
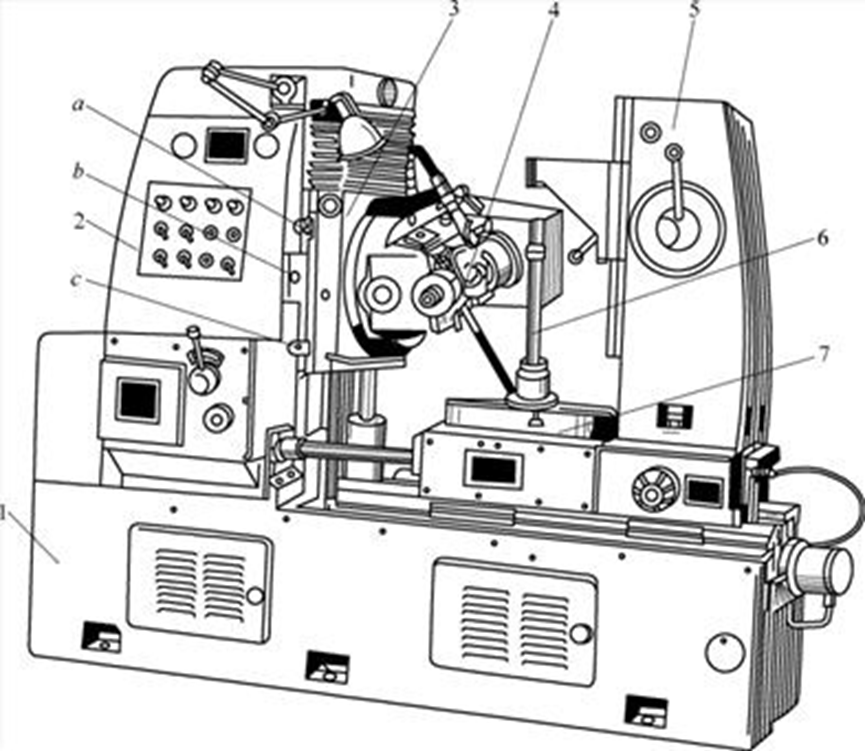
4.3 YC3180型淬硬滚齿机
4.3.1主运动传动链
加工直齿圆柱齿轮与斜齿圆柱齿轮的主运动传动链的两端件为:主电动机和滚刀。
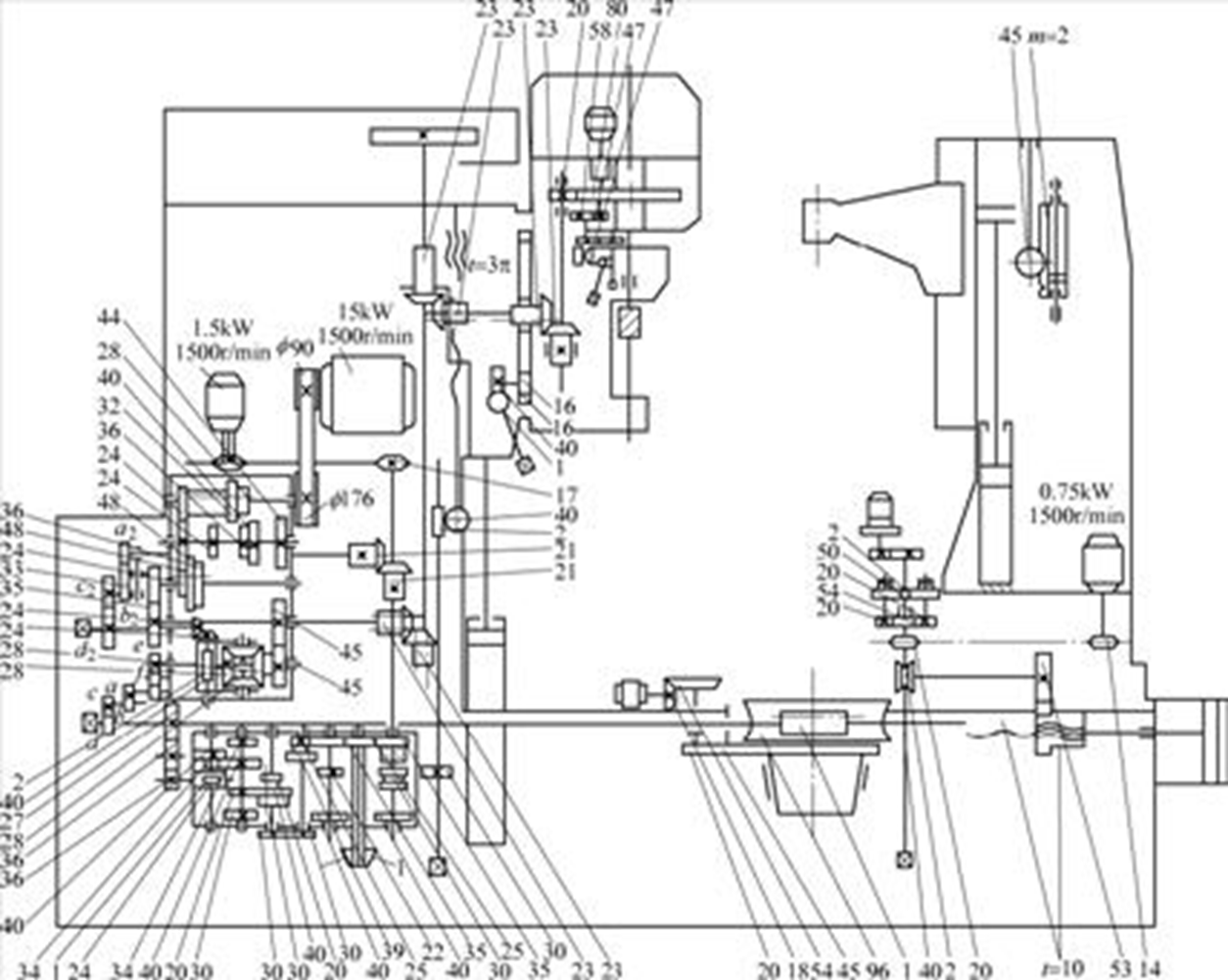
1)两端件: 电动机—滚刀主轴(轴VIII)
2)计算位移: n电(r/min)—n刀(r/min)
3)传动路线表达式为:

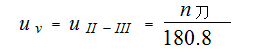
4)运动平衡式:

5)换置公式:
4.3.2展成运动传动链
展成运动链应保证滚刀与工件之间的严格的传动关系,即滚刀转1转,工件转K/Z转。
1)两端件:滚刀—工件
2)计算位移:1(r)—K/Z(r)
3)传动路线表达式:
4)运动平衡式:


4.3.3轴向进给传动链
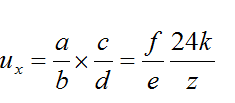
轴向进给是联系工作台1(r)与刀架f(mm)之间的传动链,即工作台XVII经轴X至轴XIV传到刀架,其传动路线表达式为:
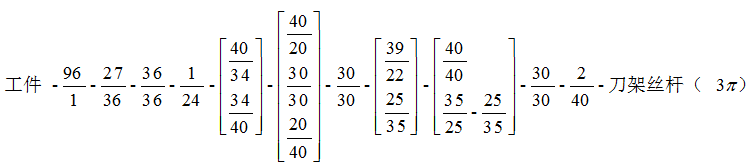
运动平衡式为:

换置公式(上式简化后得):
4.3.4附加运动传动链(又称差动链)
加工圆柱斜齿轮时,还须通过差动传动链联系刀架直线移动A21和工件附加转动B22之间的相对运动关系,该传动链的两端件为刀架和工件,计算位移为S(mm)—±1(r),即刀架轴向移动一个工件的导程S(mm),工件附加转动1转。其传动表达式略:
运动平衡式:
换置公式(上式简化后得):
