刀架不能启动
刀架不能锁死
刀架不能停止(进PMC诊断画面)
电动刀架的每个刀位都转动不停

电动刀架的每个刀位都转动不停
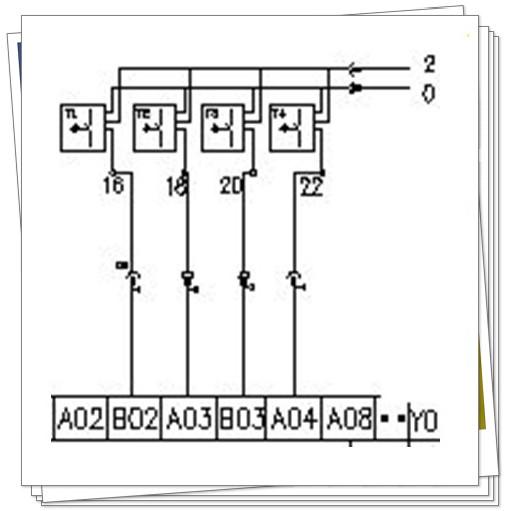
①系统无 +24V; COM输出用万用表量系统出线端,看这两点输出电压是否正常或存在,若电压不存在,则为系统故障,需更换主板或送厂维修②系统有 +24V; COM输出,但与刀架发信盘连线断路;或是+24V对COM地短路用万用表检查刀架上的 +24V,COM地与系统的接线是否存在断路;检查 +24V是否对COM地短路,将+24V电压拉低③系统有 +24V; COM输出,连线正常,发信盘的发信电路板上 +24V和COM地回路有断路发信盘长期处于潮湿环境造成线路氧化断路,用焊锡或导线重新连接④刀位上+24V电压偏低,线路上的上拉电阻开路用万用表测量每个刀位上的电压是否正常,如果偏低,检查上拉电阻,若是开路 ,则更换1/4W2K上拉电阻⑤系统的反转控制信号TL-无输出用万用表量系统出线端,看这一点的输出电压是否正常或存在,若电压不存在,则为系统故障,需更换主板或送厂维修
,则更换1/4W2K上拉电阻⑤系统的反转控制信号TL-无输出用万用表量系统出线端,看这一点的输出电压是否正常或存在,若电压不存在,则为系统故障,需更换主板或送厂维修
电动刀架不转
①刀架电机三相反相或缺相,将刀架电机线中两条互调或检查外部供电②系统的正转控制信号TL+无输出用万用表量系统出线端,量度+24V和TL+两触点,同时手动换刀,看这两点的输出电压是否有+24V,若电压不存在,则为系统故障,需送厂维修或更换相关IC元器件③系统的正转控制信号TL +输出正常,但控制信号这一回路存在断路或元器件损坏检查正转控制信号线是否断路,检查这一回路各触点接触是否良好;检查直流继电器或交流接触器是否损坏④刀架电机无电源供给检查刀架电机电源供给回路是否存在断路,各触点是否接触良好,强电电气元器件是否有损坏;检查熔断器是否熔断⑤上拉电阻未接入将刀位输入信号接上 2K上拉电阻,若不接此电阻,刀架在宏观上表现为不转,实际上的动作为先进行正转后立即反转,使刀架看似不动

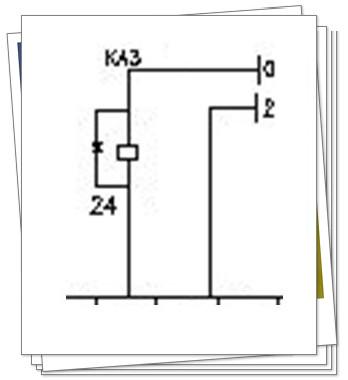
1查KA3线圈回路
注意电压为直流24伏
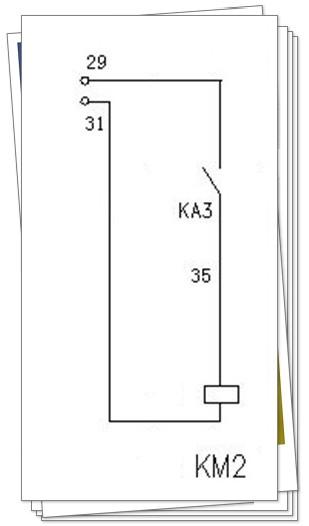
2.查KM2线圈回路
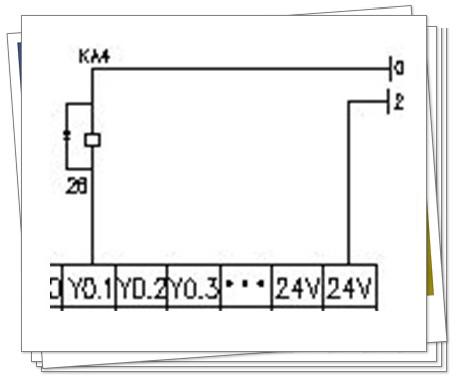
3.查KA4线圈回路
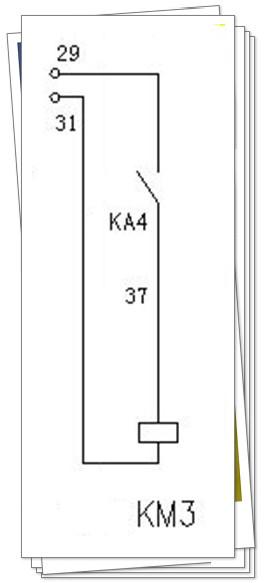
4.查KM3线圈回路
注意:电压为交流110V
5.查刀位信号回路