机械制图与计算机绘图
-
1.1前言
-
1.2目录
-
1.3绪论
-
1.3.1一、图样及其在生产中的作用
-
1.3.2二、本课程的主要任务
-
1.3.3三、学习本课程的注意事项
-
1.4第一章 制图的基本知识和技能
-
1.4.1第一节 制图国家标准简介
-
1.4.1.1一、图纸幅面及格式(GB/T 14689—2008)
-
1.4.1.2二、比例(GB/T 14690—1993)
-
1.4.1.3三、字体(GB/T 14691—1993)
-
1.4.1.4四、图线(GB/T 4457.4—2002)
-
1.4.2第二节 尺寸注法
-
1.4.2.1一、标注尺寸的基本规则(GB/T 4458.4—2003、GB/T 16675.2—1996)
-
1.4.2.2二、尺寸的组成
-
1.4.2.3三、常用的尺寸注法
-
1.4.2.4四、简化注法
-
1.4.3第三节 几何作图
-
1.4.3.1一、等分作图
-
1.4.3.2二、圆弧连接
-
1.4.3.3三、斜度和锥度
-
1.4.3.4四、椭圆的画法
-
1.4.4第四节 平面图形分析及作图
-
1.4.4.1一、尺寸分析
-
1.4.4.2二、线段分析
-
1.4.4.3三、平面图形的绘图方法和步骤
-
1.5第二章 投影基础
-
1.5.1第一节 投影法和视图的基本概念
-
1.5.1.1一、投影法
-
1.5.1.2二、正投影的基本性质
-
1.5.1.3三、视图的基本概念
-
1.5.2第二节 三视图的形成及其对应关系
-
1.5.2.1一、三投影面体系的建立
-
1.5.2.2二、三视图的获得
-
1.5.2.3三、三视图之间的对应关系
-
1.5.2.4四、三视图的作图方法和步骤
-
1.5.3第三节 几何体的投影
-
1.5.3.1一、棱柱
-
1.5.3.2二、棱锥
-
1.5.3.3三、圆柱
-
1.5.3.4四、圆锥
-
1.5.3.5五、圆球
-
1.5.4第四节 几何体的尺寸注法
-
1.5.4.1一、平面立体的尺寸注法
-
1.5.4.2二、回转体的尺寸注法
-
