
5.3 其他类型磨床简介
5.3.1无心磨床
1.工作原理

无心外圆磨削的加工示意图
a)工作原理b)贯穿磨削法c)切入磨削法
1—磨削砂轮 2—工件 3—导轮 4—托板 5—挡块
2.磨削方式
无心外圆磨床有两种磨削方式:贯穿磨削法(纵磨法)和切入磨削法(横磨法)。
贯穿磨削时,将工件从机床前面放到托板上,推入磨削区域后,工件旋转,同时又轴向向前移动,从机床另一端出去就磨削完毕。而另一个工件可相继进入磨削区,这样就可以一件接一件地连续加工。工件的轴向进给是由于导轮的中心线在竖直平面内向前倾斜了角度所引起的。为了保证导轮与工件间的接触线成直线形状,需将导轮的形状修正成回转双曲面形。
3.特点与应用
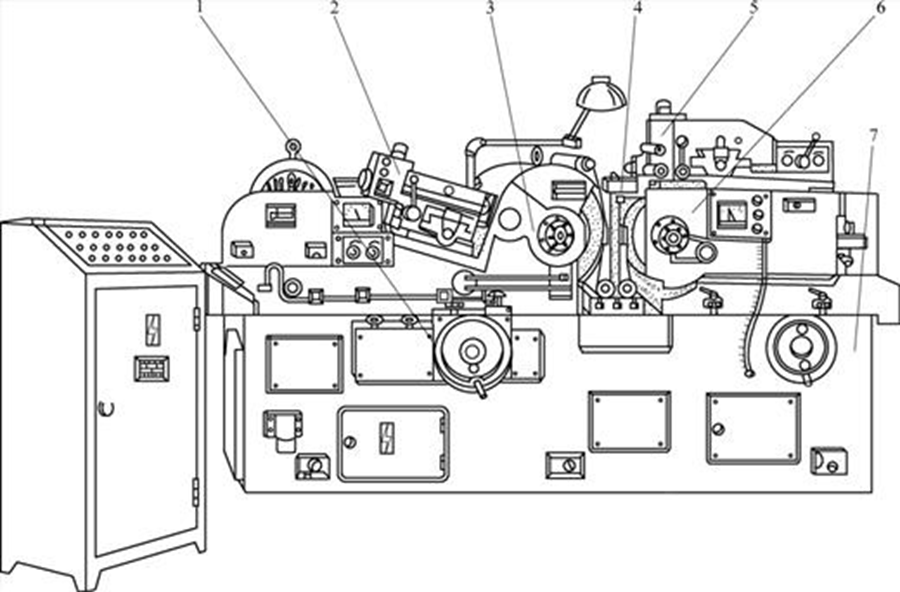
无心磨床外形图