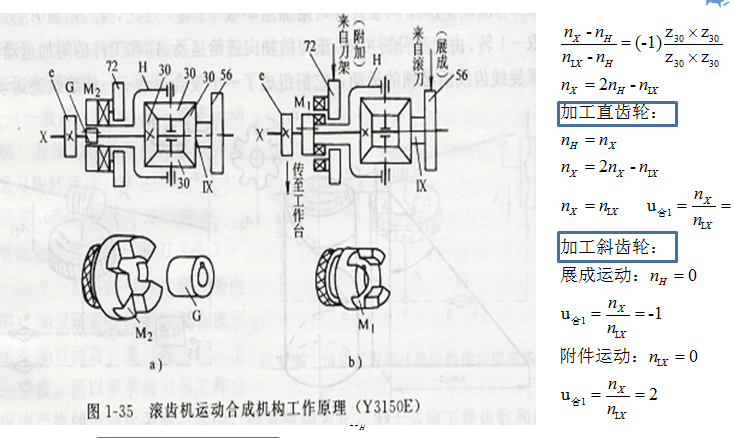
合成机构工作原理
4.3.5刀架快速移动传动链
u快速电动机(1500r/min)-13/26-XVIII-2/25-XXI-刀架
u利用快速电动机使刀架作快速升降运动,以便调整刀架位置及实现刀具快速接近;
u快速移动,还可用以检查工作台附加运动的方向是否正确 ;
u刀架快速移动时与主电动机的启停没有关系。
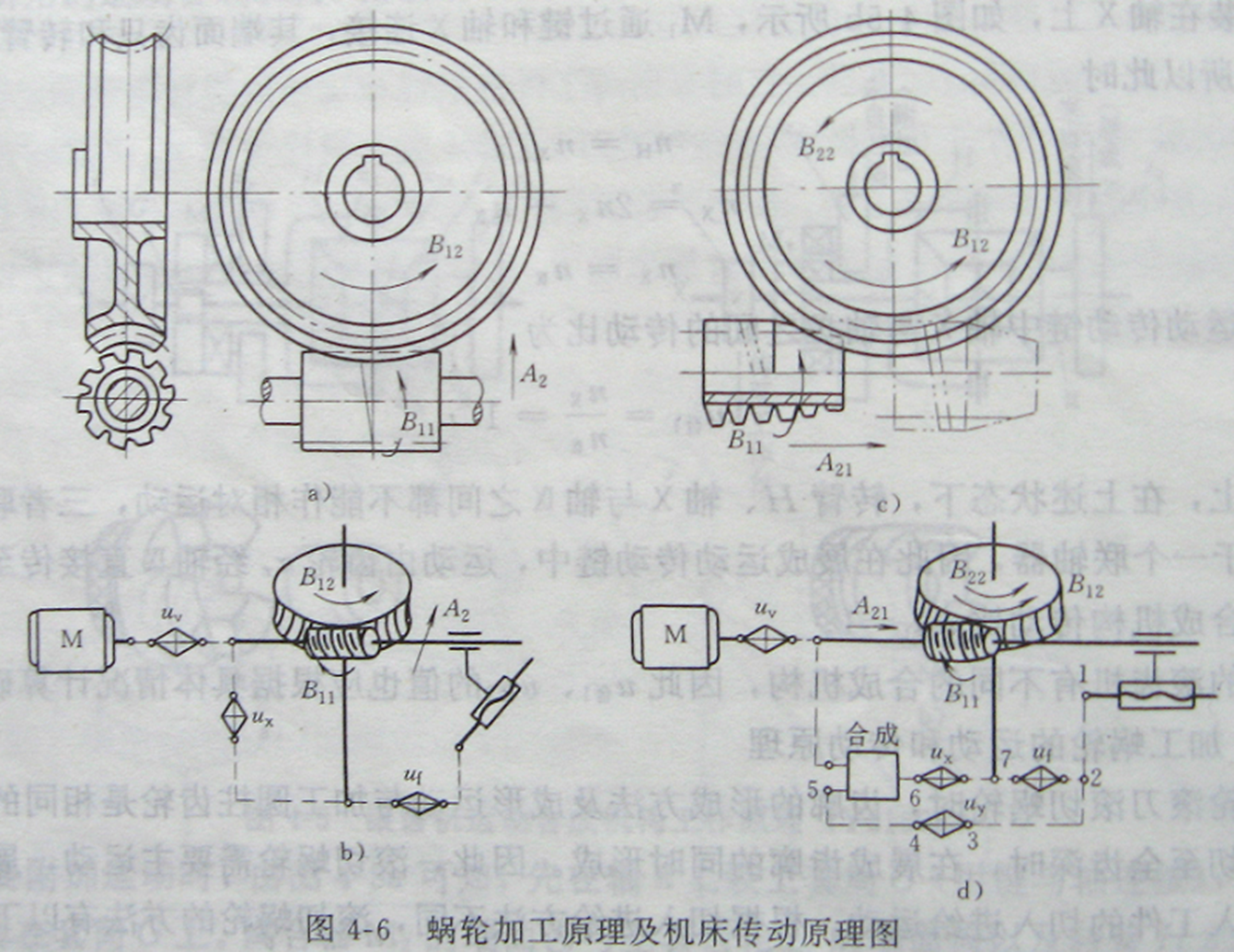
4.3.6加工蜗轮的方法
用蜗轮滚刀在滚齿机上加工蜗轮的工作原理和加工齿轮相似,但要求蜗轮滚刀的模数、头数、分度圆直径、螺旋升角等参数与被切蜗轮相啮合的蜗杆相同。加工时,滚刀与被切蜗轮轴线垂直并位于被切蜗轮的中心剖面上。
u径向进给法 滚刀与工件在作展成运动的同时,滚刀或工件沿径向作切入运动,当径向移动切入全齿深时,工件必须再整转一周才完成加工;
u切向进给法 滚刀与工件的中心距按蜗轮蜗杆副啮合的中心距调整,滚刀为带切削锥的蜗轮滚刀,沿工件切线方向(即滚刀轴向)移动,当滚刀的圆柱部分完全切入工件(即切到全齿深)后,工件须再整转一周才完成加工。
【补充内容】
Y3150E滚齿机