1.5.4.3三、带切口几何体的尺寸注法
-
1.6第三章 组合体
-
1.6.1第一节 组合体的形体分析
-
1.6.1.1一、形体分析法
-
1.6.1.2二、组合体的组合形式
-
1.6.2第二节 组合体三视图的画法
-
1.6.2.1一、形体分析
-
1.6.2.2二、选择视图
-
1.6.2.3三、画图的方法与步骤
-
1.6.3第三节 组合体的尺寸注法
-
1.6.3.1一、尺寸种类
-
1.6.3.2二、标注组合体尺寸的方法和步骤
-
1.6.3.3三、标注尺寸应注意的几个问题
-
1.6.3.4四、组合体常见结构的尺寸注法
-
1.6.4第四节 看组合体视图的方法
-
1.6.4.1一、看图的基本要领
-
1.6.4.2二、看图的方法和步骤
-
1.6.4.3三、由已知两视图补画第三视图
-
1.6.4.4四、补画视图中的漏线
-
1.6.4.5五、组合体的构形训练
-
1.7第四章 轴测图
-
1.7.1第一节 轴测图的基本知识
-
1.7.1.1一、轴测图的形成
-
1.7.1.2二、轴间角和轴向伸缩系数
-
1.7.1.3三、轴测图的投影特性
-
1.7.2第二节 正等轴测图
-
1.7.2.1一、正等测的轴间角和轴向伸缩系数
-
1.7.2.2二、平面立体的正等测画法
-
1.7.2.3三、曲面立体的正等测画法
-
1.7.2.4四、组合体的正等测画法
-
1.7.3第三节 斜二等轴测图简介
-
1.7.3.1一、斜二测的形成及投影特点
-
1.7.3.2二、斜二测画法
-
1.7.3.3三、两种轴测图的比较
-
1.8第五章 物体的表达方法
-
1.8.1第一节 视图
-
1.8.1.1一、基本视图(GB/T 17451—1998)
-
1.8.1.2二、向视图(GB/T 17451—1998)
-
1.8.1.3三、局部视图(GB/T 17451—1998)
-
1.8.1.4四、斜视图(GB/T 17451—1998)
-
1.8.2第二节 剖视图
-
1.8.2.1一、剖视图的概念
-
1.8.2.2二、画剖视图时应注意的问题
-