1—进给手轮2—砂轮修正器3—磨削砂轮架4—托板5—导轮修正器6—导轮架7—床身
5.3.2内圆磨床
1.普通内圆磨床

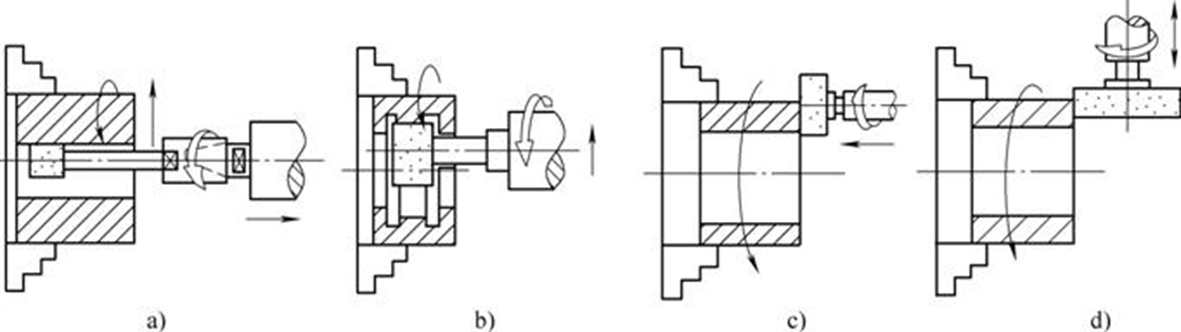
普通内圆磨床的磨削方法
a)纵磨法磨削内孔b)切入法磨削内孔c)纵磨法磨削端面d)切入法磨削端面
2.无心内圆磨床
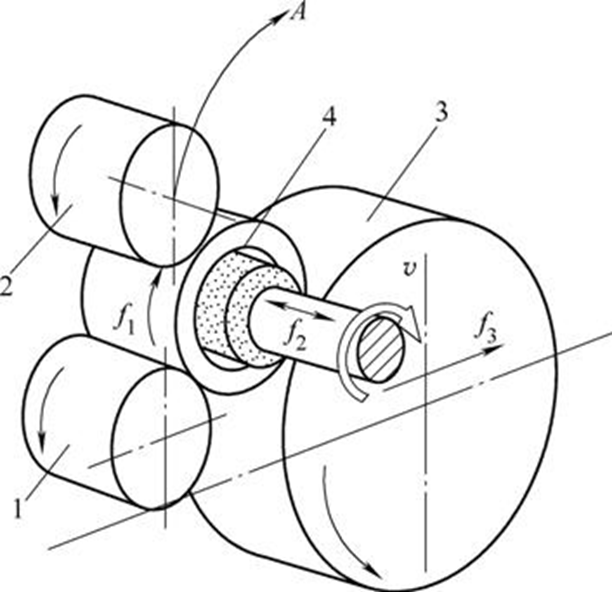
无心内圆磨床的工作原理
1—滚轮2—压紧轮3—导轮4—工件
3.行星式内圆磨床

行星式内圆磨床工作原理
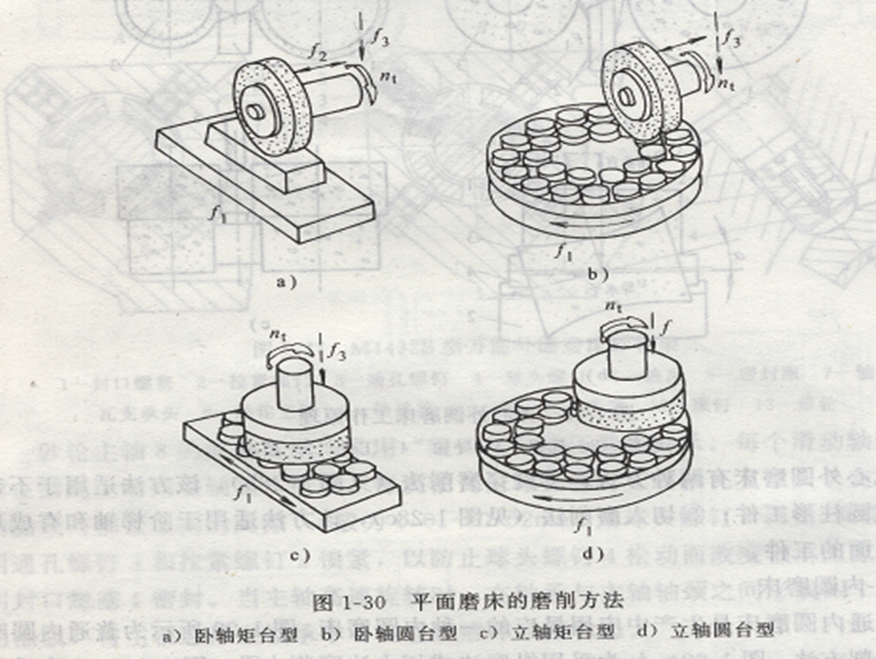
5.3.3平面磨床
(1)砂轮端面磨削和轮缘磨削 端面磨削的砂轮一般比较大,能同时磨出工件的全宽,磨削面积较大,所以,生产率较高。
