
阶梯轴练习一(可选)
上一节
下一节
(1)车削台阶轴。
1)刀具:硬质合金450弯头刀、900偏刀,。
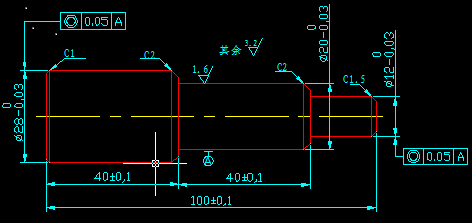
2)用φ32×105mm的材料,按图样要求加工工件。
(2)要求
1)用手动进给均匀的移动床、鞍中滑、板小滑板进行加工。
2)用钢直尺、游标卡尺进行检测,达到图样要求。
(3)图样。
(4)操作步骤
1) 用三爪自定心卡盘夹紧工件,伸出长度约70mm。
2)用90°偏刀车端面及粗车削φ20mm、φ12mm外圆,留1mm精车余量,并控制台阶长度。
3)精车φ20mm、φ12mm外圆,并倒角,控制好台阶长度。
4)调头装夹,夹住φ20mm外圆,用450偏刀车削端面,保证长度100±0.1mm。
5)粗、精车φ28mm外圆至尺寸,并倒角,保证公差精度.
6)卸下工件,测量尺寸,交检.