1.8.2.3三、剖视图的种类
-
1.8.2.4四、剖视图中的规定画法
-
1.8.3第三节 断面图
-
1.8.3.1一、移出断面图(GB/T 17452—1998、GB/T 4458.6—2002)
-
1.8.3.2二、重合断面图(GB/T 17452—1998、GB/T 4458.6—2002)
-
1.8.4第四节 局部放大图和简化画法
-
1.8.4.1一、局部放大图(GB/T 4458.1—2002)
-
1.8.4.2二、简化画法(GB/T 16675.1—1996、GB/T 4458.1—2002)
-
1.9第六章 螺纹、齿轮及常用的标准件
-
1.9.1第一节 螺纹
-
1.9.1.1一、螺纹的种类和要素
-
1.9.1.2二、螺纹的规定画法
-
1.9.1.3三、螺纹的标记及标注
-
1.9.2第二节 螺纹紧固件
-
1.9.2.1一、常用螺纹紧固件的简化标记
-
1.9.2.2二、螺栓联接的画法
-
1.9.2.3三、螺柱、螺钉联接画法简介
-
1.9.3第三节 齿轮
-
1.9.3.1一、齿轮的基本知识
-
1.9.3.2二、直齿轮轮齿的各部分名称及代号
-
1.9.3.3三、直齿轮的基本参数与轮齿各部分的尺寸关系
-
1.9.3.4四、直齿圆柱齿轮的规定画法
-
1.9.3.5五、直齿轮测绘
-
1.9.4第四节 键联结和销联接
-
1.9.4.1一、键联结
-
1.9.4.2二、销联接
-
1.9.5第五节 滚动轴承
-
1.9.5.1一、滚动轴承的基本代号
-
1.9.5.2二、滚动轴承的画法
-
1.9.6第六节 圆柱螺旋弹簧
-
1.9.6.1一、圆柱螺旋弹簧的规定画法
-
1.9.6.2二、普通圆柱螺旋压缩弹簧的标记
-
1.10第七章 零件图
-
1.10.1第一节 零件图的作用和内容
-
1.10.2第二节 典型零件的表达方法
-
1.10.2.1一、轴(套)类零件
-
1.10.2.2二、轮盘类零件
-
1.10.2.3三、叉架类零件
-
1.10.2.4四、箱体类零件
-
1.10.3第三节 零件图的尺寸标注
-
