
第三章 螺纹加工
螺纹的种类很多,有公制螺纹和英制螺纹。按牙型有三角螺纹、梯形螺纹和矩形螺纹等,大多数螺纹都能在车床上加工出来。不同的螺纹加工要选用不同的螺纹车刀。
一、三角形螺纹的加工
三角形螺纹有三角形外螺纹和三角形内螺纹两种,加工不同的三角形螺纹要用不同的三角形螺纹车刀。
1.三角形螺纹车刀 有三角外螺纹车刀和内螺纹车刀两种。
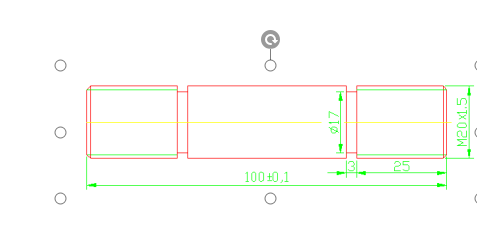
(1)硬质合金三角形外螺纹车刀
2.螺纹车削的方法
(1)螺纹车刀的安装
内、外螺纹车刀装夹要求:刀尖必须与工件旋转中心等高;刀尖角的平分线必须与工件轴线垂直。通常采用样板对刀。
(2)低速车削三角外螺纹方法
1)直进刀法:车削时只需利用中滑板横向进给,随着螺纹深度的加深,背吃刀量逐步减少。经几次车削后,把螺纹车削到所需求的尺寸精度和表面粗糙度,如图6-6a所示。
2)左右切削法:车螺纹时,每次走刀前除中滑板横向进给外,还使小滑板将车刀向左或向右做微量的进给,经几次走刀后把螺纹牙形车好后,车削至最后1~2刀时,仍采用直进法,以保证牙形正确的方法,如图6-6b所示。
3)斜进法:当螺距较大时,为了操作方便,除中滑板直进外,小滑板只向一个方向移动,车削时基本上只有一个刀刃切削。一般用于粗车削,留精车余量,采用左右切削法精车,如图6-6c所示。
(3)三角内螺纹车削方法
车削三角内螺纹和车削三角外螺纹的方法基本相同,但进刀和退刀的方向恰好相反。由于车削内螺纹时,刀杆较长且刀杆截面积较小,车刀刚性不足,切屑不易排除,切削液也难以注入,又不便观察等原因,因此车削内螺纹比车削外螺纹要难得多。
3.螺纹的测量
常用的测量方法有:单项测量法和综合测量法。
(1)单项测量
1)外径测量:用游标卡尺测量
2)螺距测量:用直尺测量,用螺距规测量
a. 螺纹千分尺测中径
b. 千分尺三针测中径。
(2)综合测量
采用螺纹规对螺纹各部分尺寸同时进行综合检查的一种测量方法。常用的螺纹量规有:螺纹环规和螺纹塞规两
4.外螺纹加工的步骤与方法(直进刀法)
(1)用外圆车刀车好螺纹外圆,实际外径为螺纹大径减去0.11P。
(2)将工件和螺纹车刀装夹好并找正。
(3)调整进给箱的手柄,调到所车螺纹螺距的位置,将主轴转速调到低速。
(4)开车,对刀,使车刀与工件轻微接触,并记下刻度盘读书,向右退刀。
(5)合上开合螺母,在工件表面上车出一条螺旋线,横向退出车刀,停车。
(6)开反车使车刀退到工件的右端,停车,用金属钢直尺检查螺距是否正确
(7)利用刻度盘调整背吃刀量,开车切削。
(8)将车至行程终了时,应做好退刀停车准备。车螺纹到位时,先快速退刀,然后停车,开反车退回刀架。
(9)再次横向进给背吃到量,连续切削,其切削过程的线路。
(10)多次反复进刀切削,直到背吃刀量达到螺纹深度,并检查所加工螺纹符合要求后即完成加工。
6.螺纹加工的注意事项
(1)为避免车刀与螺纹槽对不上而产生“乱牙”现象,在车削和退刀过程中,始终保持主轴至刀架的传动系统不变,也就是不得脱开传动系统中任何齿轮或对开螺母。但当丝杆螺距与工件螺距之比成整数时,则可在不切削时,脱开对开螺母,再次切削时,随时合上对开螺母。
(2)车刀在刀架上的位置应始终保持不变,如中途需卸下刃磨,则再装上须重新对刀。必须在合上对开螺母时使刀架移动到工件的中间位置,停车进行对刀。此时移动小刀架使车刀切削刃与螺纹槽相吻合即可。
(3)车刀的刀头不能太窄,否则螺纹已车刀规定深度,但是中径尚未达到要求尺寸。
(4)工件与主轴的相对位置不得改变。若取下工件测量时,不得松开卡箍。重新装上工件时需恢复卡箍与拨盘间原来的相对位置,并需对刀检查。