(2)矩台式平面磨床与圆台式平面磨床 圆台式平面磨床由于采用端面磨削,且为连续磨削,没有工作台的换向时间损失,故生产率较高。
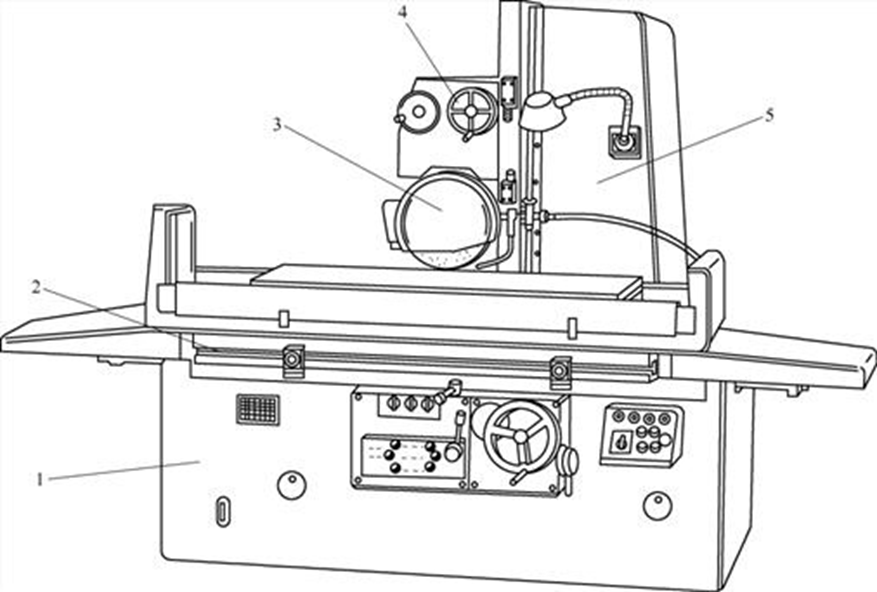
卧轴矩台平面磨床
1—床身2—工作台3—砂轮架4—滑座5—立柱
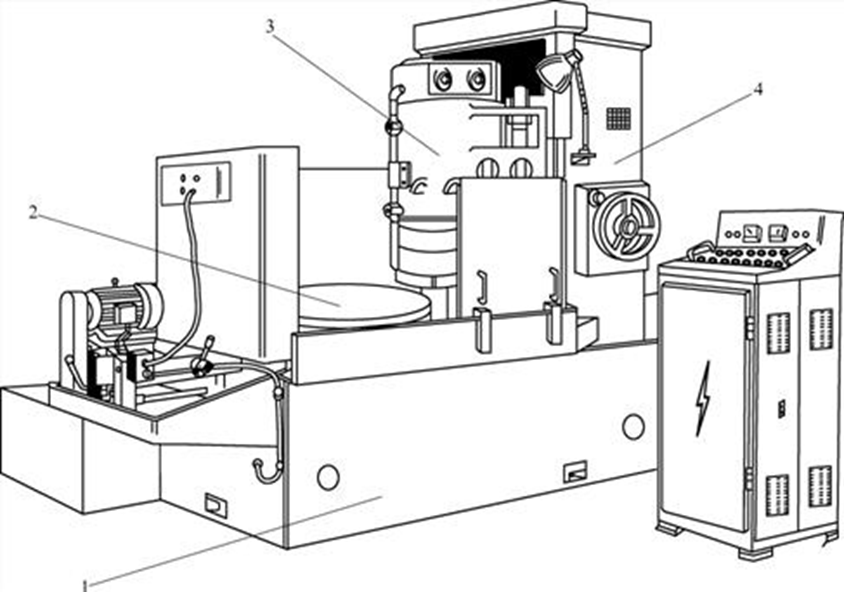
立轴圆台平面磨床
1—床身2—工作台3—砂轮架4—立柱
5.4 数控万能外圆磨床
5.4.1.C-600数控磨床机床的布局和用途
5.4.2.机床的运动和机械传动
1.磨削主运动
电动机(4KW,变频调速)-带传动副-主轴
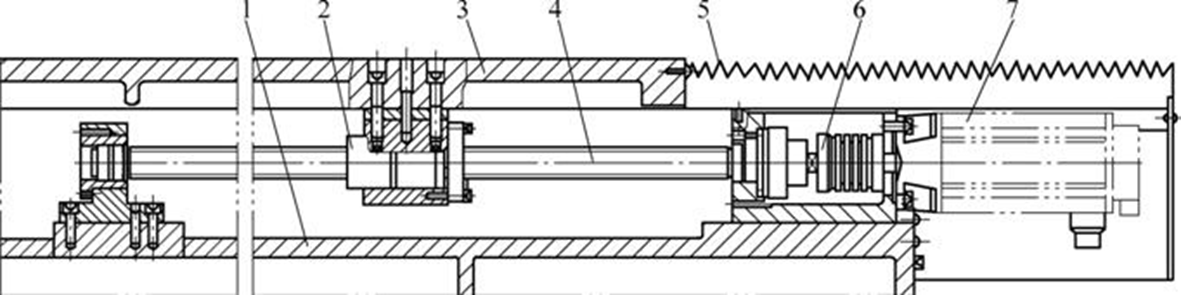
2.砂轮架横向进给运动(X轴)