1.10.3.1一、正确地选择尺寸基准
-
1.10.3.2二、标注尺寸应注意的几个问题
-
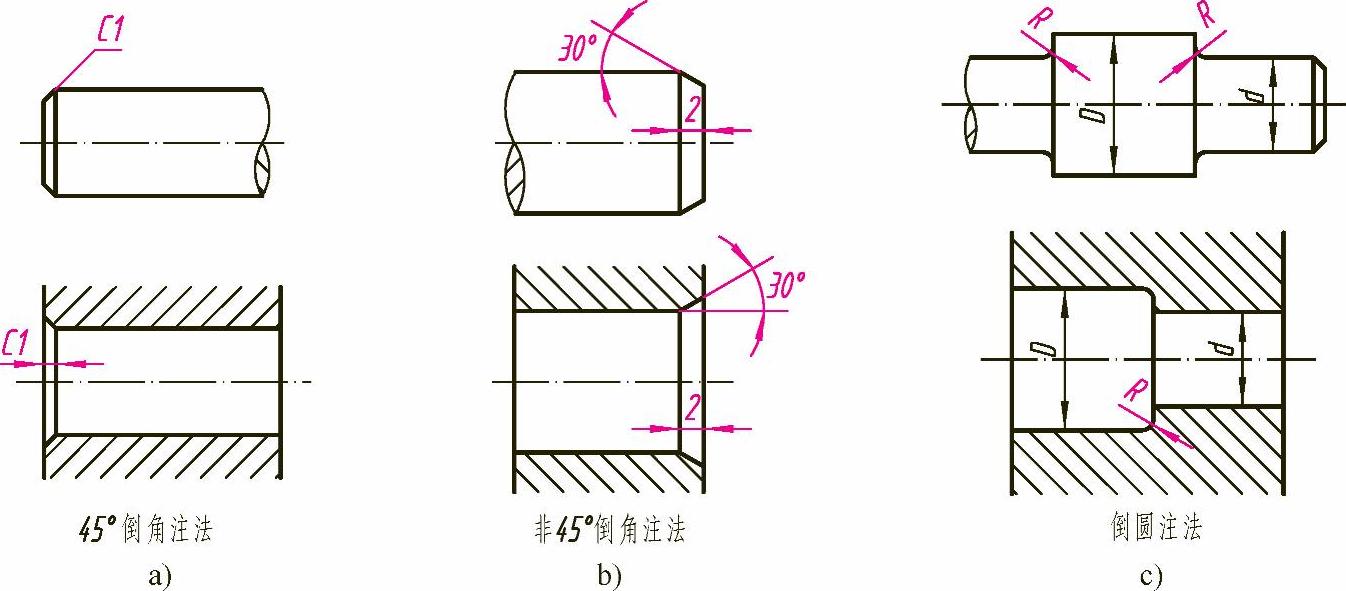
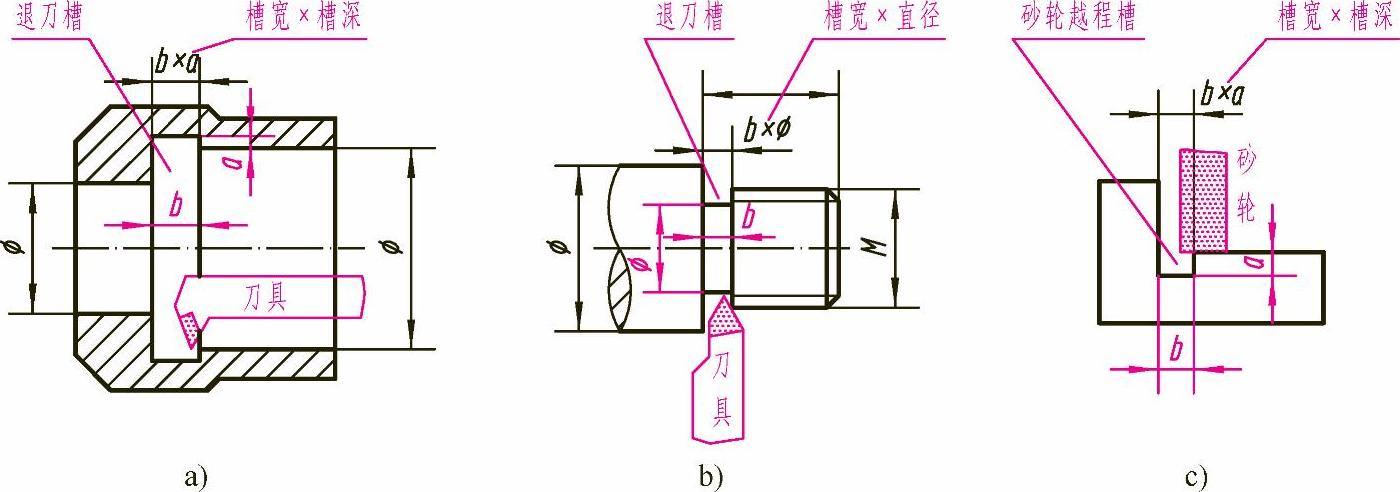
1.10.3.3三、零件上常见结构的尺寸标注
-
1.10.4第四节 零件图上技术要求的注写
-
1.10.4.1一、表面结构的表示法
-
1.10.4.2二、极限与配合
-
1.10.4.3三、几何公差简介
-
1.10.5第五节 零件上常见的工艺结构
-
1.10.5.1一、铸造工艺对零件结构的要求
-
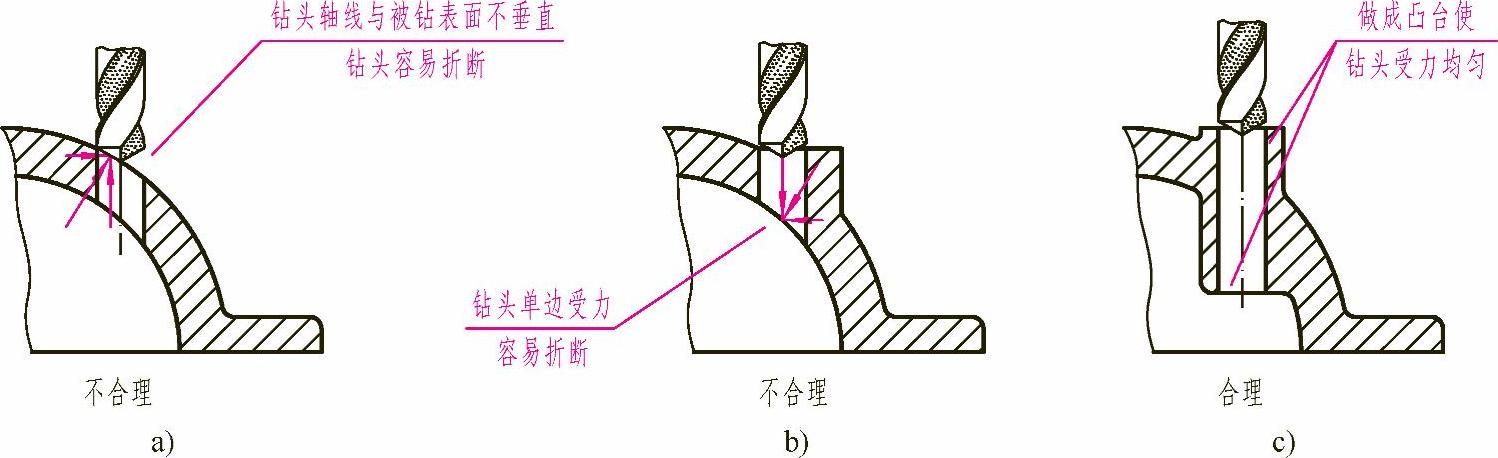
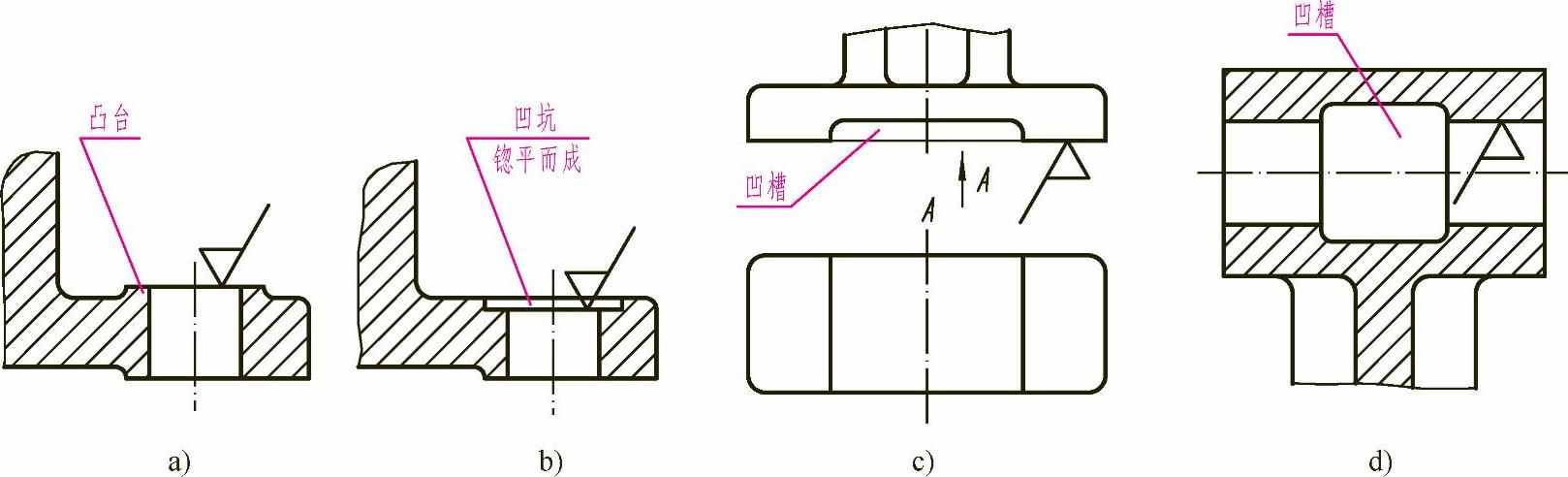
1.10.5.2二、机械加工工艺结构
-
1.10.6第六节 零件测绘
-
1.10.6.1一、零件测绘的方法和步骤
-
1.10.6.2二、零件测绘应注意的几个问题
-
1.10.6.3三、零件尺寸的测量方法
-
1.10.7第七节 读零件图
-
1.10.7.1一、概括了解
-
1.10.7.2二、分析视图
-
1.10.7.3三、分析尺寸
-
1.10.7.4四、了解技术要求
-
1.11第八章 装配图
-
1.11.1第一节 装配图的表达方法
-
1.11.1.1一、装配图的内容
-
1.11.1.2二、规定画法
-
1.11.1.3三、特殊表达方法
-
1.11.2第二节 装配图的尺寸标注、技术要求及零件编号
-
1.11.2.1一、尺寸标注
-
1.11.2.2二、技术要求
-
1.11.2.3三、零件序号和明细栏
-
1.11.3第三节 装配结构简介
-
1.11.3.1一、配合表面
-
1.11.3.2二、固定结构
-
1.11.4第四节 装配体测绘
-
1.11.4.1一、了解和分析装配体
-
1.11.4.2二、画装配示意图、拆卸装配体
-
1.11.4.3三、画零件草图
-
1.11.4.4四、画装配图和零件图
-
1.11.5第五节 读装配图和拆画零件图
