车削套类零件
上一节
下一节
1. 车削孔刀具的种类及刃磨
(1) 车削孔刀具的种类
根据孔的加工情况,车削孔刀可分为通孔车刀和不通孔车刀两种.
1) 通孔车刀:用于车削通孔,其切削部分的几何形状基本上与外圆车刀相同.为了减少径向切削
力,防止振动,主偏角可取大些45—75,副偏角取15—35.为了防止后刀面与孔壁摩擦,以及
2) 不使车刀的后角磨的太大,一般磨成两个后角,主切削刃磨成正刃倾角.
2)不通孔车刀:用于车削台阶孔或不通孔,切削部分的形状基本上与偏刀相同.它的主偏角
大于90(一般92—95).刀尖在刀柄的最前端,刀尖到刀柄外端的距离应不小于内孔的半径,否
则孔的底平面就无法车平.主切削刃磨成0-- -2的刃倾角,并磨断屑槽.
(2)车削孔刀具的刃磨
内孔车刀的刃磨方法基本与外圆车刀相似,具体步骤如下:
1) 粗磨前刀面,基本磨出前角.
2) 粗磨主后刀面,基本磨出主后角及主切削刃
3) 粗磨副后刀面,基本磨出副后角及副切削刃
4) 在前刀面上磨出前角及刃倾角,并磨出断屑槽,粗车刀断屑槽应顺着主切削刃方向磨
5) 成,精车刀应顺着副切削刃方向磨成.
6) 精磨主副后刀面,磨出主副切削刃
7) 刃磨刀尖圆弧
(3)内孔测量常用量具
1)内径千分尺
2)内径百分表
3)塞规
4)带内径测量爪的游标卡尺
2.车削通孔练习
(1)刀具:硬质合金90°偏刀,通孔车刀,φ24mm麻花钻。
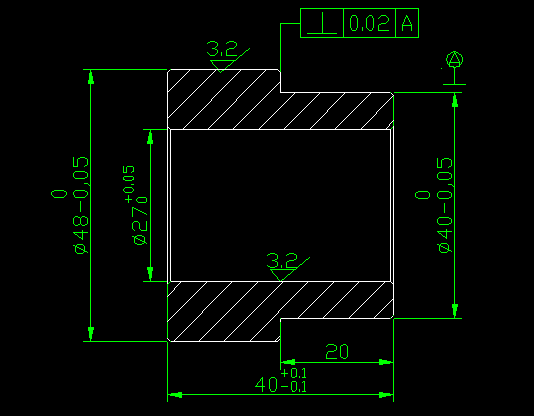
(2)用φ50胶棒,按样图要求加工。
(3)图样如下:4课时