I.主运动传动链
加工直齿圆柱齿轮与斜齿圆柱齿轮的主运动传动链的两端件为:主电动机和滚刀。
1)两端件: 电动机——滚刀主轴(轴VIII)
2)计算位移: n电(r/min)—n刀(r/min)
3)传动路线表达式为:

4)运动平衡式:
5)换置公式:

II.展成运动传动链
展成运动链应保证滚刀与工件之间的严格的传动关系,即滚刀转1转,工件转K/Z转(或滚刀转1/K转,工件转1/Z转)。
1)两端件:滚刀—工件
2)计算位移:1(r)—K/Z(r)
3)传动路线表达式为:
4)运动平衡式为:
III.附加运动传动链(又称差动链)
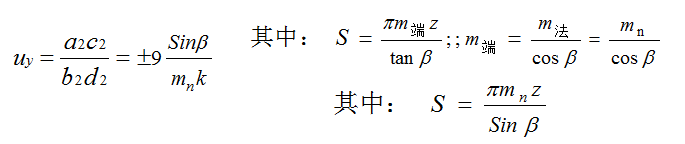
加工圆柱斜齿轮时,还须通过差动传动链联系刀架直线移动A21和工件附加转动B22之间的相对运动关系,该传动链的两端件为刀架和工件,计算位移为S(mm)—±1(r),即刀架轴向移动一个工件的导程S(mm),工件附加转动1转。其传动表达式为:
运平衡式为:

IV.轴向进给传动链
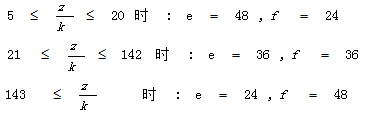
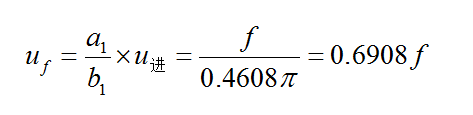
轴向进给是联系工作台1(r)与刀架f(mm)之间的传动链,即工作台XVII经轴X至轴XIV传到刀架,其运动平衡式为:  换置公式(上式简化后得):
换置公式(上式简化后得):
4.3.6 滚刀的安装
u 滚刀的安装角:加工圆柱齿轮时,为了使滚刀刀齿方向与被切齿轮的齿槽方向一致,滚刀轴线与被切齿轮端面之间应倾斜一个角度δ。
1. 加工直齿圆柱齿轮:
安装角δ=ω
2. 加工斜齿圆柱齿轮:
当被加工的斜齿轮与滚刀的螺旋线方向相同时,安装角δ=β-ω (β:被加工齿轮的螺旋角;ω:滚刀的螺旋升角)
Ø 当被加工的斜齿轮与滚刀的螺旋线方向相反时,安装角δ=β+ω (β—被加工齿轮的螺旋角;ω—滚刀的螺旋升角)
滚刀的安装 小结
Ø 滚齿加工相当于一对交错轴的螺旋传动,两齿轮相啮合时轮齿的齿向必须保持一致;则安装角 δ=β±ω
u 螺旋线方向相同时取“—”;
u 螺旋线方向相反时取“+”;
u 加工直齿时,β=0,则δ=ω