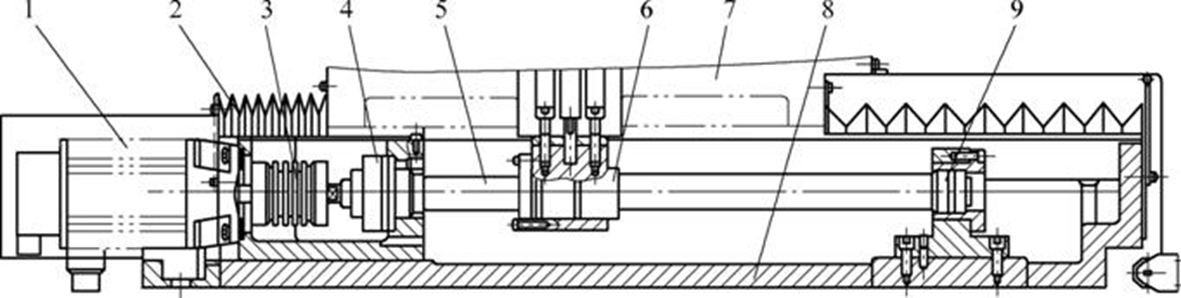
砂轮架横向传动图
1—伺服电动机2—折叠罩3—联轴器4—前轴承5—滚珠丝杠6—螺母7—横向滑板
8—垫板9—后轴承
3.工件旋转运动(C轴)
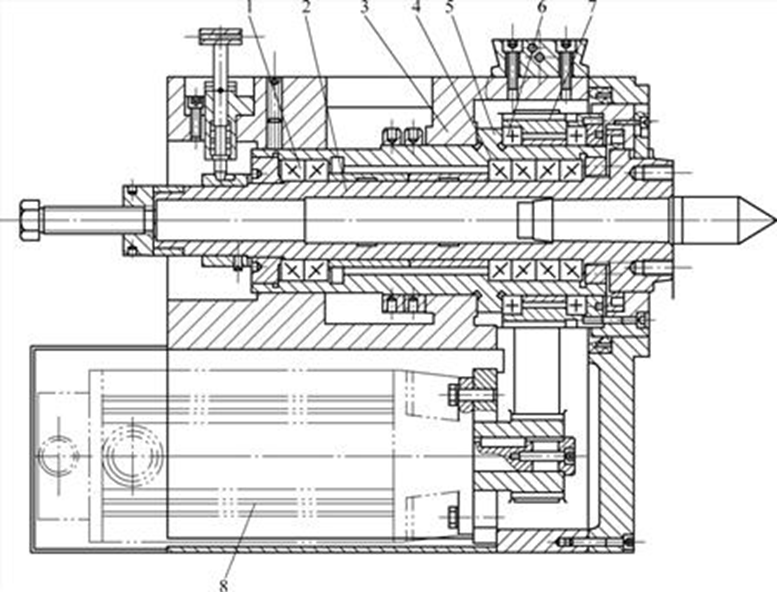
头架简图
1—后轴承2—头架主轴3—头架箱体4—前轴承5—主轴外套6—滚动轴承7—带轮8—伺服电动机
4.工作台纵向往复运动(Z轴)
工作台纵向传动图
1—床身2—螺母3—下工作台4—滚珠丝杠5—风琴式折叠罩6—联轴器7—伺服电动机
资料学习:
高速磨削
注:下列高速磨削速度分别为60m/s、60m/s、90m/s,主轴采用动静压技术,圆度可以0.5um,圆柱度可以2um/315mm,粗糙度Ra0.012um。

