
4.5 其他齿轮加工机床的运动分析
4.5.1插齿机
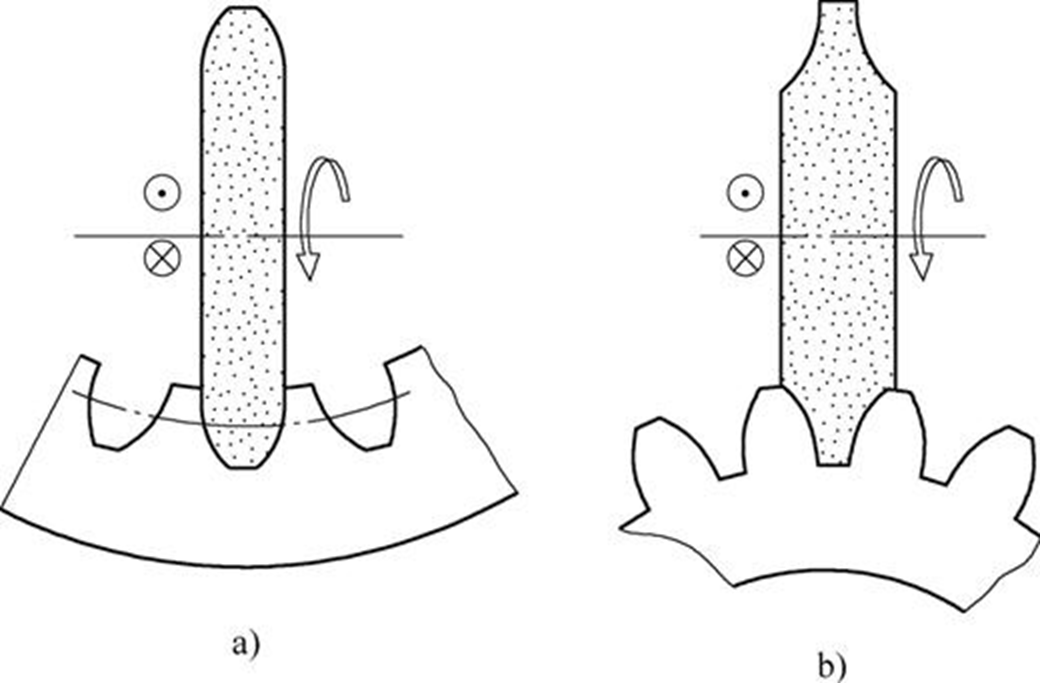
Ø插齿机主要用于加工直齿圆柱齿轮。尤其适合于加工内齿轮、多联齿轮和齿条。增加专用的螺旋导轨和斜齿插齿刀,也可加工斜齿圆柱齿轮。
Ø插齿机加工原理相当于一对圆柱齿轮的啮合,是将其中一个齿轮的端面、齿顶、齿侧分别磨出前角、后角、侧后角,使成为插齿刀,即按展成原理来加工齿轮。

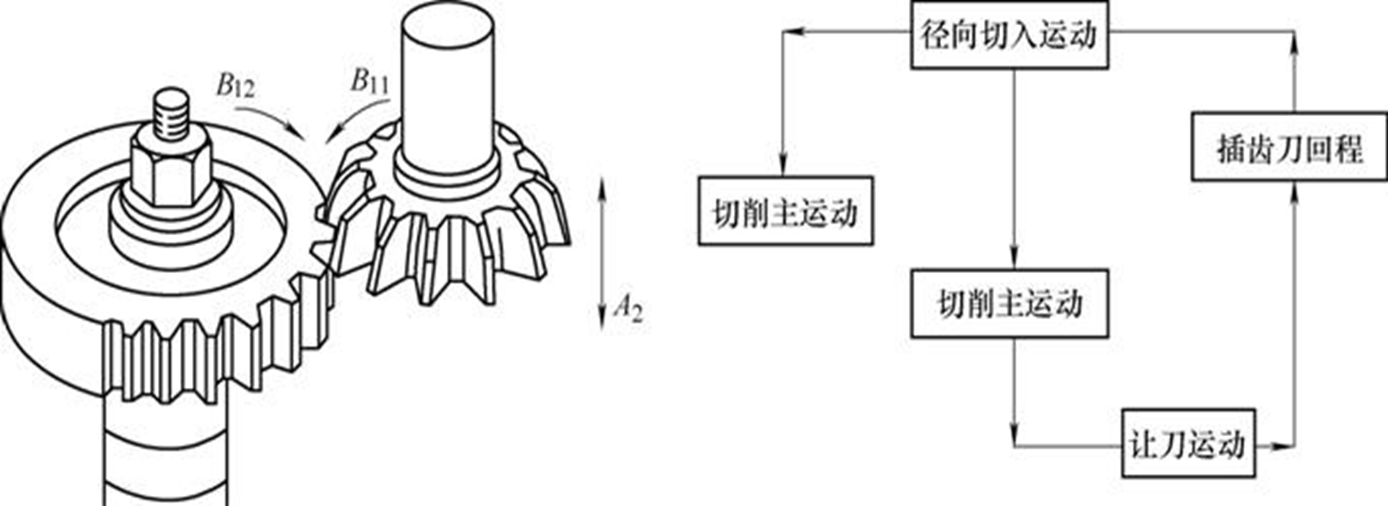
1.插齿原理及所需的运动
³插齿刀沿工件轴向作直线往复运动完成切削运动,即主运动(向下为切削运动,向上为退刀运动)
³插齿刀和工件轮坯保持无间隙啮合运动(即展成运动)的过程中,轮坯上逐渐地被切出全部齿廓
³(插齿刀每次往复行程中刀具在分度圆周上转过一弧长(mm/往复行程)的运动为圆周进给运动,在刀具若干次进给切削中,由刀刃各瞬时位置的包络线即形成渐开线齿形)
³为避免擦伤工件齿面和减少刀具磨损,插齿退回时应迅速让刀,即让刀运动
³为使刀具逐渐切至工件的全齿深,插齿刀须作径向切入运动
2.插齿机的传动原理图

4.5.2磨齿机
磨齿机主要用于加工淬硬的齿轮,也可在齿坯上直接加工出轮齿。由于磨齿机纠正误差能力强,表面加工质量好,常用于高精度齿轮、齿轮刀具及标准齿轮的精加工。
成形法
所用的砂轮截面形状与被加工的齿轮的齿槽相同,由金刚石刀具沿齿形样板或仿形装置修整而得。
展成法
连续分度磨齿机
单齿分度磨齿机
1.磨齿原理及所需的运动
(1)成形法的磨齿原理及运动
(2)展成法的磨齿原理及运动

u 连续磨削 用连续磨削展成法工作的磨齿机利用蜗杆形砂轮来磨削齿轮轮齿,因此称为蜗杆砂轮型磨齿机。
u 单齿分度 这类磨齿机根据砂轮的形状又可分为锥形砂轮型和碟形砂轮型两种
(3)单齿分度展成法的传动原理图

1)主运动链
2)砂轮轴向运动传动链
3)展成运动传动链
4)进给传动链
5)分度运动传动链
4.5.3 锥齿轮加工机床的运动分析
1. 锥齿轮的切齿原理及所需运动

2.弧齿锥齿轮铣齿机的传动原理图和工作过程

4.6 数控滚齿机
一、齿轮加工机床数控化
二、六轴数控滚齿机

三、YKS3120型数控滚齿机的传动系统及各轴间的联动关系

