.8.1 求最大、最小数
-
1.9.8.25.8.2 排序
-
1.9.8.35.8.3 求总数
-
1.9.8.45.8.4 求平均数
-
1.9.8.55.8.5 数据查询
-
1.9.8.65.8.6 字符串处理
-
1.9.9结束语
-
1.9.10请想想:
-
1.9.11请试试:
-
1.10第6章 PLC通信程序设计
-
1.10.16.1 概述
-
1.10.1.16.1.1 PLC连网通信目的
-
1.10.1.26.1.2 PLC连网通信平台
-
1.10.1.36.1.3 PLC连网通信方法
-
1.10.1.46.1.4 PLC通信程序特点
-
1.10.26.2 PLC与PLC通信程序设计
-
1.10.2.16.2.1 PLC与PLC地址映射通信程序设计
-
1.10.2.26.2.2 PLC与PLC地址链接通信程序设计
-
1.10.2.36.2.3 PLC与PLC用串口指令通信程序设计
-
1.10.2.46.2.4 PLC与PLC串口协议通信编程
-
1.10.2.56.2.5 PLC与PLC网络指令通信程序设计
-
1.10.36.3 PLC与计算机串口通信编程
-
1.10.3.16.3.1 计算机方程序设计要点
-
1.10.3.26.3.2 计算机用微软控件通信编程
-
1.10.3.36.3.3 计算机用微软应用程序接口通信编程
-
1.10.3.46.3.4 计算机用PLC厂商通信控件编程
-
1.10.3.56.3.5 计算机用PLC厂商通信函数编程
-
1.10.3.66.3.6 计算机用OPC编程
-
1.10.3.76.3.7 计算机与PLC用公网平台通信编程
-
1.10.3.86.3.8 PLC方程序设计
-
1.10.46.4 PLC与计算机以太网通信编程
-
1.10.4.16.4.1 计算机用Winsock API函数通信编程
-
1.10.4.26.4.2 计算机用Winsock控件通信编程
-
1.10.4.36.4.3 互联网通信编程
-
1.10.4.46.4.4 PLC方程序设计
-
1.10.56.5 PLC与计算机组态软件通信编程
-
1.10.5.16.5.1 组态软件概念
-
1.10.5.26.5.2 组态软件简介
-
1.10.5.36.5.3 组态软件编程
-
1.10.66.6 PLC与人机界面通信程序设计
-
1.10.6.16.6.1 常用的人机界面
-
1.10.6.26.6.2 人机界面方程序设计
-
1.10.6.36.6.3 PLC方程序设计
-
1.10.76.7 PLC与智能装置通信程序设计
-
1.10.7.16.7.1 用通信指令通信
-
1.10.7.26.7.2 用从站地址通信
-
1.10.86.8 PLC与计算机通信协议
-
1.10.8.16.8.1 欧姆龙HostLink协议
-
1.10.8.26.8.2 欧姆龙FINS协议
-
1.10.8.36.8.3 S-200 PPI通信协议
-
1.10.8.46.8.4 三菱PLC编程口通信协议
-
1.10.8.56.8.5 Modbus串口通信协议
-
1.10.8.66.8.6 Modbus TCP协议
-
1.10.9结束语
-
1.10.10请想想:
-
1.10.11请试试:
-
1.11第7章 PLC控制可靠性程序设计
-
1.11.17.1 PLC控制可靠性概述
-
1.11.1.17.1.1 PLC控制可靠性概念
-
1.11.1.27.1.2 PLC控制干扰及对策
-
1.11.1.37.1.3 PLC控制可靠性类型
-
1.11.1.47.1.4 PLC控制可靠性意义
-
1.11.27.2 PLC自身工作可靠性
-
1.11.2.17.2.1 PLC错误(故障)类型
-
1.11.2.27.2.2 系统错误记录
-
1.11.2.37.2.3 PLC故障及其排除
-
1.11.37.3 PLC输入程序可靠性
-
1.11.47.4 PLC输出程序可靠性
-
1.11.57.5 PLC通信程序可靠性
-
1.11.67.6 PLC异常处理程序
-
1.11.7结束语
-
1.11.8请想想:
-
1.11.9请试试:
-
1.12第8章 PLC程序组织
-
1.12.18.1 PLC程序组织概述
-
1.12.1.18.1.1 PLC程序组织步骤
-
1.12.1.28.1.2 PLC程序组织简例
-
1.12.28.2 程序模块化组织
-
1.12.2.18.2.1 程序模块化组织概念
-
1.12.2.28.2.2 使用子程序法模块化
-
1.12.2.38.2.3 使用跳转指令模块化
-
1.12.2.48.2.4 使用步进指令模块化
-
1.12.2.58.2.5 用SFC语言编程
-
1.12.2.68.2.6 用程序、功能块及函数编程
-
1.12.2.78.2.7 用自建库编程
-
1.12.38.3 多PLC、多任务(程序、模块)程序组织
-
1.12.3.18.3.1 欧姆龙PLC多任务组织
-
1.12.3.28.3.2 S7-300、400机多模块组织
-
1.12.3.38.3.3 三菱PLC多程序组织
-
1.12.3.48.3.4 和利时LM机多任务组织
-
1.12.3.58.3.5 多CPU系统程序组织
-
1.12.48.4 PLC程序柔性化
-
1.12.4.18.4.1 程序使用柔性
-
1.12.4.28.4.2 地址分配柔性
-
1.12.4.38.4.3 参数设定柔性
-
1.12.4.48.4.4 动作选择柔性
-
1.12.4.58.4.5 信号反馈柔性
-
1.12.58.5 PLC程序调试
-
1.12.5.18.5.1 PLC程序调试概述
-
1.12.5.28.5.2 PLC程序仿真调试
-
1.12.5.38.5.3 PLC工作模式及其改变
-
1.12.5.48.5.4 PLC程序联机调试
-
1.12.5.58.5.5 PLC程序现场调试
-
1.12.5.68.5.6 PLC程序文档
-
1.12.5.78.5.7 PLC程序评价
-
1.12.6结束语
-
1.12.7请想想:
-
1.12.8请试试:
-
1.13后记