-
1.11.5.1一、读装配图的方法和步骤
-
1.11.5.2二、拆画零件图
-
1.12第九章 计算机绘图基本操作
-
1.12.1第一节 CAXA电子图板的界面
-
1.12.1.1一、标题行
-
1.12.1.2二、主菜单
-
1.12.1.3三、绘图区
-
1.12.1.4四、工具栏
-
1.12.1.5五、状态行
-
1.12.2第二节 CAXA电子图板的基本操作
-
1.12.2.1一、常用键的功能
-
1.12.2.2二、命令的输入与执行
-
1.12.2.3三、命令的终止与重复
-
1.12.2.4四、点的输入
-
1.12.2.5五、数值的输入
-
1.12.2.6六、文字及特殊字符的输入
-
1.12.2.7七、拾取实体的方法
-
1.12.2.8八、删除实体的方法
-
1.12.3第三节 显示控制
-
1.12.3.1一、重画
-
1.12.3.2二、显示窗口
-
1.12.3.3三、显示平移
-
1.12.3.4四、显示全部
-
1.12.4第四节 常用的文件操作
-
1.12.4.1一、建立新文件(或+)
-
1.12.4.2二、存储文件(或+)
-
1.12.4.3三、打开文件(或+)
-
1.12.4.4四、另存文件
-
1.12.5第五节 简单图形的绘制
-
1.12.5.1一、题目
-
1.12.5.2二、绘图方法与步骤
-
1.12.6第六节 抄画平面图形并标注尺寸
-
1.12.6.1一、题目
-
1.12.6.2二、绘图方法与步骤
-
1.13第十章 计算机绘图实例
-
1.13.1第一节 补画视图
-
1.13.1.1一、题目
-
1.13.1.2二、绘图方法与步骤
-
1.13.2第二节 零件图的绘制
-
1.13.2.1一、题目
-
1.13.2.2二、绘图方法与步骤
-
1.13.3第三节 装配图的绘制
-
1.13.3.1一、题目
-
1.13.3.2二、绘图方法与步骤
-
1.14附录
-
1.14.1附录A 螺纹
-
1.14.2附录B 常用的标准件
-
1.14.3附录C 极限与配合
-
1.15参考文献